(Л
с
Т
1 к|
lib СД
Ф
Фиг.1
14
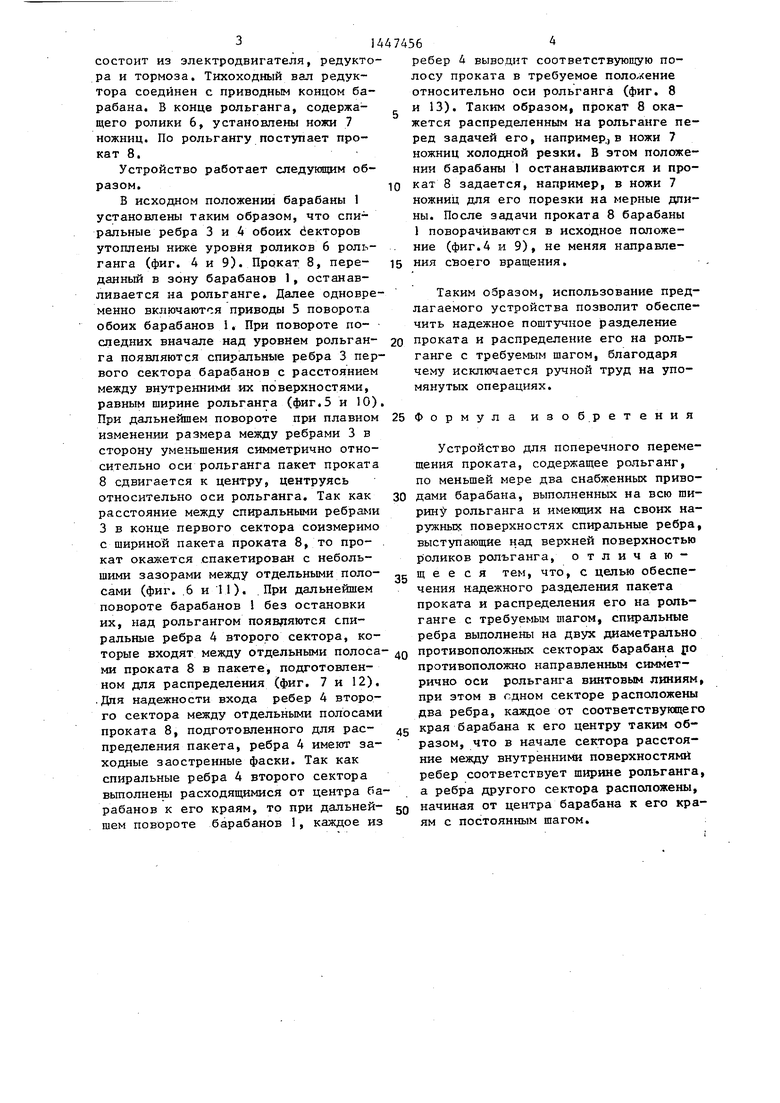
вами 2 установлены между роликами 6 рольганга на определенном расстоянии одни от другого. Оси роликов рольганга и барабанов параллельны. На наружной поверхности барабанов расположены спиральные ребра. Особенностью конструкции явпяется выполнение ребер на двух диаметрально противоположных секторах. В первом секторе два ребра расположены симметрично оси рольган
га, и начиная от краев барабана своими противоположно направленными винтовыми линиями сходятся к центру, а во втором секторе ребра расходятся, начиная от центра барабана к его краям, и расположены через определенный
шаг друг от друга своими противоположно направленными, симметрично оси рольганга, винтовыми линиями. Расстояние между внутренними поверхностями ребер в начале первого сектора равно ширине рольганга и плавно меняется до размера - несколько большего, чем ширина пакета проката. На втором секторе количество спиральных ребер равно количеству полос в пакете проката. Это позволяет стабильно центрировать пакет проката относи- тельно оси рольганга и надежно распределять отдельные полосы по калибрам через определенный интервал друг от друга. 13 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для распределения сортового проката на рольганге | 1990 |
|
SU1755987A1 |
| Барабанные летучие ножницы | 1985 |
|
SU1379027A1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ ДУГООБРАЗНОГО В ПЛАНЕ РЕЗА ЛИСТОВОГО ПРОКАТА | 1990 |
|
RU2054344C1 |
| Устройство для подачи прокатываемого листа в клеть | 1990 |
|
SU1784296A1 |
| РЕЖУЩЕЕ УСТРОЙСТВО | 1996 |
|
RU2103118C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Барабанные летучие ножницы | 1990 |
|
SU1803280A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| Летучие барабанные ножницы для обрезки концов движущегося проката | 1981 |
|
SU1458112A1 |
Изобретение относится к оборудованию сортовых прокатных станов и может быть использовано для распределения проката по калибрам ножей ножниц при резке проката на мерные дпины или по калибрам роликов сортоправиль- ных машин при многониточной правке, проката Цель изобретения - обеспечение надежного разделения пакета проката и распределения его на рольганге с требуемым шагом. Два барабана 1 с приводами 5 и тормозными устройст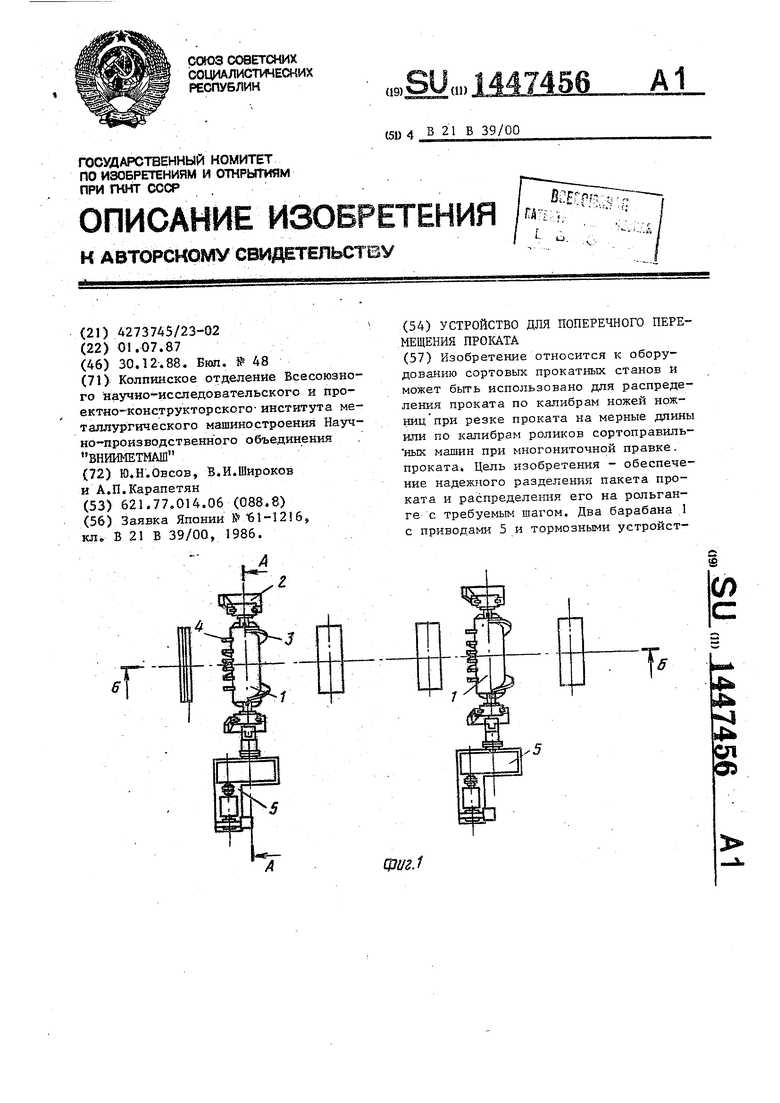
1
Изобретение относится к оборудованию сортовых прокатных станов и может быть использовано для распределения проката по калибрам ножей ножншд при резке проката на мерные дпины или по калибрам роликов сортопра- вильных машин при многониточной правке проката,
Целью изобретения является обеспечение-надежного разделения пакета проката и распределение его на рольганге с требуемым шагом.
На фиг. 1 схематш4;но показано пре;щагаемое устройство, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4-13 - схемы работы устройства.
Устройство для поперечного переме- Ш1ения проката состоит из двух привод- ных барабанов 1 , установле1111ых между роликами рольганга, причем оси каждого барабана параллельны между собой и параллельны осям роликов рольганга. Барабаны конструктивно вьтолнены оди- наковыми. Каждый барабан установлен на подшипниках качения в рамах 2. Всю наружную поверхность барабана по его образующей можно разделить на четыре сектора, два из которых, диаметрально противоположных, имеют спиральные ребра. На одном секторе на наружной поверхности барабана I установлены два спиральных ребра 3, сходящихся по винтовой линии от соответствующего
края барабана 5 к его центру. При этом расстояние между внутренними поверхностями указанных ребер плавно меняется от размера, равного ширине рольганга в начале сектора, до размера несколько большего, чем ширина пакета проката, подлежащего распределению. Назначение ребер этого сектора барабана - произвести ориентирование произвольно расположенных на рольганге полос проката относительно оси рольганга с его уплотнением при непрерывном контакте внутренних поверхностей ребер с крайними полосами проката в пакете. Таким образом прокат подготавливается для последующего распределения его. На диаметрально противоположном секторе на поверхности барабана 1 установлены спиральные ребра 4, расходящиеся по винтовым линиям от центра барабана к его краям. Количество ребер при этом определяется количеством полос .в пакете проката, транспортируемого по рольгангу. При этом расстояние между ребрами в начале этого сектора определяется шириной полосы, а в конце соответствует требуемому шагу распределения, проката. Назначение ребер 4 - отделить полосы проката в пакете друг от друга и распределить их на рольганге с требуемым шагом.
Привод 5 поворота каждого барабана выполнен электромеханическим и
состоит из электродвигателя, редуктора и тормоза. Тихоходный вал редуктора соединен с приводным концом барабана. В конце рольганга, содержащего ролики 6, установлены ножи 7 ножниц. По рольгангу поступает прокат 8.
Устройство работает следующим об разом.
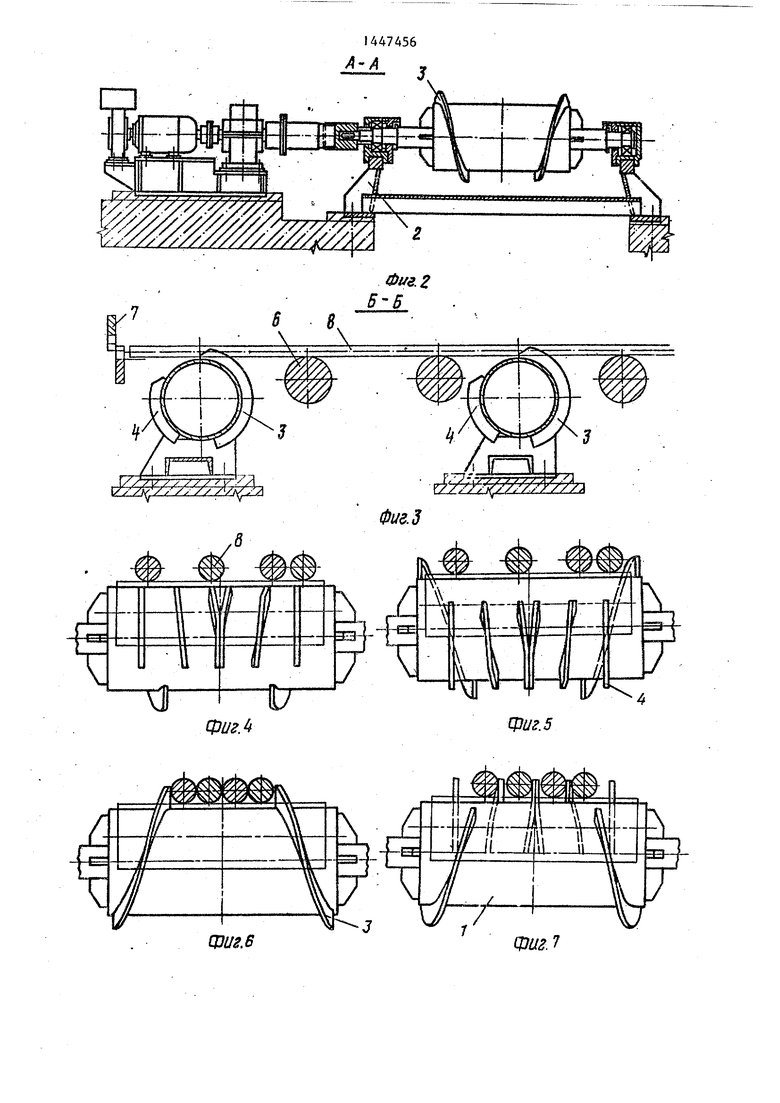
В исходном положении барабаны 1 установлены таким образом, что спиральные ребра 3 и 4 обоих Лекторов утоплены ниже уровня роликов 6 рольганга (фиг. 4 и 9). Прокат 8, переданный в зону барабанов 1, останавливается на рольганге. Далее одновременно включаются приводы 5 поворота обоих барабанов 1. При повороте последних вначале над уровнем рольганга появляются спиральные ребра 3 первого сектора барабанов с расстоянием между внутренними их поверхностями, равным ширине рольганга (фиг.5 и 10) При дальнейшем повороте при плавном изменении размера между ребрами 3 в сторону уменьшения симметрично относительно оси рольганга пакет проката 8 сдвигается к центру, центруясь относительно оси рольганга. Так как расстояние между спиральными ребрами 3 в конце первого сектора соизмеримо с шириной пакета проката 8, то про- кат окажется спакетирован с небольшими зазорами между отдельными полосами (фиг. .6 и 11). .При дальнейшем повороте барабанов 1 без остановки их, над рольгангом появ 1яются спиральные ребра 4 второго сектора, которые входят между отдельными полоса- о противоположных секторах барабана ро
ми проката 8 в пакете, подготовленном для распределения (фиг. 7 и 12). .Для надежности входа ребер 4 второго сектора между отдельными полосами проката 8, подготовленного для распределения пакета, ребра 4 имеют за- ходные заостренные фаски. Так как спиральные ребра 4 второго сектора вьшолнены расходящимися от центра барабанов к его краям, то при дальней- до шем повороте барабанов 1, каждое из
противоположно направленным симметрично оси рольганга винтовым линиям, при этом в одном секторе расположены два ребра, каждое от соответствующего 45 края барабана к его центру таким образом, что в начале сектора расстояние между внутренними поверхностями ребер соответствует ширине рольганга, а ребра другого сектора расположены, начиная от центра барабана к его краям с постоянным шагом.
ребер 4 выводит соответствующую полосу проката в требуемое поло-кение относительно оси рольганга (фиг. 8 и 13). Таким образом, прокат 8 окажется распределенным на рольганге перед задачей его, например., в ножи 7 ножниц холодной резки. В этом положении барабаны I останавливаются и прокат 8 задается, например, в ножи 7 ножниц для его порезки на мерные дпи- ны. После задачи проката 8 барабаны 1 поворачиваются в исходное положение (фиг.4 и 9), не меняя направления своего вращения.
Таким образом, использование предлагаемого устройства позволит обеспечить надежное поштучное разделение проката и распределение его на рольганге с требуемым шагом, благодаря чему исключается ручной труд на упомянутых операциях.
25 Формула изобретения
Устройство для поперечного перемещения проката, содержащее рольганг, по меньшей мере два снабженных приводами барабана, выполненных на всю ши- рин рольганга и имеющих на своих наружных поверхностях спиральные ребра, выступающие над верхней поверхностью роликов рольганга, отлич аю- щ е е с я тем, что, с целью обеспечения надежного разделения пакета проката и распределения его на рольганге с требуемым шагом, спиральные ребра выполнены на двух диаметрально
0
5
противоположно направленным симметрично оси рольганга винтовым линиям, при этом в одном секторе расположены два ребра, каждое от соответствующего края барабана к его центру таким образом, что в начале сектора расстояние между внутренними поверхностями ребер соответствует ширине рольганга, а ребра другого сектора расположены, начиная от центра барабана к его краям с постоянным шагом.:
/у //// / f у //
ФигЛ
ери г. в
, V / 1 У/////Л// 1 1 /77/к / ////////А
Фиг.З
ф1/г.5
f4i-W-iUL
33фигЛ
Фиг.ю
(pt/8.JJ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
