О5
00
10
Изобретение относится к промышленности строительных материалов и может быть использовано при комплексной механизации и автоматизации производства глиняного кирпича и керамических камней методом пластического формования.
Цель изобретения - повышение надежности.
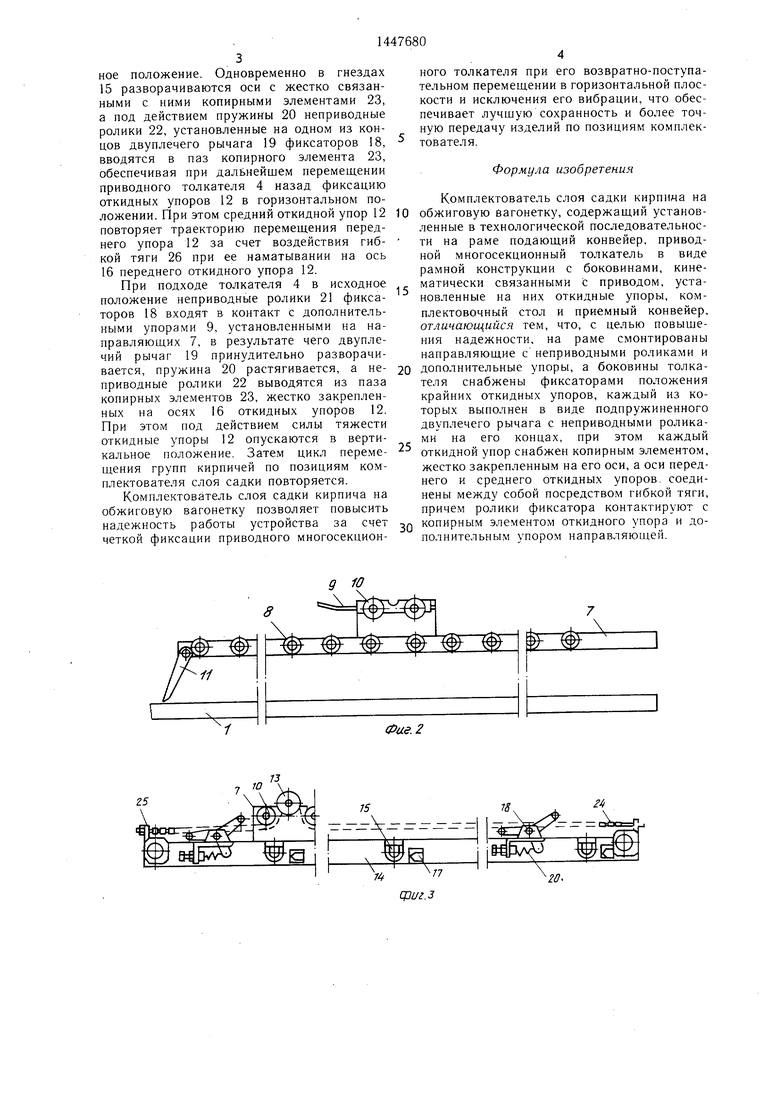
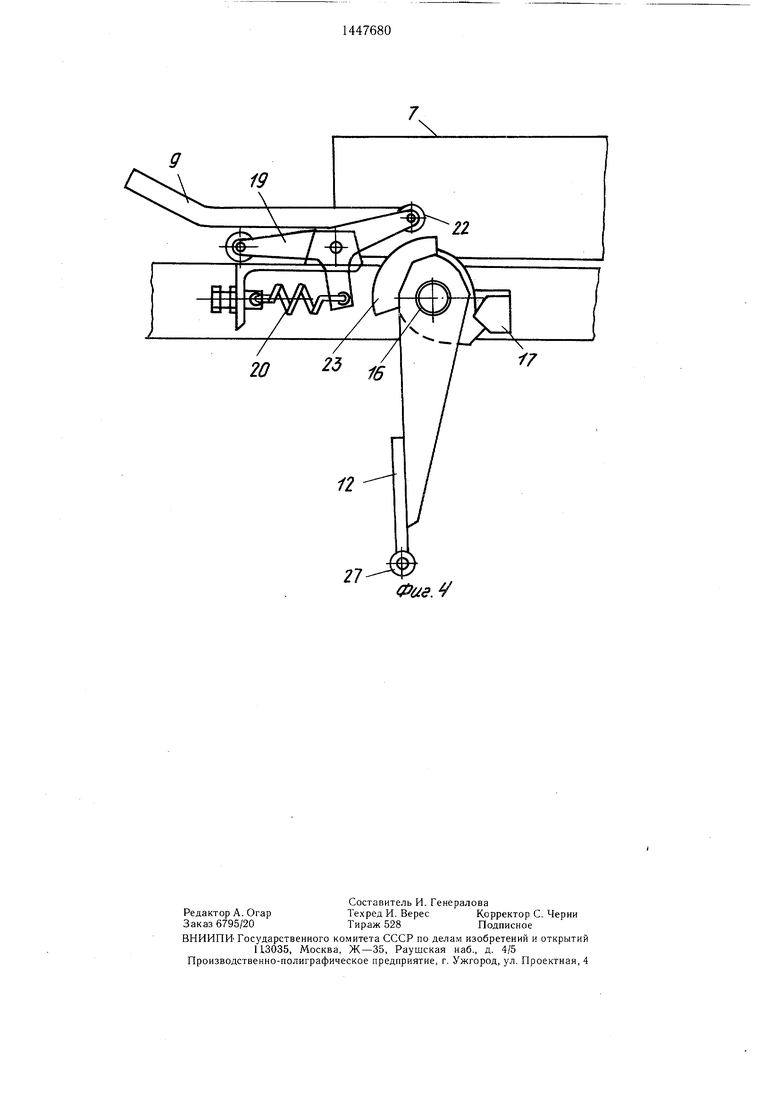
На фиг. 1 изображен комплектователь атоя садки кирпича на обжиговую вагонетку, общий вид; на фиг. 2 - направляю- ш,ая приводного многосекционного толкателя; на фиг. 3 - боковина приводного мног осекционного толкателя; на фиг. 4 фиксатор положения откидного упора.
Комплектователь слоя садки кирпича на обжиговую вагонетку содержит установленные в технологической последовательности на ра.ме 1 подаюш.ий конвейер 2, комплектовочный стол 3, приводной многосекционный толкатель 4 с силовым приводом 5 и приемный конвейер 6.
На раме комплектователя вдоль фронта перемещения приводного многосекционного толкателя 4 смонтированы направляющие 7 с закрепленными на них с возможностью вращения наборами неприводных роликов 8. В верхней части направляющих 7 уста- 25 новлены дополнительные упоры 9 и прижимные направляющие ролики 10. Кроме того, на направляющих закреплены с возможностью поворота откидные замки 11 на позициях, определяемых зонами действия пежестко закреплен в передней части боковин 14, а второй конец связан с натяжным устройством 25, установленным на противоположном конце боковин 14, при этом цепи 24 свободно огибают прижимные 5 направляющие ролики 10, смонтированные на направляющих 7, и накинуты на установленные между ними звездочки 13, жестко связанне с силовым приводом 5 приводного многосекционного толкателя 4.
Оси 16 переднего и среднего откидных упоров 12, имеющих одинаковую траекторию перемещения, связаны между собой гибкой тягой, например цепью 26, работающей на растяжение, а на концах крайних откидных упоров 12 смонтированы неприводные копирные ролики 27, контактирующие с откидными замками 11, смонтированными на направляющих 7.
Комплектователь слоя садки кирпича на обжиговую вагонетку работает следующим -,Q образом.
После заполнения кирпичом подающего конвейера 2, смонтированного на раме 1, включается силовой привод 5 приводного многосекционного толкателя 4. При этом звездочками 13, жестко связанными с приводом 5, приводятся в движение накинутые на них цепи 24, смонтированные на боковинах 14 и огибающие прижимные ролики 10, установленнь е на направляющих 7. Одновременно обеспечивается перемещение боковин 14 по набору неприводных
15
реднего откидного упора 12 на приемном 30 направляющих роликов 8 и перенос
конвейере 6 и заднего откидного упора 12 перед комплектовочным столом 3. Между прижимными направляющими роликами 10 установлены звездочки 13, жестко связанные с силовым приводом 5 приводного многосекционного толкателя 4.
Приводной многосекционный толкатель 4 выполнен в виде рамной конструкции с боковинами 14 П-образной формы, снабженными гнездами 15 для установки осей 16, несущих откидные упоры 12, выполняющие функции толкающих элементов групп кирпича. На боковинах 14 жестко закреплены ограничители 17 поворота откидных упоров 12 и. фиксаторы 18 положения откидных упоров 12.
ими
вперед осей 16 с опущенными откидными упорами 12.
При ходе вперед неприводные ролики 21 фиксаторов 18 выходят из зоны действия дополнительных упоров 9, установленных на
- направляющих 7, а неприводные ролики 22 под действием пружин 20 вплотную поджимаются к копирны.м элементам 23, жестко закрепленным на осях 16 откидных упоров 12.
40 При движении вперед крайним откидным упором 12 обеспечивается перемещение группы кирпичей по подающему конвейеру 2 на комплектовочный стол 3, средним откидным упором 12 - с комплектовочного стола 3 на первую позиФиксаторы 18 положения откидных упо- 45 цию приемного конвейера 6, а передним
ров 12 выполнены в виде двуплечего рычага 19, связанного с пружиной 20, работающей на сжатие, и снабженного на концах неприводными роликами 21, смонтированными с возможностью взаимодействия
откидным упором 12 - с первой позиции приемного конвейера 6 на вторую позицию этого конвейера. При завершении хода вперед неприводные копирные ролики 27, закрепленные на крайс дополнительными упорами 9 направляю- них откидных упорах 12, свободнб прохощих 7, и неприводными роликами 22, установленными с возможностью взаимодействия с копирными элементами 23, жестко закрепленными на осях 16 откидных упоров 12.
В верхней части боковин 14 приводного многосекционного толкателя 4 установлены цепи 24, один конец которых
дят через откидные замки 11, установленные на направляющих 7.
После завершения хода вперед приводной многосекционный толкатель 4 отходит г в исходное положение. При этом неприводные копирные ролики 27 обкатываются по внешней стороне откидных замков II, переводя откидные упоры 12 в горизонталь0
5
жестко закреплен в передней части боковин 14, а второй конец связан с натяжным устройством 25, установленным на противоположном конце боковин 14, при этом цепи 24 свободно огибают прижимные направляющие ролики 10, смонтированные на направляющих 7, и накинуты на установленные между ними звездочки 13, жестко связанне с силовым приводом 5 приводного многосекционного толкателя 4.
Оси 16 переднего и среднего откидных упоров 12, имеющих одинаковую траекторию перемещения, связаны между собой гибкой тягой, например цепью 26, работающей на растяжение, а на концах крайних откидных упоров 12 смонтированы неприводные копирные ролики 27, контактирующие с откидными замками 11, смонтированными на направляющих 7.
Комплектователь слоя садки кирпича на обжиговую вагонетку работает следующим Q образом.
После заполнения кирпичом подающего конвейера 2, смонтированного на раме 1, включается силовой привод 5 приводного многосекционного толкателя 4. При этом звездочками 13, жестко связанными с приводом 5, приводятся в движение накинутые на них цепи 24, смонтированные на боковинах 14 и огибающие прижимные ролики 10, установленнь е на направляющих 7. Одновременно обеспечивается перемещение боковин 14 по набору неприводных
5
0 направляющих роликов 8 и перенос
направляющих роликов 8 и перенос
ими
вперед осей 16 с опущенными откидными упорами 12.
При ходе вперед неприводные ролики 21 фиксаторов 18 выходят из зоны действия дополнительных упоров 9, установленных на
направляющих 7, а неприводные ролики 22 под действием пружин 20 вплотную поджимаются к копирны.м элементам 23, жестко закрепленным на осях 16 откидных упоров 12.
При движении вперед крайним откидным упором 12 обеспечивается перемещение группы кирпичей по подающему конвейеру 2 на комплектовочный стол 3, средним откидным упором 12 - с комплектовочного стола 3 на первую позицию приемного конвейера 6, а передним
откидным упором 12 - с первой позиции приемного конвейера 6 на вторую позицию этого конвейера. При завершении хода вперед неприводные копирные ролики 27, закрепленные на крайних откидных упорах 12, свободнб проходят через откидные замки 11, установленные на направляющих 7.
После завершения хода вперед приводной многосекционный толкатель 4 отходит в исходное положение. При этом неприводные копирные ролики 27 обкатываются по внешней стороне откидных замков II, переводя откидные упоры 12 в горизонтального толкателя при его возвратно-поступательном перемещении в горизонтальной плоскости и исключения его вибрации, что обеспечивает лучшую сохранность и более точную передачу изделий по позициям комплекФормула изобретения
ти на раме подающий конвейер, приводной многосекционный толкатель в виде рамной конструкции с боковинами, киненое положение. Одновременно в гнездах
15разворачиваются оси с жестко связанными с ними копирными элементами 23, а под действием пружины 20 неприводные ролики 22, установленные на одном из концов двуплечего рычага 19 фиксаторов 18, тователя. вводятся в паз копирного элемента 23, обеспечивая при дальнейшем перемещении приводного толкателя 4 назад фиксацию
откидных упоров 12 в горизонтальном по-Комплектователь слоя садки кирпина на
ложении. При этом средний откидной упор 12 10 обжиговую вагонетку, содержащий установ- повторяет траекторию перемещения перед- ленные в технологической последовательнос- него упора 12 за счет воздействия гибкой тяги 26 при ее наматывании на ось
16переднего откидного упора 12.
При подходе толкателя 4 в исходное матически связанными с приводом, уста- положение неприводные ролики 21 фикса- - новленные на них откидные упоры, ком- торов 18 входят в контакт с дополнитель-плектовочный стол и приемный конвейер, ными упорами 9, установленными на на- отличающийся тем, что, с целью повыше- правляющих 7, в результате чего двупле- ния надежности, на раме смонтированы чий рычаг 19 принудительно разворачи- направляющие с неприводными роликами и вается, пружина 20 растягивается, а не- 20 дополнительные упоры, а боковины толка- приводные ролики 22 выводятся из паза теля снабжены фиксаторами положения копирных элементов 23, жестко закреплен- крайних откидных упоров, каждый из ко- ных на осях 16 откидных упоров 12. торых выполнен в виде подпружиненного При этом под действием силы тяжести двуплечего рычага с неприводными ролика- откидные упоры 12 опускаются в верти- ми на его концах, при этом каждый кальное положение. Затем цикл переме- 25 откидной упор снабжен копирным элементом, щения групп кирпичей по позициям ком- жестко закрепленным на его оси, а оси перед- плектователя слоя садки повторяется. него и среднего откидных упоров, соедиКомплектователь слоя садки кирпича на нены между собой посредством гибкой тяги, обжиговую вагонетку позволяет повысить причем ролики фиксатора контактируют с надежность работы устройства за счет Q копирным элементом откидного упора и до- четкой фиксации приводного многосекцион- полнительным упором направляющей.
ного толкателя при его возвратно-поступательном перемещении в горизонтальной плоскости и исключения его вибрации, что обеспечивает лучшую сохранность и более точную передачу изделий по позициям комплектователя.
Формула изобретения
ти на раме подающий конвейер, приводной многосекционный толкатель в виде рамной конструкции с боковинами, кинеобжиговую вагонетку, содержащий установ- ленные в технологической последовательнос-
матически связанными с приводом, уста- новленные на них откидные упоры, ком- плектовочный стол и приемный конвейер, отличающийся тем, что, с целью повыше- ния надежности, на раме смонтированы направляющие с неприводными роликами и дополнительные упоры, а боковины толка- теля снабжены фиксаторами положения крайних откидных упоров, каждый из ко- торых выполнен в виде подпружиненного двуплечего рычага с неприводными ролика- ми на его концах, при этом каждый откидной упор снабжен копирным элементом, жестко закрепленным на его оси, а оси перед- него и среднего откидных упоров, соеди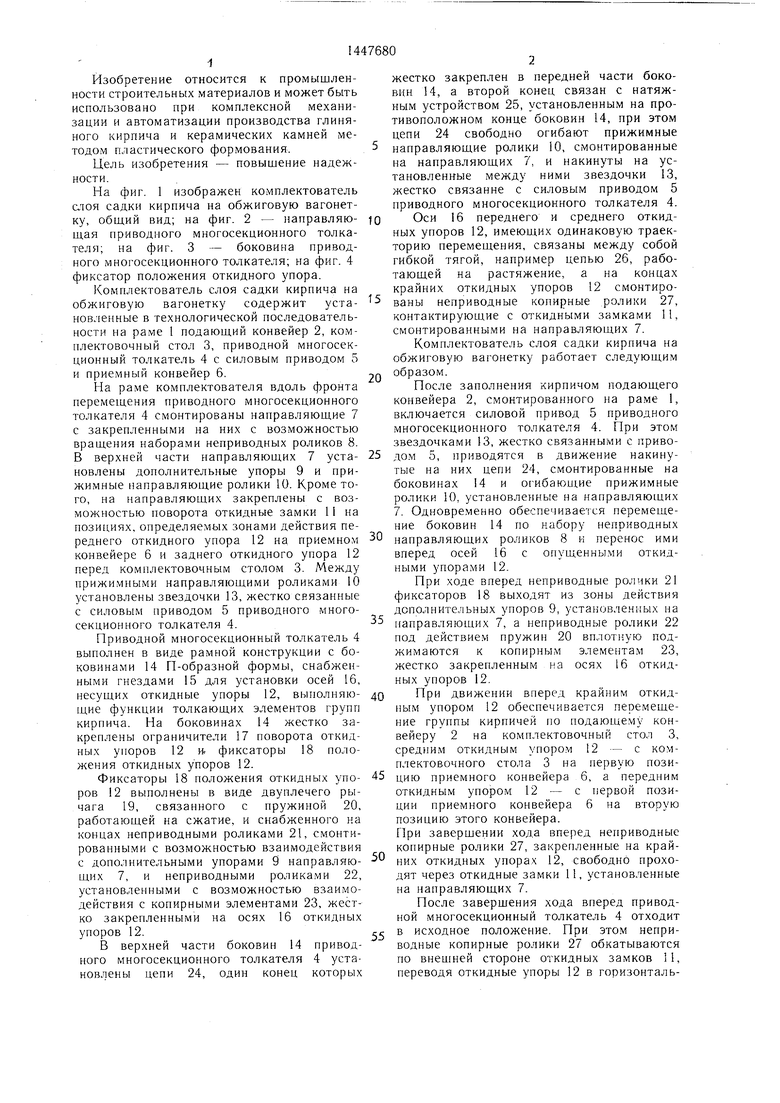
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплектователь слоя садки кирпича на печную вагонетку | 1982 |
|
SU1077796A1 |
| Комплектователь слоя садки кирпича на обжиговую вагонетку | 1983 |
|
SU1140965A1 |
| Комплектователь слоя садки керамических изделий на обжиговые вагонетки | 1984 |
|
SU1197855A1 |
| Установка для пакетирования лицевого кирпича | 1986 |
|
SU1414654A1 |
| Установка для формирования слоя садки керамических изделий на обжиговые вагонетки | 1986 |
|
SU1375466A1 |
| Способ садки кирпича на обжиговые вагонетки и установка для его осуществления | 1983 |
|
SU1143598A1 |
| Автомат пакетной садки кирпича на печную вагонетку | 1980 |
|
SU944937A1 |
| Автомат пакетной садки керамических изделий на обжиговую вагонетку | 1985 |
|
SU1273251A1 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |
| Автомат-укладчик кирпича полусухого прессования на вагонетки туннельных обжиговых печей | 1983 |
|
SU1113259A1 |

25
Фие.2
20Фае.
| Комплектователь слоя садки кирпича на печную вагонетку | 1982 |
|
SU1077796A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Комплектователь слоя садки керамических изделий на обжиговые вагонетки | 1984 |
|
SU1197855A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
