75 2
J
№
(Л
4;;а
4;
О)
о со
дая из которых установлена с возможностью поворота на оси 2, смонтированной в щеках 3 и 4. ЩеКи 3 и 4 жестко закреплены на приводных валах 5 и 6. На щеках 3 и 4 имеются приспособления фиксации положения сварочных колодок 1, каждое из которых состоит из упоров 7 и 8 и пружин 9, закрепленных на пру живодер жателях 10 и 11, установленных в щеках 3 и 4. Устройство снабжено механизмами возврата сварочных колодок 1. Каждый такой механизм включает выступ 12 на сварочной колодке 1, взаимодействующей с роликом 13, установленным с возможностью вращения на оси 14, смонтированной в кронштейне 15, закрепленном на корпусе 16. Приводные валы 5 и 6 размещены в опорах 17 и 18, расположенных на корпусе 16. На приводных валах 5 и 6 установлены зубчатые секторы 19 и 20, находящиеся в зацеплении. На валу 6 закреплен рычаг 21, взаимодействующий с тягой 22 и кулачком привода. Такое выполнение устройства позволяет упростить процесс обслуживания. 6 ил.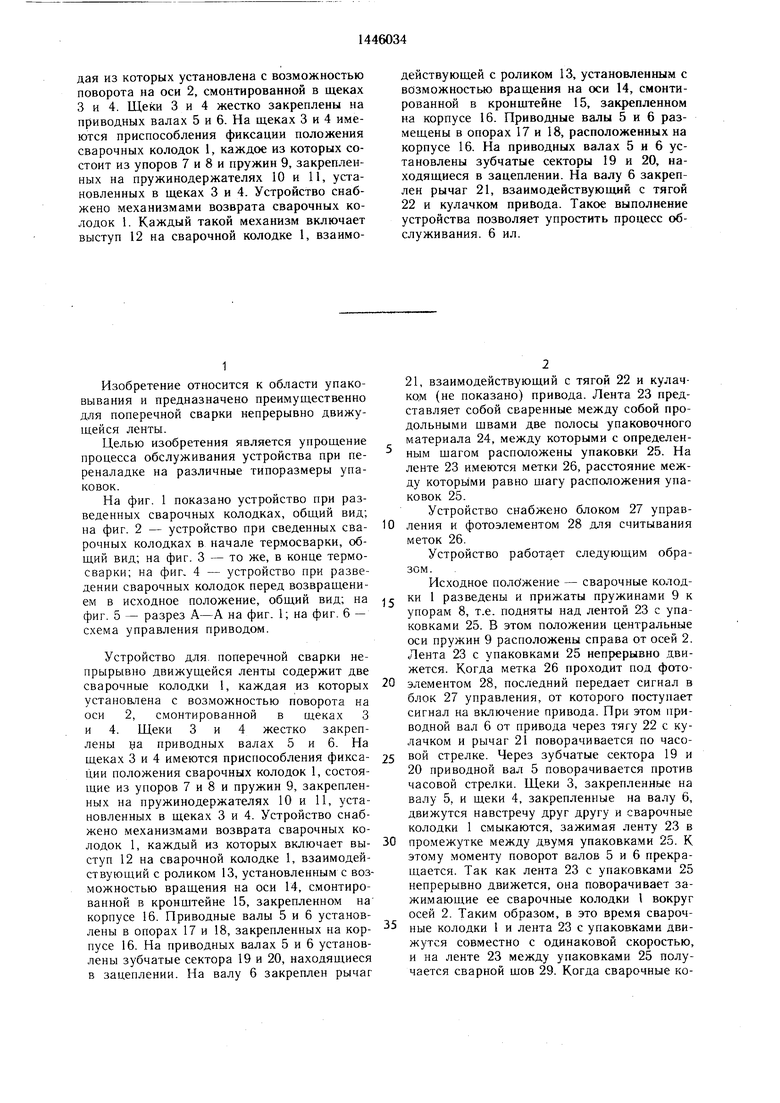
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ | 1972 |
|
SU346183A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU356083A1 |
| МАШИНА ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ В ПОЛИМЕРНУЮ ПЛЕНКУ | 1992 |
|
RU2015943C1 |
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ | 2001 |
|
RU2192373C1 |
| Установка для контактной рельефной сварки | 1982 |
|
SU1109302A1 |
| Устройство для упаковки стержнеобразных изделий | 1974 |
|
SU524737A1 |
| Станок для клепки тормозных накладок | 1990 |
|
SU1752477A1 |
| Устройство для упаковки сыпучих продуктов в пакеты из ленточного термопластичного материала | 1978 |
|
SU745775A1 |
| ВАКУУМНО-УПАКОВОЧНАЯ МАШИНА | 1995 |
|
RU2080273C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1994 |
|
RU2063337C1 |
Изобретение касается устройства для поперечной сварки непрерывно движущейся ленты, может быть использовано в легкой, пищевой и других отраслях промыщленнос- ти и направлено на упрощение процесса обслуживания устройства при переналадке на различные типоразмеры упаковок. Устройство содержит две сварочные колодки 1, каж
1
Изобретение относится к области упаковывания и предназначено преимущественно для поперечной сварки непрерывно движущейся ленты.
Целью изобретения является упрощение процесса обслуживания устройства при переналадке на различные типоразмеры упаковок.
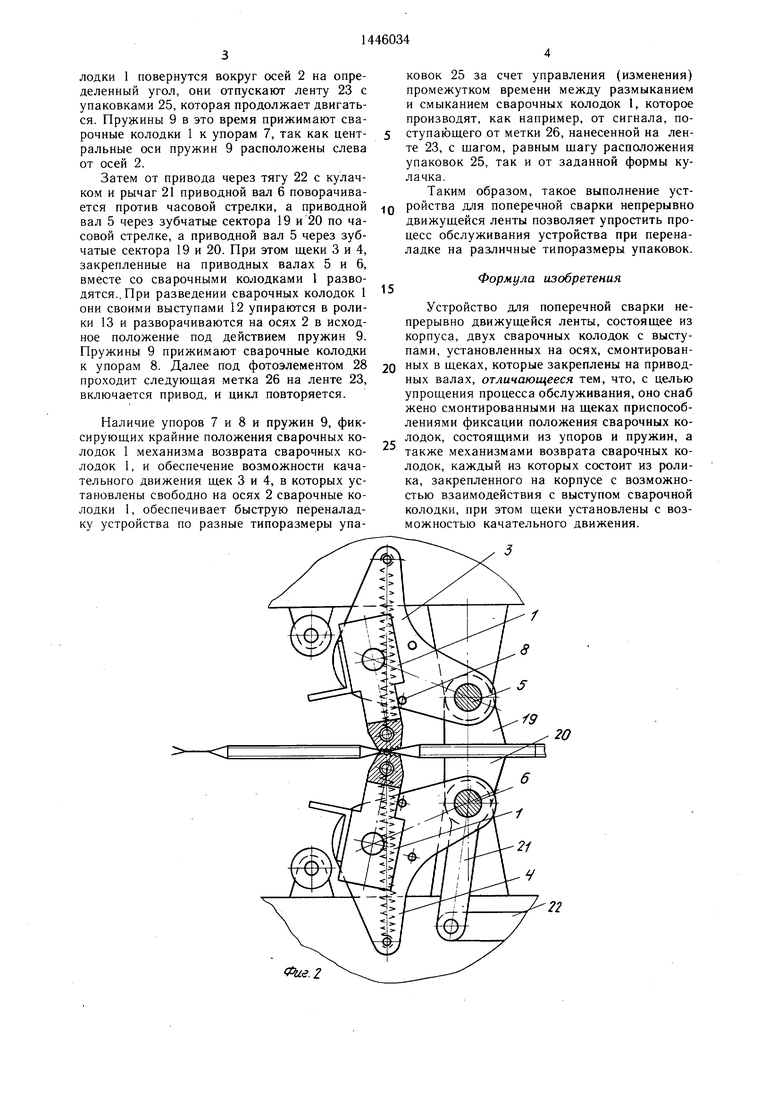
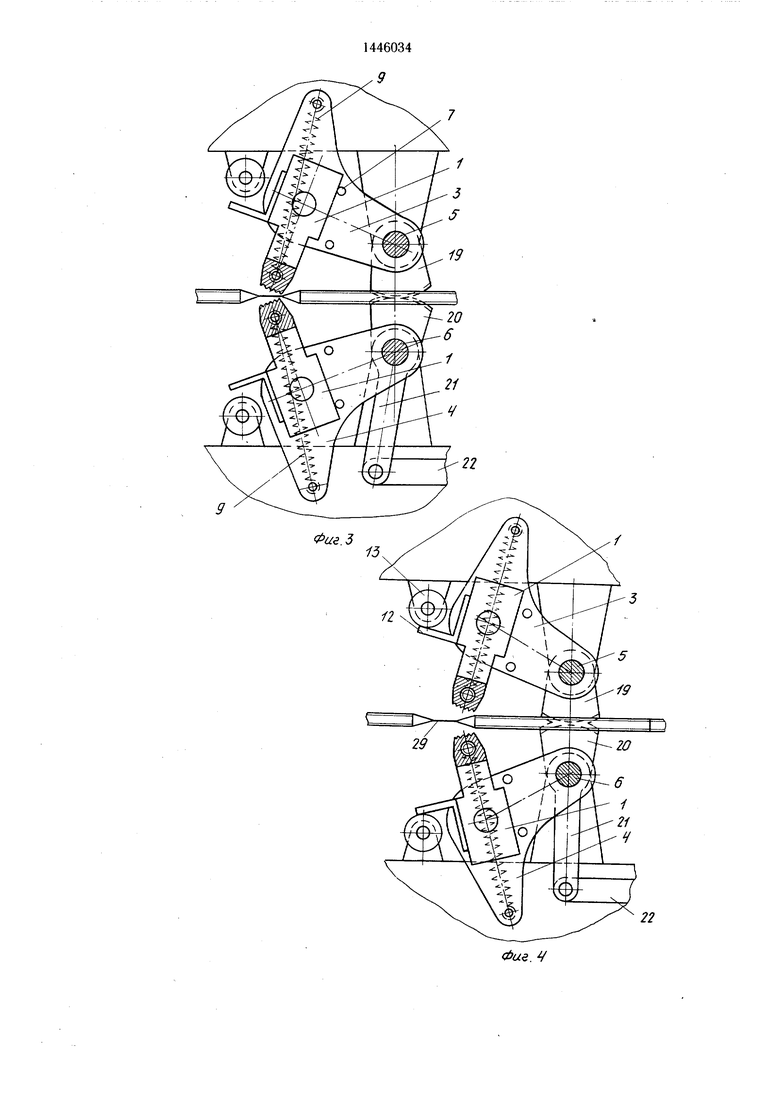
На фиг. 1 показано устройство при разведенных сварочных колодках, общий вид; на фиг. 2 - устройство при сведенных сва- рочных колодках в начале термосварки, общий вид; на фиг. 3 - то же, в конце термосварки; на фиг, 4 - устройство при разведении сварочных колодок перед возвращением в исходное положение, общий вид; на фиг. 5 - разрез А-А на фиг. 1; на фиг. 6 - схема управления приводом.
Устройство для. поперечной сварки не- прырывно движущейся ленты содержит две сварочные колодки 1, каждая из которых установлена с возможностью поворота на оси 2, смонтированной в щеках 3 и 4. Щеки 3 и 4 жестко закреплены уа приводных валах 5 и 6. На щеках 3 и 4 имеются приспособления фикса- ции положения сварочных колодок 1, состоящие из упоров 7 и 8 и пружин 9, закрепленных на пружинодержателях 10 и 11, установленных в щеках 3 и 4. Устройство снабжено механизмами возврата сварочных колодок 1, каждый из которых включает вы- ступ 12 на сварочной колодке 1, взаимодействующий с роликом 13, установленным с возможностью вращения на оси 14, смонтированной в кронщтейне 15, закрепленном на корпусе 16. Приводные валы 5 и 6 установлены в опорах 17 и 18, закрепленных на кор- пусе 16. На приводных валах 5 и 6 установлены зубчатые сектора 19 и 20, находящиеся в зацеплении. На валу 6 закреплен рычаг
21, взаимодействующий с тягой 22 и кулачком (не показано) привода. Лента 23 представляет собой сваренные между собой продольными щвами две полосы упаковочного материала 24, между которыми с определенным шагом расположены упаковки 25. На ленте 23 имеются метки 26, расстояние между которыми равно щагу расположения упаковок 25.
Устройство снабжено блоком 27 управления и фотоэлементом 28 для считывания меток 26.
Устройство работа,ет следующим образом.
Исходное положение - сварочные колодки 1 разведены и прижаты пружинами 9 к упорам 8, т.е. подняты над лентой 23 с упаковками 25. В этом положении центральные оси пружин 9 расположены справа от осей 2. Лента 23 с упаковками 25 непрерывно .п:ви- жется. Когда метка 26 проходит под фотоэлементом 28, последний передает сигнал в блок 27 управления, от которого поступает сигнал на включение привода. При этом приводной вал 6 от привода через тягу 22 с кулачком и рычаг 21 поворачивается по часовой стрелке. Через зубчатые сектора 19 и 20 приводной вал 5 поворачивается против часовой стрелки. Щеки 3, закрепленные на валу 5, и щеки 4, закрепленные на валу 6, движутся навстречу друг другу и сварочные колодки 1 смыкаются, зажимая ленту 23 в промежутке между двумя упаковками 25. К этому моменту поворот валов 5 и 6 прекращается. Так как лента 23 с упаковками 25 непрерывно движется, она поворачивает зажимающие ее сварочные колодки I вокруг осей 2. Таким образом, в это вре.мя сварочные колодки 1 и лента 23 с упаковками движутся совместно с одинаковой скоростью, и на ленте 23 между упаковками 25 получается сварной щов 29. Когда сварочные колодки 1 повернутся вокруг осей 2 на определенный угол, они отпускают ленту 23 с упаковками 25, которая продолжает двигаться. Пружины 9 в это время прижимают сварочные колодки 1 к упорам 7, так как центральные оси пружин 9 расположены слева от осей 2.
Затем от привода через тягу 22 с кулачком и рычаг 21 приводной вал 6 поворачивается против часовой стрелки, а приводной вал 5 через зубчатые сектора 19 и 20 по часовой стрелке, а приводной вал 5 через зубчатые сектора 19 и 20. При этом щеки 3 и 4, закрепленные на приводных валах 5 и 6, вместе со сварочными колодками 1 разводятся..При разведении сварочных колодок 1 они своими выступами 12 упираются в ролики 13 и разворачиваются на осях 2 в исходное положение под действием пружин 9. Пружины 9 прижимают сварочные колодки к упорам 8. Далее под фотоэлементом 28 проходит следующая метка 26 на ленте 23, включается привод, и цикл повторяется.
Наличие упоров 7 и 8 и пружин 9, фиксирующих крайние положения сварочных колодок 1 механизма возврата сварочных колодок 1, и обеспечение возможности кача- тельного движения щек 3 и 4, в которых установлены свободно на осях 2 сварочные колодки 1, обеспечивает быструю переналадку устройства по разные типоразмеры упаФие.2
ковок 25 за счет управления (изменения) промежутком времени между размыканием и смыканием сварочных колодок 1, которое производят, как например, от сигнала, поступающего от метки 26, нанесенной на ленте 23, с щагом, равным щагу расположения упаковок 25, так и от заданной формы кулачка.
Таким образом, такое выполнение устройства для поперечной сварки непрерывно движущейся ленты позволяет упростить процесс обслуживания устройства при переналадке на различные типоразмеры упаковок.
15
Формула изобретения
Устройство для поперечной сварки непрерывно движущейся ленты, состоящее из корпуса, двух сварочных колодок с выступами, установленных на осях, смонтирован- 0 ных в щеках, которые закреплены на приводных валах, отличающееся тем, что, с целью упрощения процесса обслуживания, оно снаб жено смонтированными на щеках приспособлениями фиксации положения сварочных колодок, состоящими из упоров и пружин, а также механизмами возврата сварочных колодок, каждый из которых состоит из ролика, закрепленного на корпусе с возможностью взаимодействия с выступом сварочной колодки, при этом щеки установлены с возможностью качательного движения.
5
/
Фиг.5
22
Фи.Ч
Фиг. 5
Сигна/1 на бк/1Ю е/ ие Г7ри6ода
/-/4
Фаз, 6
| Патент | |||
| МОТОВИЛО РЕЖУЩЕГО АППАРАТА КОСИЛКИ | 2002 |
|
RU2224407C1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
