ияб.

| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления асбестоцементных листов | 1974 |
|
SU549343A1 |
| Машина для изготовления волнистых асбесто-цементных листов | 1947 |
|
SU86072A1 |
| Конвейер камеры твердения профильных листовых изделий | 1978 |
|
SU674911A1 |
| Способ беспрокладочного твердения асбестоцементных волнистых листов | 1991 |
|
SU1812175A1 |
| Конвейерная линия для изготовления листовых асбестоцементных изделий | 1980 |
|
SU982924A1 |
| СПОСОБ ПРОИЗВОДСТВА АСБЕСТОЦЕМЕНТНОЙ ПЛИТЫ ПОД ФАСАД | 2002 |
|
RU2232151C1 |
| Волнировщик свежесформованных асбестоцементных листов | 1977 |
|
SU691296A1 |
| УСТАНОВКА ДЛЯ РАЗБОРКИ СТОПЫ ШИФЕРА СО СТАЛЬНЫМИ ПРОКЛАДКАМИ | 1973 |
|
SU370143A1 |
| Стеновая панель | 1977 |
|
SU737587A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО СТРОИТЕЛЬНОГО МАТЕРИАЛА И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО СТРОИТЕЛЬНОГО МАТЕРИАЛА | 1994 |
|
RU2100190C1 |
Изобретение относится к промьш- ленности строительных материалов, в частности к производству профилированных асбестоцементных листов. С целью снижения материалоемкости и повышения производительности в спо- собе тверденкя свежеотформованных профилированных асбестоцементных листов путем их стопирования попеременной укладкой с прокладками, верхняя поверхность которых соответствует нижней поверхности листа, а нижняя - верхней поверхности листа, твердения в камере и последующей разборки стоп, прокладки толщиной, f равной наибольшей величине сегментного зазора между асбестоцементными листами, укладывают только по гребням волн или только по гребням крайних волн. 2 ил., 1 табл.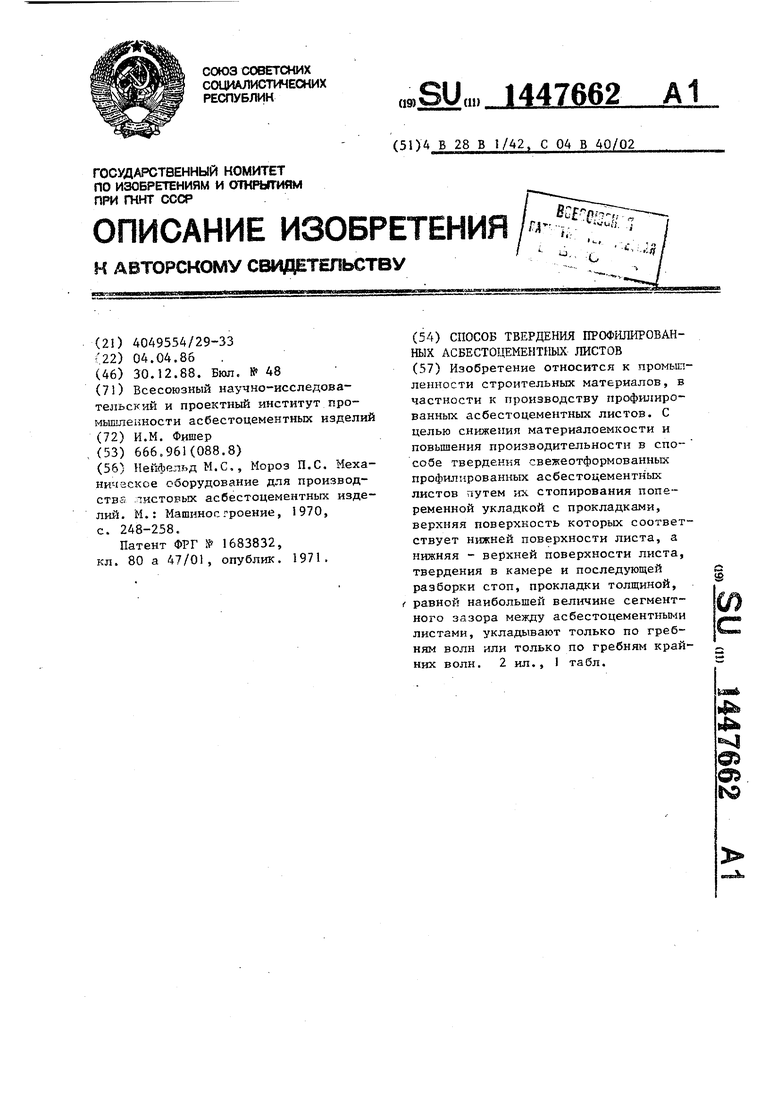
Од ГФ
Изобретение относится к промышленности строительных материалов, в частности к производству профилированных асбестоцементных листовых изделий.
Цель изобретения - снижение материалоемкости процесса, и повьшение производительности. .
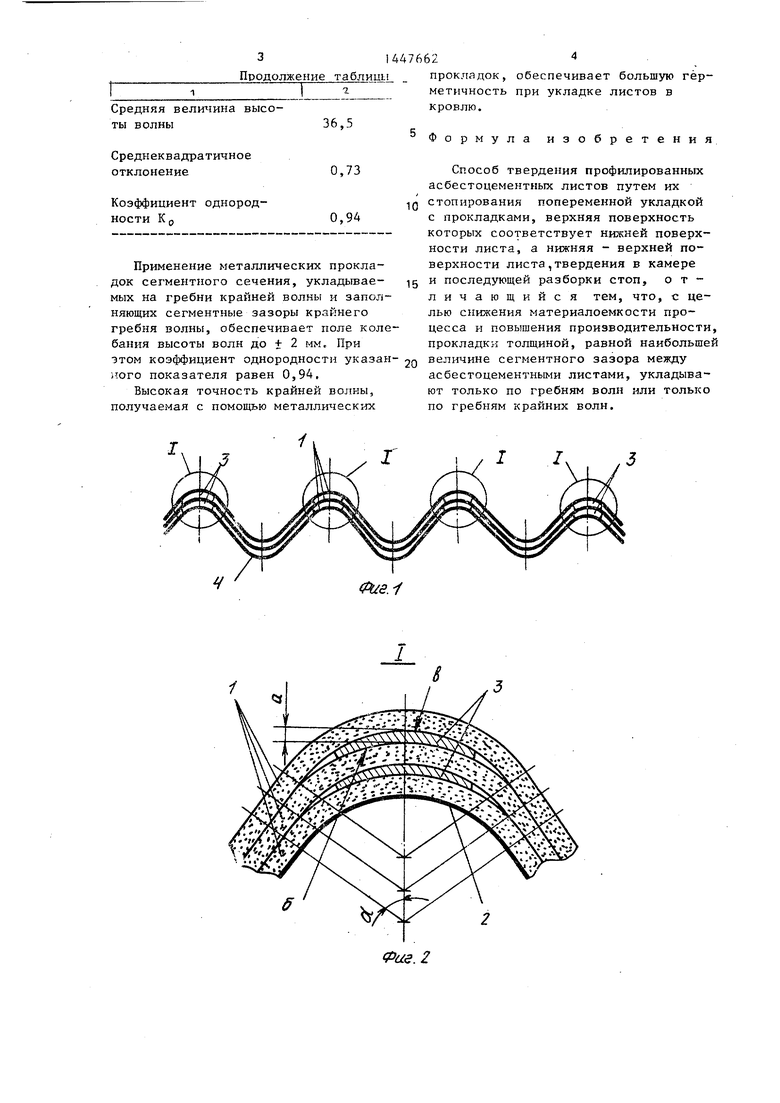
На фиг. 1 изображена стопа из листов с прокладками только по гребням волн, вид с торца; на фиг. 2 - гребень волны стопируемых листов с прокладками.
При стопировании первый асбест - цементный лист 1 укладывают на профильное основание 2, точно соответствующее нижнему профилю формуемого изделия. Затеы на гребни волн уложенного первого листа укладьшают прокладки 3, толщина « которых равна наибольшей величине сегментного зазора между листами. Нижний профиль 5 прокладки соответствует верхнему профилю формуемого гребня изделия, а верхний профиль б прокладки - нижнему профилю формуемого гребня изделия. Затем в стопу укладывают следу- пщий свежеотформованный -профилированный асбестоцементный лист 1 таким образом, что его гребни опираются на прокладки З, наклонные плоские вставки - па предыдущий асбестоцементный лист, а между профильнь ми впадинами второго и первого листов остаются сегментные зазоры 4.
Затем на гребни волн второго све- жeoтфop,oвaннoгo листа 1 укладьшают следующие прокладки 3, а сверху - третий свежеотформованный профилиро- ва1гный асбестоцементкый лист 1 . Процесс стопирования таким образом продолжают до создания стопы из заранее определенного числа свежеотформован- Hbfx листов.
Прокладки 3 можно укладывать только на гребни крайних волн, оставляя сегментные зазоры во всех других гребнях волн. Тогда каждый лист в стопеJ кроме первого, будет опираться на наклонные плоские вставки нижеследующего листа и на прокладки 3 по гребням крайних волн, а между гребнями всех остальных волн и впадинами всех волн останутся свободные сегментные зазоры.
Согласно предлагаемому способу вертикальный код стропирующих устройств определяют по формуле
I СТОПЦ
л13л.
coso(
где сГ - толщина листа; Пл число листов; «t - угол наклона плоской вставки листа, град.
Эффективность по сравнению с известным способом твердения достигается за счет значительного снижения, примерно в 4-5 раз, массы прокладок и снижения высоты стопы из-за отсутствия прокладок по плоским наклонным вставкам листов и уменьшения за счет этого вертикального хода стропирующих устройств примерно на 25%.
Показатели, характеризующие пред- лагаемый способ, приведены в таблице.
20
25
2 3 4 5 6 7 8 9
0 И 12 3 14 15 16
J7
37
37 36 36 35 37 36 37 36 36 36 36 37 37 38
e.i
| Нейфельд М.С,, Мороз П.С | |||
| Механическое оборудование для производства листовых асбестоцементньгх изделий | |||
| М.: Машиностроение, 1970, с | |||
| Деревянная повозка с кузовом, устанавливаемым на упругих дрожинах | 1920 |
|
SU248A1 |
| Устройство для очистки стеклянных изделий | 1989 |
|
SU1683832A1 |
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
