4;
4
иг.Г
Изобретение относится к прокатному производству, в частности к конструкции наматываншщх устройств для мелкосортного проката.
Цель изобретения - повышение качества намотки.
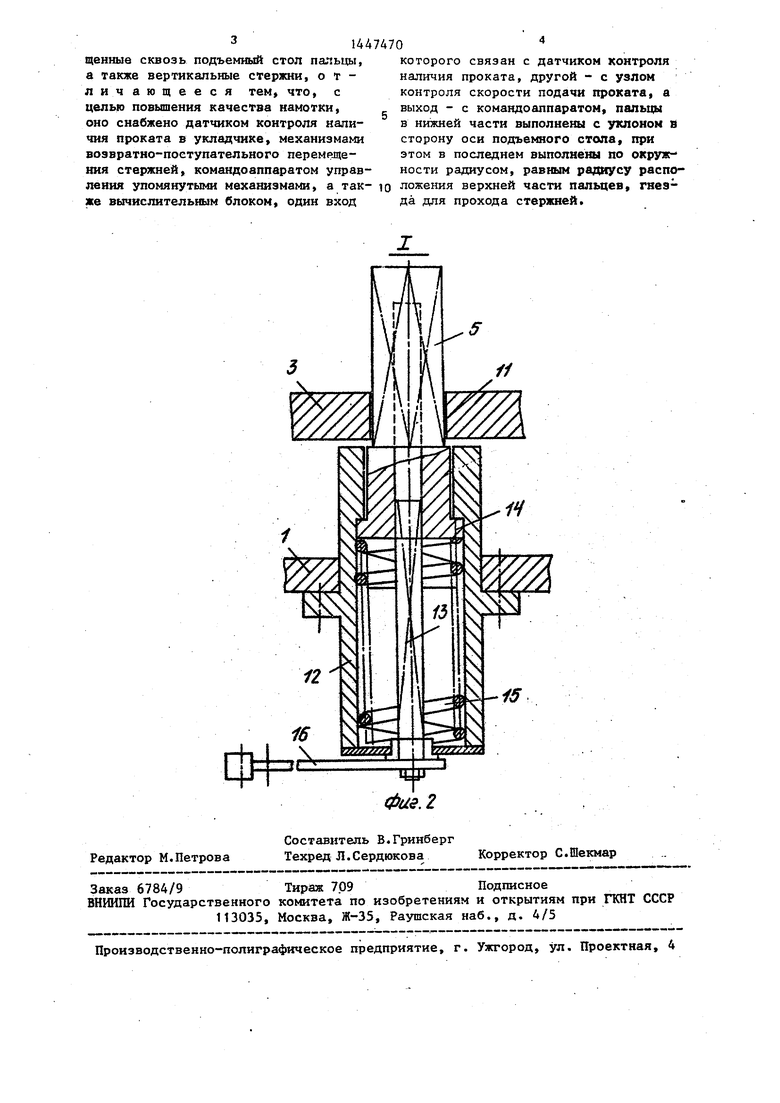
На фиг.1 показано устройство, общий вид; на фиг.2 - узел I на фиг.1.
Устройство содержит приемную чащу t смонтированную над чашей обечайку 2, установленный соосно чаше 1 и обечайке 2 горизонтальный подъемный стол 3, гаарнирно сочлененные с чашей 1 и пропущенные сквозь подъемный стол 3 пальцы 4, вертикальные ствржки 5, укладчик 6 проката, датчик 7 контроля наличия проката в укладчике 6, механизмы возвратно-поступательного перемещения стержней: 5, командоаппарат 8 управления упомянутыми механизмами, а также вычислительный блок 9, один вход которого связан с Датчиком 7, другой - с узлом Ш контроля скорости подачи проката, а выход - с комаядоаппаратом 8
ПальЩ) 4 в нижней части выполнены с уклоном в сторону оси подъемного стола 3. В последнем выполнены по окружности радиусом, равнЁ1м радкусу расположения верхней .части пальцев 4 гнезда 11 для прохода стержней 5. В чаше 1 установлешй упомянутые меха )l, выполненные в ввде стаканов
12с ycтaнoвлeниы aI в йих штока ш 3 с наконечниками }4, саёдинешшми со стержнями 5, охватив аювдпс штоки 13 пружин i5 и закрегшеннщс на штоках
13рычагов 16, установя ен1Шх с возможностью ёзаимод ствия с комавдоап- паратом 8 Стержни 5 и гнезда И вы полнены квадратны б в поперечном сечении. Рычаги 16 связаны с чашей 1 упругими элементами 17.
Устройство работает сяедую|Щ1м образом.
В исходном положешш стержни 5 располсжены ниже уровня подъемного стола 3 и упираются торцовой частью в нижнкно поверхность подъемного стола 3 с усилием, создаваемым пружинами 15. Чаша приво;датся во вращение со скоростью, соответствующей скорости поступления проката в укладчик 6, при этом сигнал от узла 10 контроля скорости подачи проката поступает к одному из входов вы шаттельного блока 9, прокат укладчиком б направляется горизонтально по поверхности
o
5
0
5
0
5
0
5
подъемного стола 3 касательно наклонным участкам пальцев 4. Одновременно сигнал от датчика 7 поступает на второй вход вычислительного блока 9. От последнего поступает сигнал на командоаппарат 8. При вращении чаши 1 вращаются вместе с ней и мехаю1змы перемещения ст.ержней 5, рычаги 16 которых, поочередно взаимодействуя с соответствующим элементом командоаппа- рата 8, поворачиваются вместе со штоками 13 с наконечниками 14 и стержнями 5, при этом стержни 5 попадают в соответствую1Щ1е гнезда П подъемного стола 3 и поднимаются вверх над последним. Передний конец проката попадает в пространство между стержнями 5 и пальцами 4. Таким образом, передний конец проката изгибается относительно пальцев 4, образуя первый виток. Второй виток формируется на стержнях 5 с их внешней сторошл при неподвижном укладчике 6. Здтем последний приводят в качательное движение и витки равномерно распределяются в обечайке вдоль пальцев 4. После этого прекращается вращение чаши Г и качательное движение укладчика 6 и дается команда на прекршце1Ше подачи проката. Происходит подъем стола 3, при этом первый виток по скосам пальцев 4 выталкивается через зазор между пальцами 4 и стержнями 5 и - бунт снимают с устройства. После . подъема стола 3 выше уровня стержней 5 последние выходят из гнезд 11 и развора чиваются под действием упругих элементов. Стол 3 при опускании снова сжимает пружины 15, и наматывающее устройство повторно готово к работе.
Технико-эконо щческий эффект от внбдреьшя изобретения обеспечивается повышением качества намотки по сравнению с базовым объектом.
Формула изобретения
Наматывающее устройство для мелкосортного проката, преимущественно прокатного стана с узлом контроля скорости подачи проката, содержащее приемную чашу, смонтированную над чашей обечайку, установленный соосно с чашей и обечайкой горизонтальный подъемный стол, укладчик проката, шарнирно сочлененные с чашей и пропущенные сквозь подъемный стол пальцы, а также вертикальные стержни, отличающееся тем, что, с целью повышения качества намотки, оно снабжено датчиком контроля наличия проката в укладчике, механизмами возвратно-поступательного переммце- ния стержней, командоаппаратом управкоторого связан с датчиком контроля наличия проката, другой - с узлом контроля скорости подачи проката, а выход - с командоаппаратом, пальцы в нижней части выполнены с уклоном 8 сторону оси подъемного стола, при этом в последнем выполнены по окружности радиусом, равным радиусу располеиия упомянутыми механизмами, а так- ю ложения верхней части пальцев, гнеэ- же вычислительным блоком, один вход да для прохода стержней.
которого связан с датчиком контроля наличия проката, другой - с узлом контроля скорости подачи проката, а выход - с командоаппаратом, пальцы в нижней части выполнены с уклоном 8 сторону оси подъемного стола, при этом в последнем выполнены по окружности радиусом, равным радиусу распо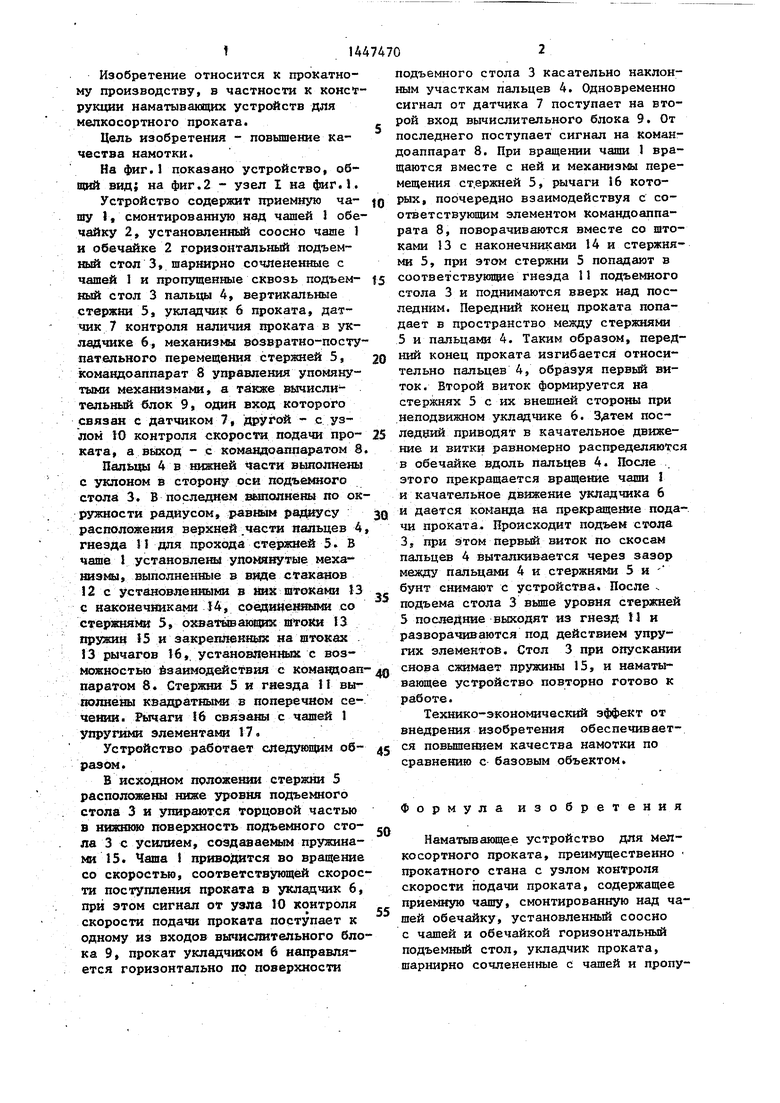
| название | год | авторы | номер документа |
|---|---|---|---|
| Наматывающее устройство для мелкосортного проката | 1988 |
|
SU1532113A1 |
| Моталка для мелкосортного проката | 1984 |
|
SU1196064A1 |
| Моталка для намотки мелкосортного проката | 1986 |
|
SU1404136A1 |
| Устройство для регулирования скорости при намотке мелкосортного проката | 1980 |
|
SU893287A1 |
| Устройство для регулирования натяжения при намотке мелкосортного проката | 1980 |
|
SU871874A1 |
| Моталка | 1978 |
|
SU719769A1 |
| Моталка | 1981 |
|
SU997898A2 |
| Способ намотки мелкосортногопРОКАТА B буНТы | 1979 |
|
SU835559A1 |
| Устройство для регулирования натяжения проволоки при намотке | 1981 |
|
SU959864A1 |
| Устройство для управления моталкой сортового стана | 1986 |
|
SU1357199A1 |
Изобретение относится к прокатному производству, в частности к конструкции наматывающих устройств для ьйлкосортного проката. Цель изобретения - повышение качества намотки. В исходном положении стержни 5 распо- ложе1й1 ниже уровня стола 3 и упираются торцовой частью в нижнюю поверх ность стола с усилием, создаваемым пружинами. При вращении чаши 1 прокат поступает по укладчику 6 на стол 3. При прохождении проката по укладчику 6 от датчика 7 контроля наличия проката в укладчике 6 поступает сигнал на один из входов вычислительного блока 9. На второй его вход поступает сигнал от узла 10 контроля скорости подачи проката. При вращении чаши 1 рычаги 16, взаимодействуя с соответствунщим элементом комаидоап- парата, поворачиваются. Стержни 5 проходят сквозь гнезда в столе 3, прокат по столу 3 проходит к пальцам 4 и первый виток формируется между ними и стержнями. Далее витки формируются в обечайке 2. Надежность формирования лервого и последующих витков обеспечивает повышение качества бунта. 2 ил. (Л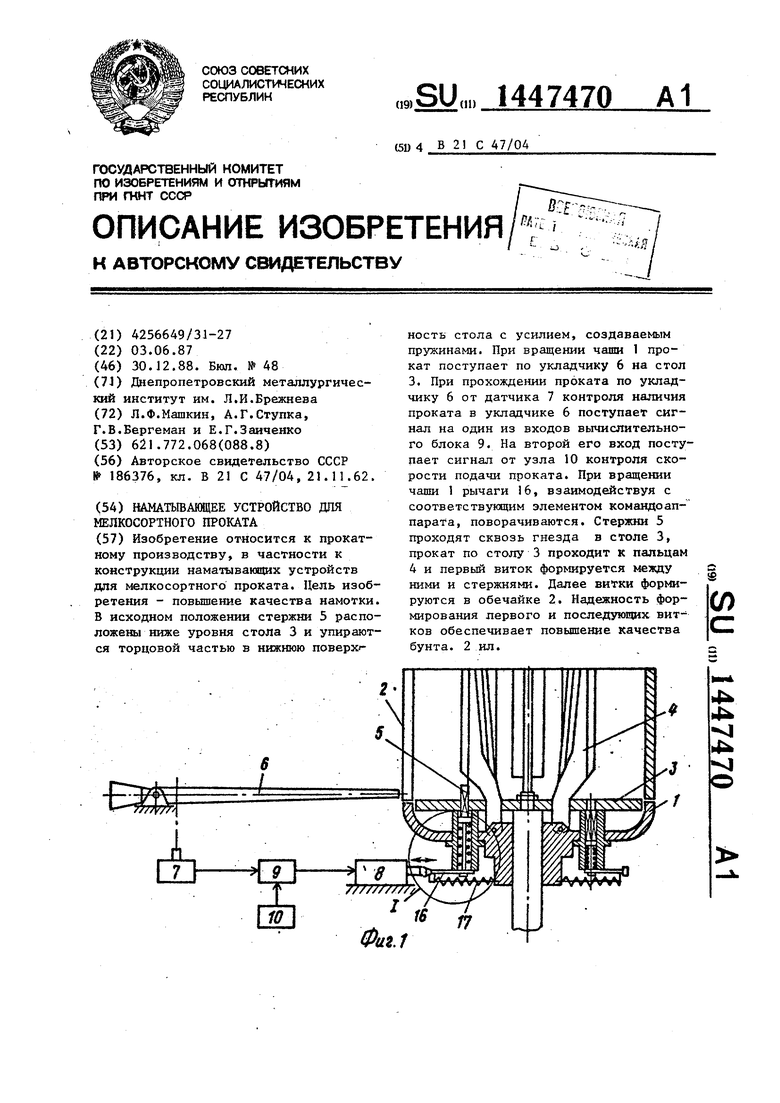
X
//
.1
ШШ
| МОТАЛКА С УКЛАДЧИКОМ ПРОКАТА НА БАРАБАН | 0 |
|
SU186376A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
