4 4: 4ik
i4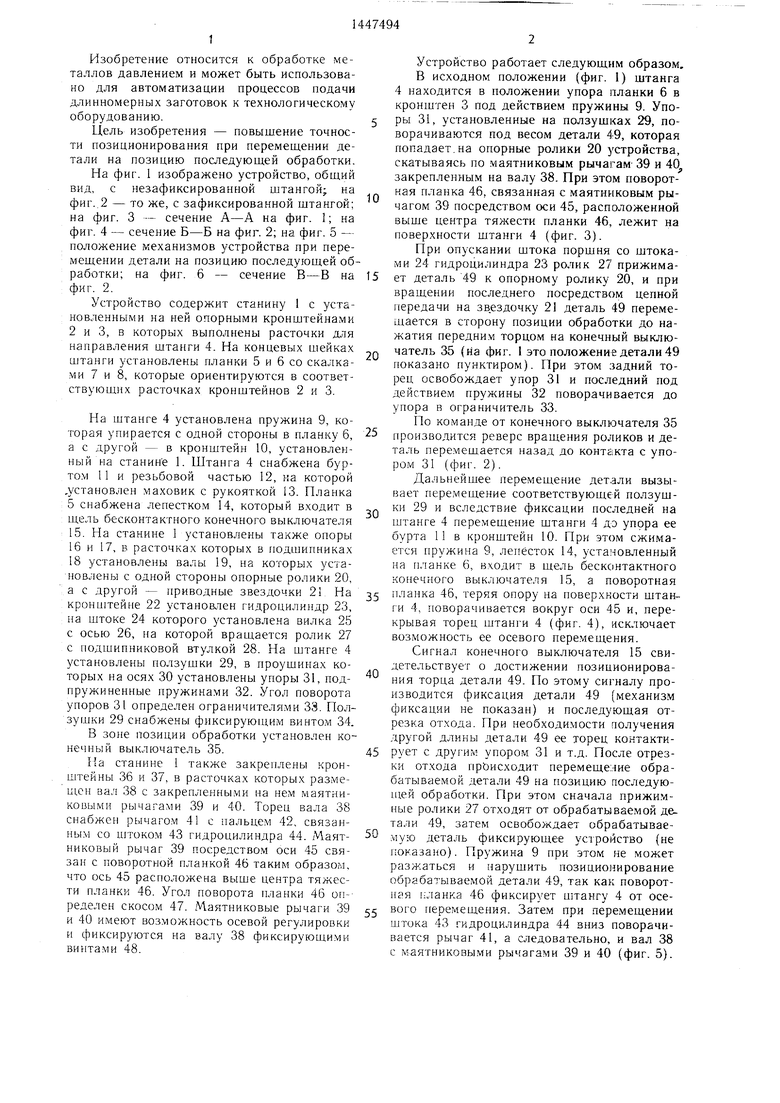
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи длинномерных заготовок в зону обработки | 1988 |
|
SU1590172A2 |
| Устройство для подачи длинномерных заготовок в зону обработки | 1986 |
|
SU1346304A1 |
| Загрузочно-разгрузочное устройство к горизонтально-протяжному станку | 1978 |
|
SU673419A1 |
| Установка для армирования керамических изделий | 1985 |
|
SU1346432A1 |
| Рольганг для ориентированной подачи заготовок | 1982 |
|
SU1060546A1 |
| Устройство для контроля жидкости в прозрачных ампулах | 1985 |
|
SU1453262A1 |
| Устройство для обработки длинномерного материала | 1987 |
|
SU1488077A1 |
| Автомат для выполнения технологических операций с деталями типа колец подшипников | 1978 |
|
SU899330A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для автоматизации процессов подачи длинномерных заготовок к технологическому оборудованию. Цель изобретения - повышение точности позиционирования при перемепдении детали на позицию последующей обработки. Длинномерные заготовки, скатываясь по маятниковым рычагам, попадают на опорные ролики и перемещаются в сторону позиции обработки до взаимодействия с конечным включателем. После этого производится реверс враш,ения роликоб. Заготовка перемещается назад до контакта с освободившимся упором. Дальнейшее перемещение заготовки назад приводит к перемещению ползушки и штанги до взаимодействия с конечным выключателем, свидетельствующего о необходимом позиционировании заготовки. После обработки заготовки она освобождается и скатывается по маятниковым рычагам на позицию последующей обработки. Точность последующего позиционирования обеспечивается узлом фиксации штанги, состоящим из поворотной планки, связанной с маятниковым рычагом, которая удерживает штангу, и соответственно, заготовку от осевого смещения в момент перемещения заготовки для последующей обработки. 6 ил. (Л
N)
Изобретение относится к обработке металлов давлением и может быть использовано для автоматизации процессов подачи длинномерных заготовок к технологическому оборудованию.
Цель изобретения - повышение точности позиционирования при перемещении детали на позицию последующей обработки.
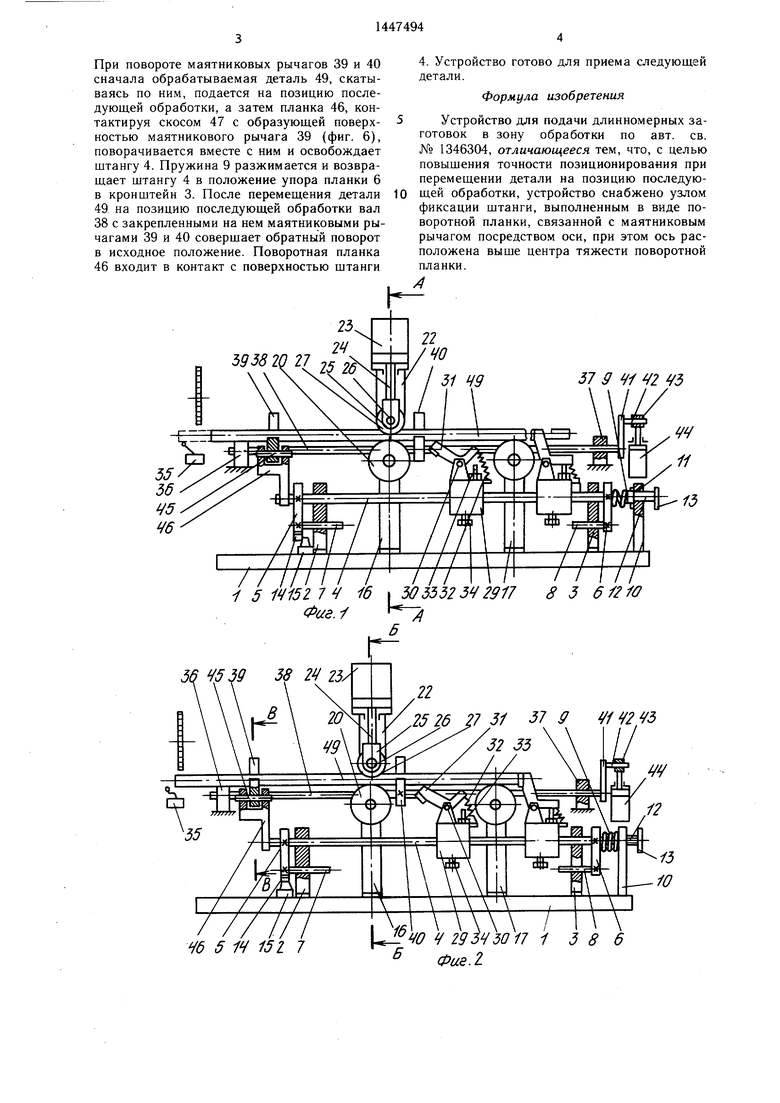
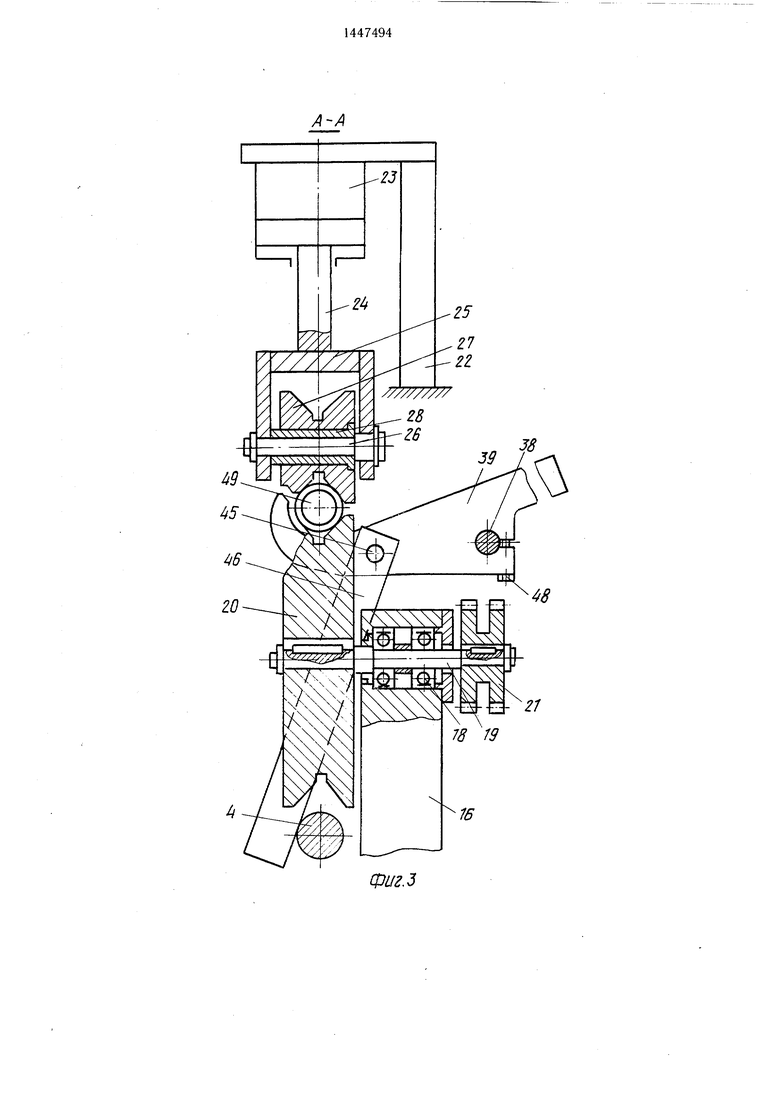
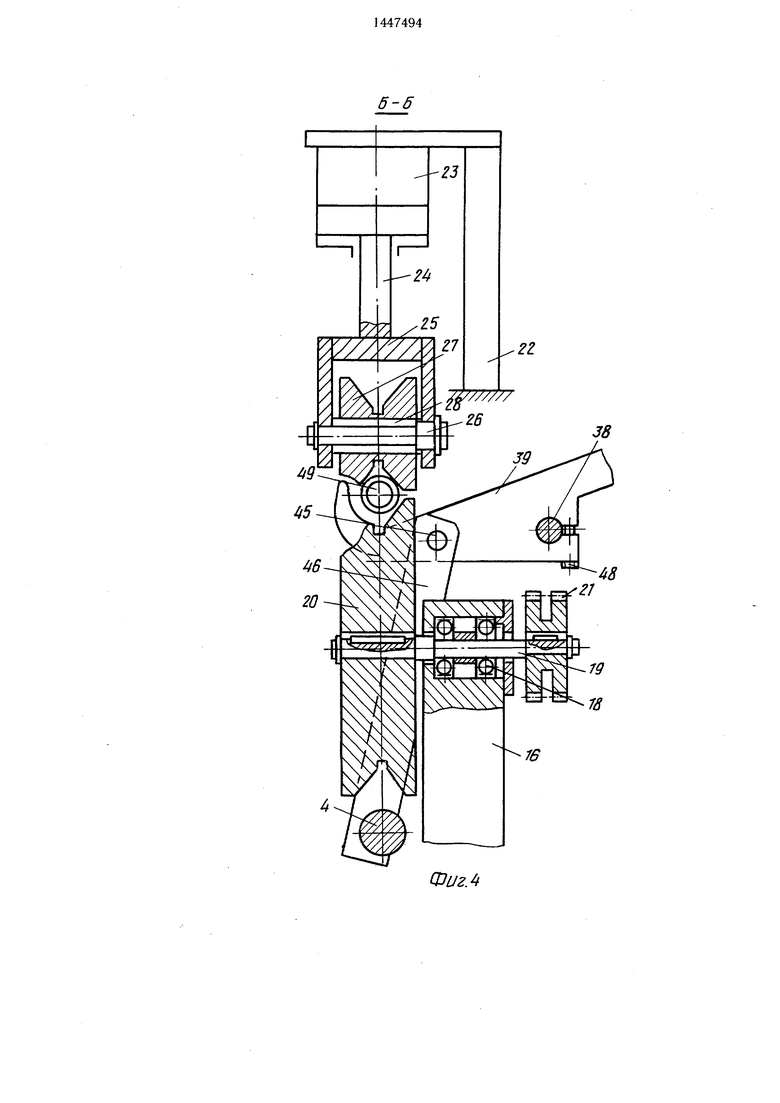
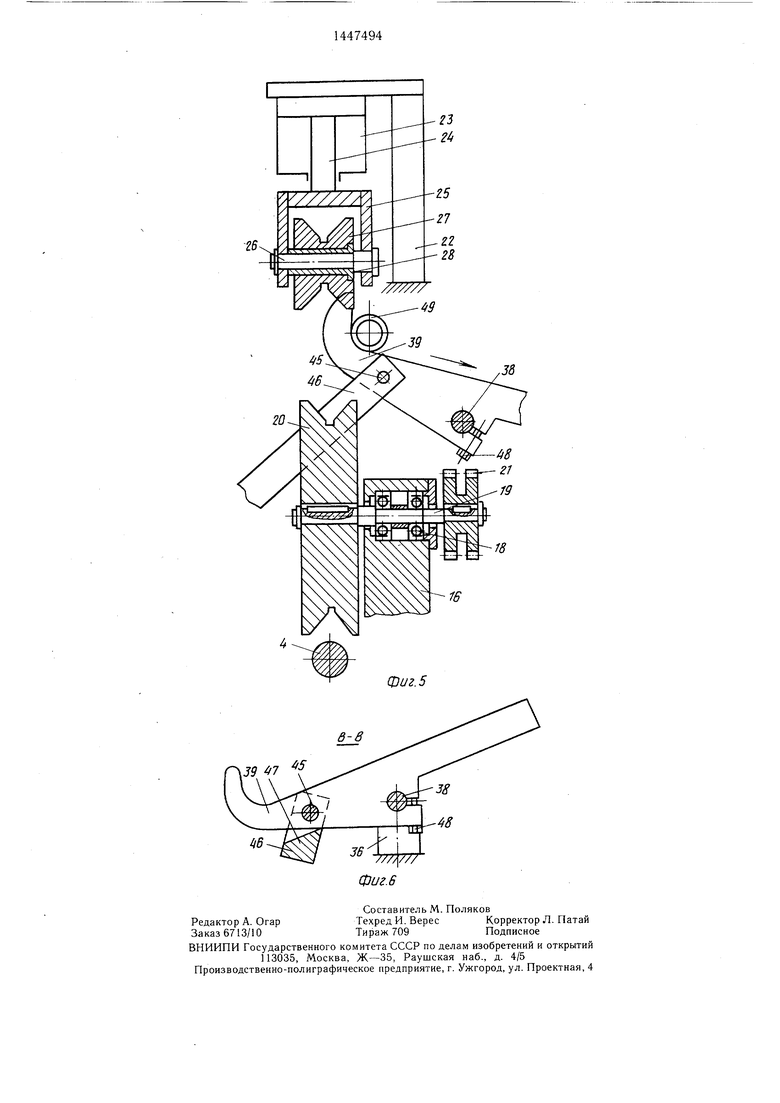
На фиг. I изображено устройство, общий вид, с незафиксированной штангой; на фиг.,2 - то же, с зафиксированной штангой; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 2; на фиг. 5 - положение механизмов устройства при перемещении детали на позицию последующей обработки; на фиг. 6 - сечение В-В на фиг. 2.
Устройство содержит станину I с установленными на ней опорными кронштейнами 2 и 3, в которых выполнены расточки для направления штанги 4. На концевых шейках штанги установлены планки 5 и 6 со скалками 7 и 8, которые ориентируются в соответствующих расточках кронштейнов 2 и 3.
На штанге 4 установлена пружина 9, которая упирается с одной стороны в планку б, а с другой - в кронштейн 10, установленный на станин е 1. Штанга 4 снабжена буртом 11 и резьбовой частью 12, ка которой .установлен маховик с рукояткой 13. Планка 5 снабжена лепестком 14, который входит в щель бесконтактного конечного выключателя 15. На станине 1 установлены также опоры 16 и 17, в расточках которых в подшипниках 18 установлены валы 19, на которых установлены с одной стороны опорные ролики 20, а с другой - приводные звездочки 21 На кронн1тейне 22 установлен гидроцилиндр 23, на штоке 24 которого установлена вилка 25 с осью 26, на которой вращается ролик 27 с подшипниковой втулкой 28. На штанге 4 установлены ползушки 29, в проушинах которых на осях 30 установлены упоры 31, подпружиненные пружинами 32. Угол поворота упоров 31 определен ограничителями 33. Пол- зущки 29 снабжены фиксируюгцим винтом 34.
В зоне позиции обработки установлен конечный выключатель 35.
На станине 1 также закреплены кронштейны 36 и 37, в расточках которых размешен вал 38 с закрепленными на нем маятниковыми рычагами 39 и 40. Торец вала 38 снабжен рычаго.м 41 с пальцем 42, связанным со иггоком 43 гидроцилиндра 44. Маятниковый рычаг 39 посредство.м оси 45 связан с поворотной планкой 46 таким образом, что ось 45 расположена выше центра тяжести планки 46. Угол поворота планки 46 определен скосом 47. Маятниковые рычаги 39 и 40 имеют возможность осевой регулировки и фиксируются на валу 38 фиксируюшими винтами 48.
5
0
5
0
5
0
5
0
5
Устройство работает следующим образом.
В исходном положении (фиг. 1) штанга 4 находится в положении упора планки б в кронштен 3 под действием пружины 9. Упоры 31, установленные на ползушках 29, поворачиваются под весом детали 49, которая попадает.на опорные ролики 20 устройства, скатываясь по .маятниковым рычагам 39 и 40 закрепленным на валу 38. При этом поворотная плапка 46, связанная с маятниковым рычагом 39 посредством оси 45, расположенной выше центра тяжести планки 46, лежит на поверхности штанги 4 (фиг. 3).
При опускании штока поршня со штоками 24 гидроцилиндра 23 ролик 27 прижимает деталь 49 к опорному ролику 20, и при вращении последнего посредством цепной передачи на звездочку 21 деталь 49 перемещается в сторону позиции обработки до нажатия передним торцом на конечный выключатель 35 (на фиг. I это положение детали 49 показано пунктиром). При этом задний торец освобождает упор 31 и последний под действием пружины 32 поворачивается до упора в ограьшчитель 33.
По команде от конечного выключателя 35 производится реверс вращения роликов и деталь перемещается назад до контакта с упором 31 (фиг. 2).
Дальнейшее перемешение детали вызывает перемешение соответствуюшей ползушки 29 и вследствие фиксации последней на штанге 4 перемещение штанги 4 до упора ее бурта 11 в кронштейн 10. При этом сжимается пружина 9, лепесток 14, установленный на планке 6, входит в щель бесконтактного конечного выключателя 15, а поворотная планка 46, теряя опору на поверхности штанги 4, поворачивается вокруг оси 45 и, перекрывая торец штанги 4 (фиг. 4), исключает возможность ее осевого пере.мещения.
Сигнал конечного выключателя 15 свидетельствует о достижении позиционирования торца детали 49. По это.му сигналу производится фиксация детали 49 (механиз.м фиксации не показан) и последующая отрезка отхода. При необходимости аолучения другой длины детали 49 ее торец контактирует с другим упором 31 и т.д. После отрезки от.хода прЬисходит перемещение обрабатываемой детали 49 на позицию последую- П1ей обработки. При этом сначала прижи.м- ные ролики 27 отходят от обрабатывае.мой детали 49, затем освобождает обрабатываемую деталь фиксирующее ус1ройство (не показано). Пружина 9 при этом не может разжаться и нарушить позиционирование обрабатываемой детали 49, так как поворот- пая планка 46 фиксирует штангу 4 от осевого перемещения. Затем при перемещении штока 43 гидроцилиндра 44 вниз поворачивается рычаг 41, а следовательно, и вал 38 с маятниковы.ми рычагами 39 и 40 (фиг. 5).
При повороте маятниковых рычагов 39 и 40 сначала обрабатываемая деталь 49, скатываясь по ним, подается на позицию последующей обработки, а затем планка 46, контактируя скосом 47 с образующей поверхностью маятникового рычага 39 (фиг. 6), поворачивается вместе с ним и освобождает штангу 4. Пружина 9 разжимается и возвращает штангу 4 в положение упора планки б в кронштейн 3. После перемещения детали 49 на позицию последующей обработки вал 38 с закрепленными на нем маятниковыми рычагами 39 и 40 совершает обратный поворот в исходное положение. Поворотная планка 46 входит в контакт с поверхностью штанги
/////// / i 5 1Ч152 Т i6
Фие.
/ //7/1
6 5 1 151 7
детали.
Формула изобретения
Устройство для подачи длинномерных заготовок в зону обработки по авт. св. № 1346304, отличающееся тем, что, с целью повышения точности позиционирования при перемещении детали на позицию последующей обработки, устройство снабжено узлом фиксации штанги, выполненным в виде поворотной планки, связанной с маятниковым рычагом посредством оси, при этом ось расположена выше центра тяжести поворотной планки.
J7 У/ 2 5
Ill II/ 55 52 5 2917
А 6
J/ 57 ff .5 52 35
чб I 1 Т
54 -/
47 1 586
Фие.2.
Фиг. 5
Фиг А
26
| Устройство для подачи длинномерных заготовок в зону обработки | 1986 |
|
SU1346304A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
