Известные устройства для прессования царг стула из древесных отходов являются малопроизводительными и не позволяют создать поточное прессование.
В описываемом устройстве эти недостатки устранены тем, что в нем применены разъемные кольцеобразные матрицы со сменяющимися при каждой запрессовке пуансонами и удаляемые из форм при помощи толкателей. Для разъема обработанных прессом матриц и удаления из них царг может быть применена подвижная рама с двумя дугообразными толкателями и двумя парами захватов.
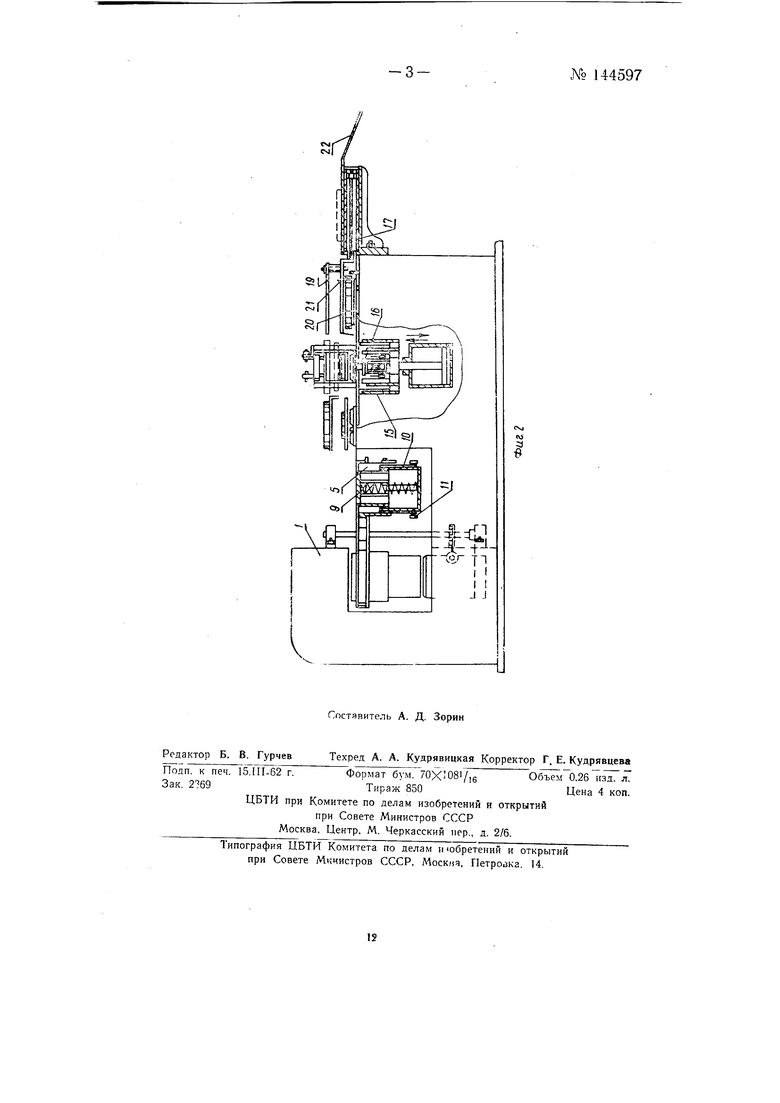
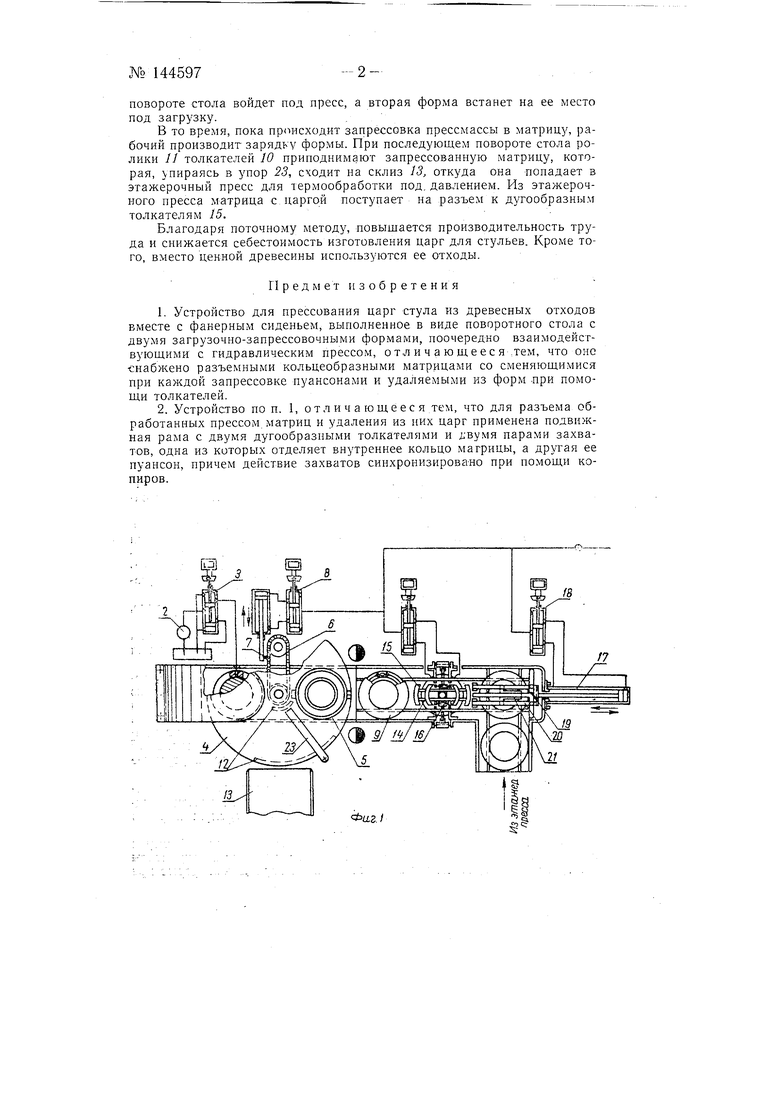
На фиг. 1 схематически изображено устройство; на фиг. 2 - то же, сбоку.
Устройство для прессования царг стула включает гидравлический пресс / с гидронасосом 2 и золотником 3, служащим для управления прессом, поворотный стол 4 с двумя запрессовочными формами 5.
Для поворота стола применен механизм, состоящий из цепи 6, собачки 7 и пневмоцилиндра 8. Кольцеобразные матрицы 9 удаляются из форм при помощи толкателей 10 с роликами 11, которые накатываются на копиры 12, приподнимают матрицу и сбрасывают ее на склиз 13 Для разъема обработанных прессом матриц и удаление из них царг применена подвижная рама 14 с двумя дугообразными толкателями 15 и двумя парами захватов 16, одна из которых отделяет внутреннее кольцо матрицы, а другая ее пуансон.
Для подачи матриц на разъем и на исходную позицию для последующего прессования применен механизм, состоящий из пневмоцилиндра 77 с золотником 18, толкателей 19 и 20 к собачки 21, служащей для захвата и передачи изделия на склиз 22.
Перед прессованием царг рабочий помещает матрицу в форму и засыпает ее прессмассой из древесных отходов и кладет сверху массы фанерное сидение, затем включает золотник и заряженная форма при
повороте стола войдет под пресс, а вторая форма встанет на ее место под загрузку.
В то время, пока происходит запрессовка прессмассы в матрицу, рабочий производит зарядку формы. При последуюилем повороте стола ролики // толкателей 10 приподнимают запрессованную матрицу, которая, упираясь в упор 23, сходит на склиз 13, откуда она попадает в этажерочный пресс для термообработки под, давлением. Из этажерочного пресса матрица с царгой поступает на разъем к дугообразным толкателям 15.
Благодаря поточному методу, повышается производительность труда и снижается себестоимость изготовления царг для стульев. Кроме того, вместо ценной древесины используются ее отходы.
Г1 р е д м е т и 3 о б р е т е н и я
1.Устройство для прессования царг стула из древесны.х отходов вместе с фанерным сиденьем, выполненное в виде поворотного стола с двумя загрузочно-запрессовочными формами, поочередно взаимодействующими с гидравлическим прессом, от.л и ч а ю ще ее я тем, что оно -снабжено разъемными кольцеобразными матрицами со сменяющимися при каждой запрессовке пуансонами и удаляемыми из форм лри помощи толкателей.
2.Устройство по п. 1, от л и ч а ю щеес я тем, что для разъема обработанных прессом матриц и удаления из них царг применена подвижная рама с двумя дугообразными толкателями и двумя парами захватов, одна из которых отделяет внутреннее кольцо магрицы, а другая ее пуансон, причем действие захватов синхронизировано при помощи копиров.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ИЗМЕЛЬЧЕННЫХ ОТХОДОВ ДРЕВЕСИНЫ | 1966 |
|
SU179901A1 |
| Устройство для изготовления многопустотных древесностружечных плит | 1975 |
|
SU537847A1 |
| АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1969 |
|
SU247048A1 |
| Установка для изготовления формованных изделий | 1980 |
|
SU1009805A1 |
| Устройство для изготовления изделий, преимущественно из древесностружечных масс | 1961 |
|
SU144009A1 |
| СТУЛ | 1992 |
|
RU2045925C1 |
| Гидропресс-автомат для изготовления заготовок анизотропных бариевых магнитов | 1960 |
|
SU142875A1 |
| Роторный пресс для прессования порошковых материалов | 1979 |
|
SU935313A1 |
| ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТО-ВЫКЛЕЙНЫХ ДЕТАЛЕЙ ГЛУБОКОГО ПРОФИЛЯ | 1968 |
|
SU210351A1 |
| Гидравлический пресс для горячей вулканизации низа обуви | 1941 |
|
SU68484A1 |