П
-fO
(Л
носительно основания 9 кассеты б„ Основание 9 выполнено с опорой для пакета ребер 1 жесткости, :1ортал 3 оснащен отсекатепем подаваемого на сборку ребра 1 жесткости.; BbuiojiiieH- ным в виде смонтированньгх на основании 9 кассеть: 6 поворотных, двуплечих рычагов. На нерабочи;., плечах рычагов выполнены пазы На. за,дней стенке 8 кассеты 6 смонтирована ось, размещенная в пазах двуплечих чагоВе Каждый рычаг 12 передней стен ки 7 кассеты 6 оснащен .закрепленными на нем электромагнитами 1 д..пя удер627
жания подаваемого, на сборку ребра 1 жесткости в проектном положении относительно полотнища 2, При установке портала 3 в заданном положении включаются электромагниты 11, Одно из ребер 1 жесткости притягивается к электромагнитам 11. Отодвигается задняя стенка 8 кассеты 6, и отсека- телём отделяются остальные ребра пакета о Отключаются электромагниты 1 1 ;. и первое ребро 1 жесткости соскальзывает вниз на полотнище 2 и ориег тируется в проектном положении относительно полотнип.}а, 6 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки полотнищ с ребрами жесткости | 1988 |
|
SU1625637A1 |
| Устройство для сборки и сварки судового набора с полотнищем | 1985 |
|
SU1393569A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Агрегат для сборки под сваркуСудОВОгО НАбОРА C пОлОТНищЕМ | 1978 |
|
SU812490A1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Поточная механизированная линия для изготовления полотнищ с ребрами жесткости | 1984 |
|
SU1311894A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| 1 ЬС^СОЮЗНАП | 1973 |
|
SU380743A1 |
| Агрегат для сборки и сварки набора Г-образных ребер жесткости с криволинейным по контуру полотнищем | 1981 |
|
SU1027004A1 |
| Агрегат для сборки под сварку иСВАРКи РЕбЕР жЕСТКОСТи C лиСТОВыМипОлОТНищАМи | 1979 |
|
SU846207A1 |
Изобретение относится к сварке, а именно к конструкции устройства для сборки под сварку ребер жесткости с полотнищем. Цель - повышение качества. Устройство содержит смонтированные на фундаменте опору для полотнища и подвижный портал 3 с кассетой 6 для пакета ребер 1 жесткости. Передняя стенка 7 кассеты выполнена в виде поворотных рычагов 12. Задняя стенка 8 выполнена подвижной от
Изобретен.ие относится к снЕрке, а именно к конструкции устройства для сборки под сварку ребер жесткости с полотнищем- ; Целью изобретепкя является повьг Шение качества путем стабилизации углового положения ребер жесткости от- но сит льно п оло тнища.,
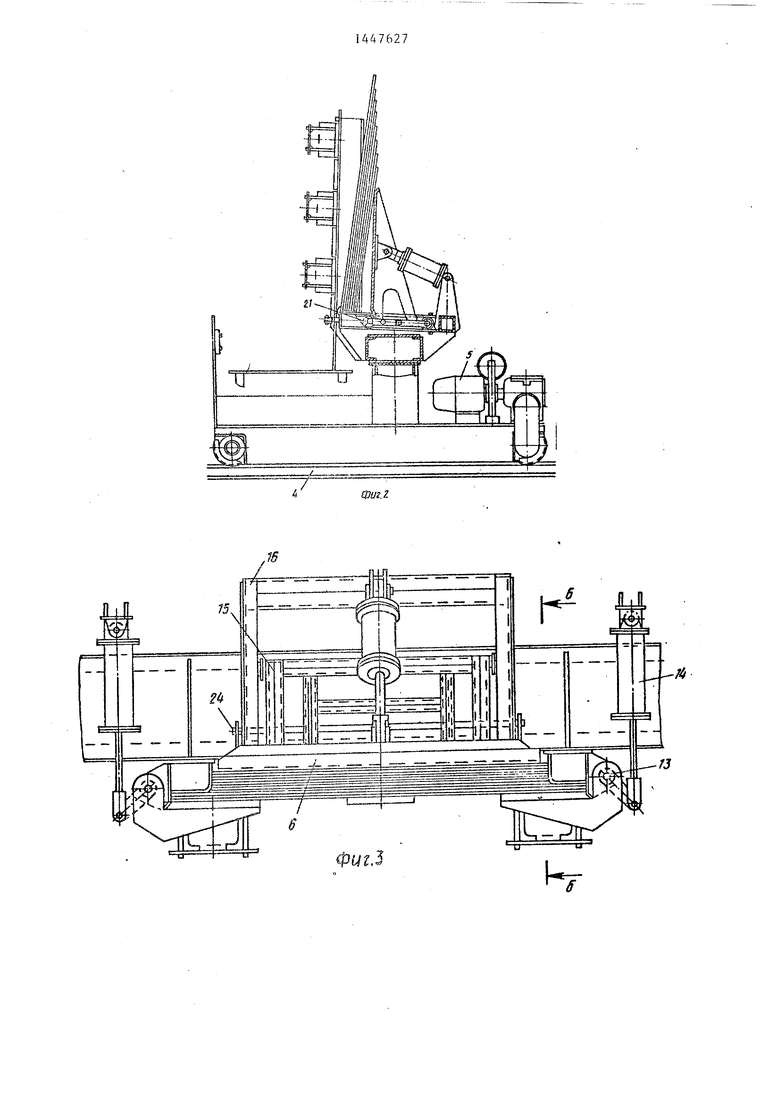
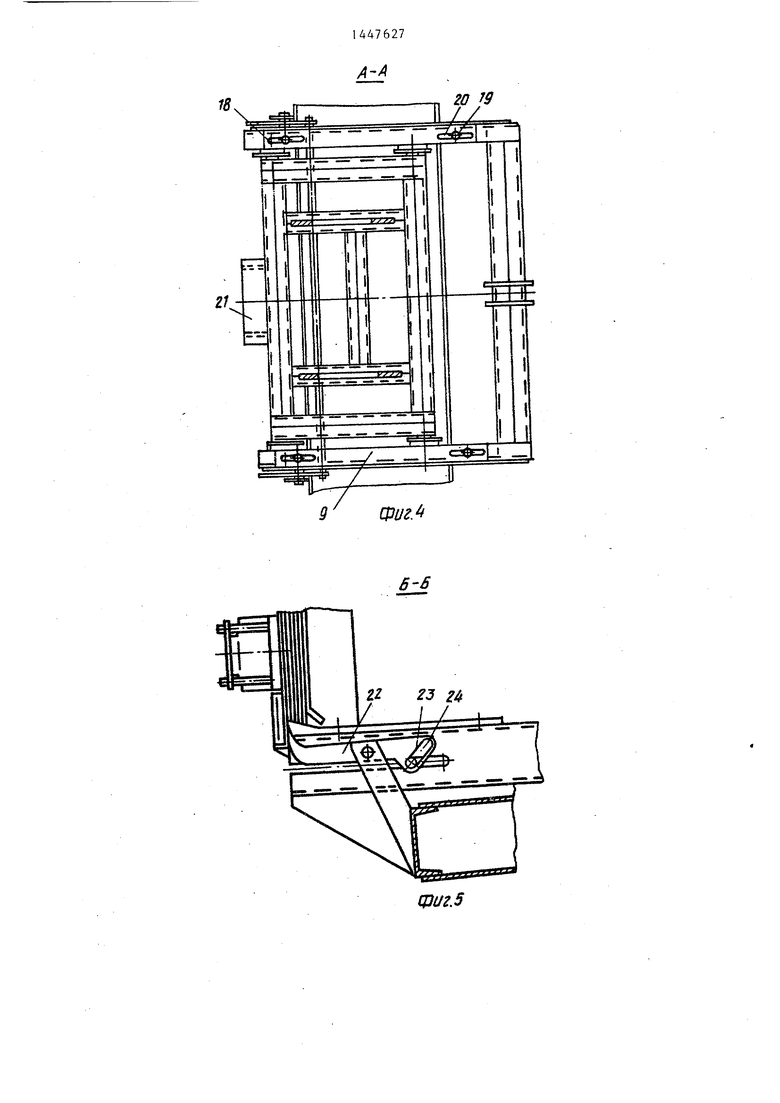
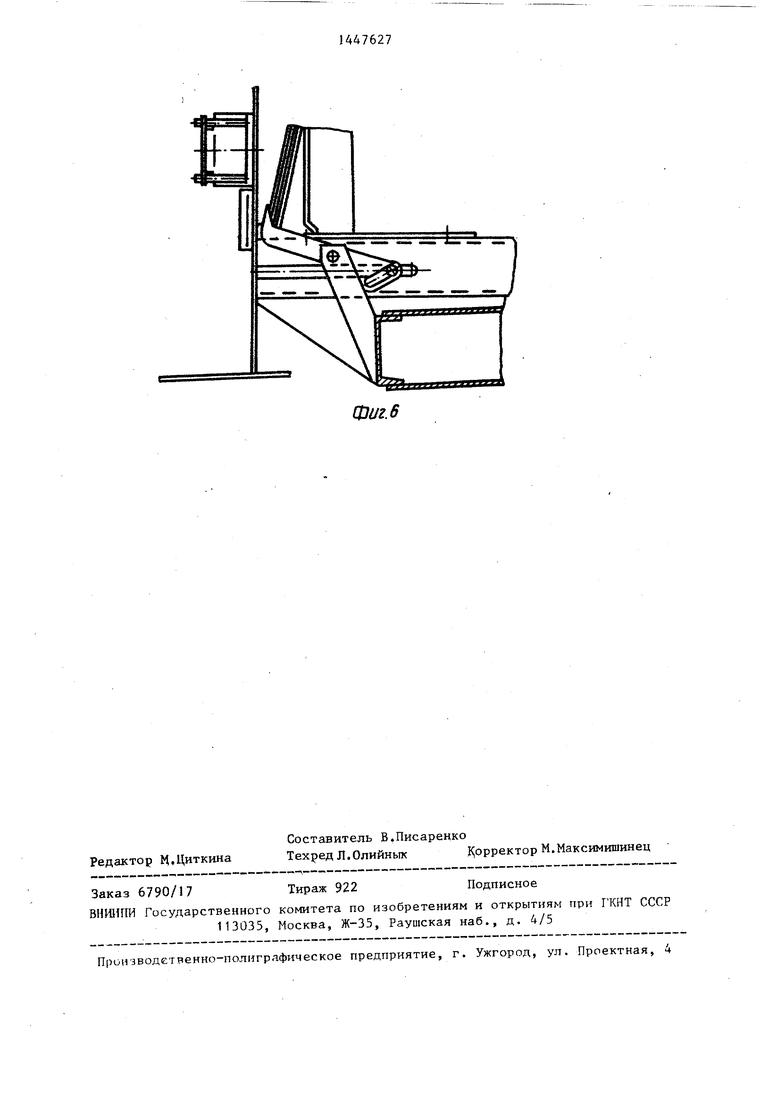
На фиг устройство в -исходном доложенииг вид сбоку -г фиг-/. - тс же, в момент прихватки ребра к полот-нищу; на фиг,3 то же вид в плане| на фйГо4 разрез А-А на фи1ч I (па-кет ребер жесткости не показан)5 на фиг „5 - разрез В--Б на фк-г. 3 s исходном положении; на фиг „о - то же., в момент отвода каретки.
Устройство для сборки под сварку ребер жесткости 1 с полот-.г1ип.тем 2 держит смонтированный на фунда1ченте портал 3, установленный ка изпразляю- щих 45 расположенных вдоль полотнипа 2, Портал содержит привод 5 пер&неЕ;е- ния портала 3, На портале 3 устаноз-- лена кассета 6 для пакета ребер укест- кости 1 э состоЯЕхал ES передней стенки 7 и задней стенжи В и основания 9 кассеты в виде дв-- -х пауаллехпьио установленных гавеллерсв.,
- Стенки 7 и 8 могут быть -устаноз- лены как вертикально так и под углом к основанию порта па 3 В данном случае стенки 7 и 8 установлены под углом 85% который необ-код:-п д.пя
0
установки ребер жесткости 1 под этим углом при сборке стрелы портального крана Боковые стенки кассеты 6 выполнены в виде двух стоек 10.
Стенка 7 оснащена двумя вертикальными рядами электромагнитов }1, закрепленных на рычагах 12, которые установлены на осях. 13 с воэможностьк поворота вокруг них посредством двух пневмодилиндров 14, установленных на ка/одом ряц,у. Стенка 8 жестко соединена с кареткой 15, установленной в направляющих 6 с возможностью пе- ремепгения по ним от пневмоцилиндра 17э шток которого соединен со стенкой 8„
На основании 9 установлены планки 18 посредством резьбового соединения 19., при этом в планках 18 выполнены продольные пазы 20, Планки . 8 относительно стенки 7 установлены с регулируемым зазором, соответст- вуюп.;шч толщине одного ребра жесткости 1, В зависимости от толщины ребра жесткости 1 зазор может быть увеличен или уменьшен посредством резьбового соединения 19 и пазов 20.
К пере.дней части каретки 15 жестко прикреп.лен упор 21, посредством которого в исходном положении перекрыт зазор между стенкой 7 и планками 18.
Устройство содержит два отсека- теля 22 в виде поворотных двуплечих рычагов5 шарнирно закрепленных на
швеллерах и выполненных с пазом 23 для взаиг Юдействия с осью 24, жестко установленной на каретке 15,
Устройство для сборки под сварку ребер жесткости с полотнищем работает следующим образом.
В кассету 6 устанавливают пакет ребер жесткости 1, при этом электромагниты 11 отключены, а штоки пнев- моцилиндров 14 и 17 выдвинуты.
Включают привод 5, портал 3 перемещается по направляющим 4 и подходит к месту расположения первого ребра жесткости 1. Затем выключают привод 5, и портал 3 останавливается. Включают электромагниты 11, включают пневмоцилиндр 17, шток которого, втягиваясь, перемещает каретку 15 по направляющим 16 вместе со стенкой 8 и упором 21.
Пакет ребер жесткости 1 отклоняется к стенке 8, за исключением одного ребра, которое остается в прежнем положении за счет воздействия на него электромагнитов 11 и также за счет расположения ребра 1 в зазоре, образованном торцом основания 9 и стенкой 7. При перемещении каретки 15 ось 24 скользит по пазу 23 и при этом поднимает рабочие плечи отсекателей 22, которые отсекают пакет ребер жесткости 1 от первого ребра.
Зазор между стенкой 8 и планками 18 открыт, так как упор 21 переместился вместе с кареткой 15.
Отключают электромагниты 11, первое ребро жесткости 1 соскальзывает вниз на полотнище 2, причем верхняя часть ребра 1 опирается на планки 18, таким образом выдерживается необходимый угол наклона ребра 1 к полотнищу 2. Затем производят прихватку ребра 1 к полотнищу 2.
После прихватки ребра жесткости 1 включают пневмоцилиндры 14, щтоки которых втягиваются и поворачивают рычаги 12 на осях 13. Рычаги 12 с
щего ребра жесткости, при этом отсе- катели 22 удерживают пакет ребер 1 на основании 9 от возможного сдвига при перемещении портала 3. После прохождения порталом 3 заданного рас стояния включают пневмоцилиндры 14, которые поворачивают рычаги 12 с электромагнитами 11 в исходное поло10 жение.
Включают пневмоцилиндр 17, который перемещает каретку 15 со стенкой 8 и упором 2J. Отсекатели 22 утапливаются, пакет ребер жесткости
15 1 поджимается к стенке 7. Крайнее
ребро жесткости 1 при включении элек тромагнитов 11 прижимается к стенке 7, после чего цикл повторяют.
Устройство для сборки под сварку
20 ребер жесткости с полотнищем повышает качество благодаря стабилизации углового положения ребер жесткости относительно полотнища,
25 Формула изобретения
Устройство для сборки под сварку ребер жесткости с полотнищем содержащее смонтированные на фундаменте
30 опору для полотнища и подвижный портал с кассетой для пакета ребер жест кости, передняя стенка которой выполнена в виде поворотных рычагов, задняя стенка выполнена подвижной
35 относительно основания кассеты, а ос нование выполнено с опорой для пакета ребер жесткости, отличающееся тем, что, с целью повышения качества путем стабилизации угло
40 вого положения ребер жесткости относительно полотнища, портал оснащен отсекателем подаваемого на сборку ребра жесткости, вьшолненным в виде смонтированных на основании кассеты
45 поворотных двуплечих рычагов, на нерабочем плече каждого из которых выполнен паз, на задней стенке кассеты смонтирована ось, размещенная в пазах двуплечих рычагов, а каждый рыэлектромагнитами П разводятся в-сто- 50 чаг передней стенки кассеты оснащен роны и не препятствуют продвижению закрепленными на нем электромагнитами для удержания подаваемого на сборку ребра жесткости в проектном
портала 3 на следующую позицию.
Включают привод 5, портал 3 перемещается к месту расположения следуюположении относительно полотнища.
щего ребра жесткости, при этом отсе- катели 22 удерживают пакет ребер 1 на основании 9 от возможного сдвига при перемещении портала 3. После прохождения порталом 3 заданного расстояния включают пневмоцилиндры 14, которые поворачивают рычаги 12 с электромагнитами 11 в исходное поло0 жение.
Включают пневмоцилиндр 17, который перемещает каретку 15 со стенкой 8 и упором 2J. Отсекатели 22 утапливаются, пакет ребер жесткости
5 1 поджимается к стенке 7. Крайнее
ребро жесткости 1 при включении электромагнитов 11 прижимается к стенке 7, после чего цикл повторяют.
Устройство для сборки под сварку
0 ребер жесткости с полотнищем повышает качество благодаря стабилизации углового положения ребер жесткости относительно полотнища,
5 Формула изобретения
Устройство для сборки под сварку ребер жесткости с полотнищем содержащее смонтированные на фундаменте
0 опору для полотнища и подвижный портал с кассетой для пакета ребер жесткости, передняя стенка которой выполнена в виде поворотных рычагов, задняя стенка выполнена подвижной
5 относительно основания кассеты, а основание выполнено с опорой для пакета ребер жесткости, отличающееся тем, что, с целью повышения качества путем стабилизации угло0 вого положения ребер жесткости относительно полотнища, портал оснащен отсекателем подаваемого на сборку ребра жесткости, вьшолненным в виде смонтированных на основании кассеты
5 поворотных двуплечих рычагов, на нерабочем плече каждого из которых выполнен паз, на задней стенке кассеты смонтирована ось, размещенная в пазах двуплечих рычагов, а каждый рыположении относительно полотнища.
Ф«.г
Фиг.
2 2 ги
/ J
щи г. 5
Фиг. 6
| Куркин С.А | |||
| Технология изготовления сварных конструкций: Атлас чертежей | |||
| М.: Машгиз, 1962, с.61, фиг | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
