СО
Изобретение относится к обработке металлов давлением и может быть использовано для гибки деталей из листовых заготовок и-образной формы с короткой полкой.
Цель изобретения - расширение технологических возможностей за счет обеспечения гибки изделю с цилиндрической стенкой без горизонтальных JQ полок.
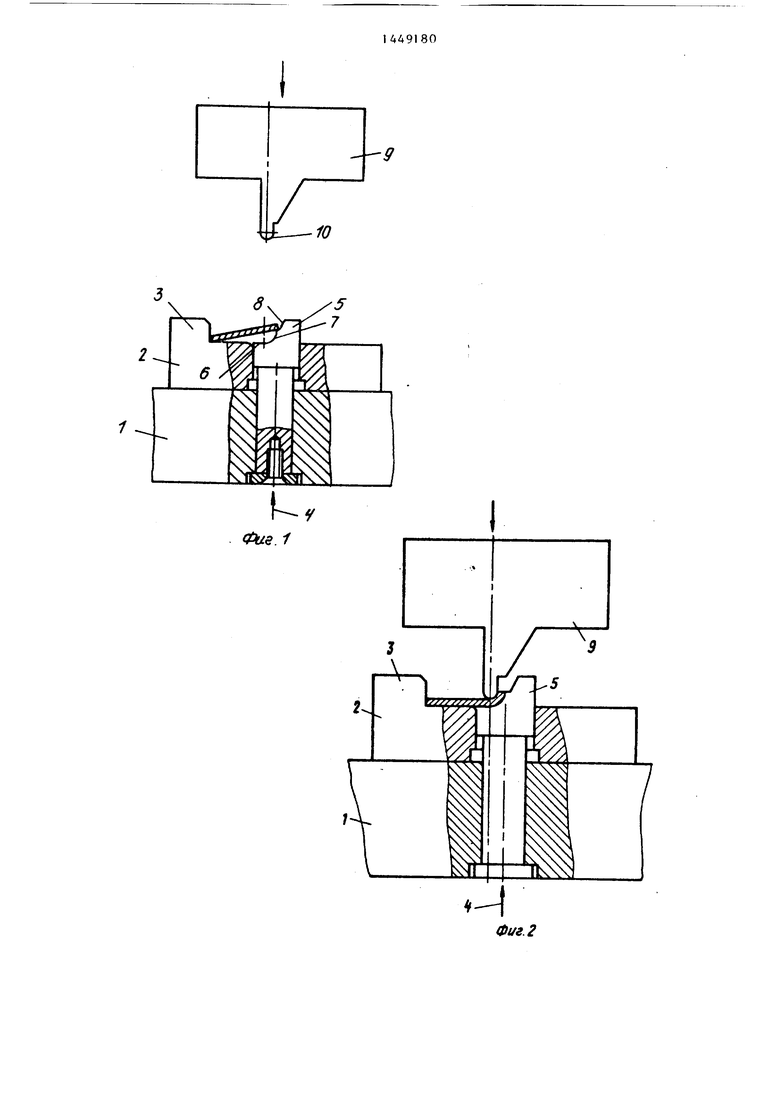
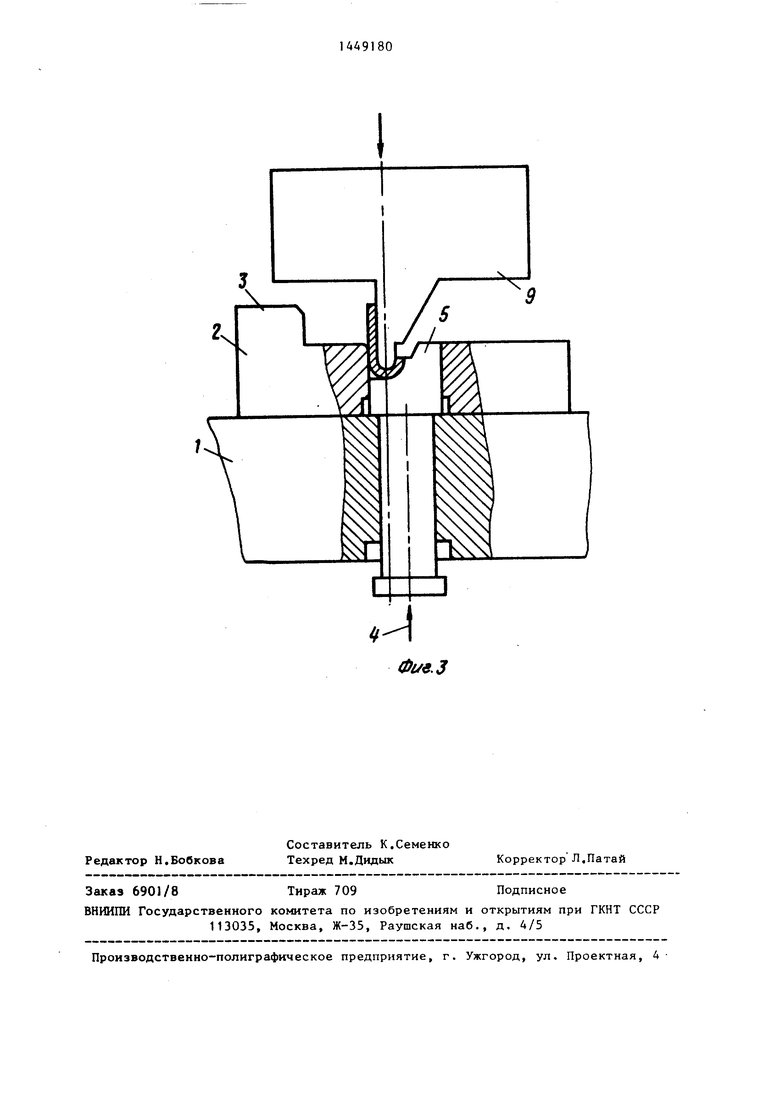
На фиг.1 показан штамп в исходном положении; на фиг.2 - то же, в момент окончания гибки короткой полки; на фиг.З - то же, в конце гибки. 15
Штамп содержит нижнюю плиту 1, размещенные на ней неподвижную матрицу 2 с упором 3 для одного из концов заготовки и смонтированную на упругом
основании 4 с регулируемым усилием 20 Формула противодавления подвижную матрицу 5. Рабочая поверхность подвижной матрицы 5 выполнена в виде плоского участка 6, совпадающего с плоскостью зерпрсвышакпцем усилие г ибки, так что матрица 5 остается неподвижной. Затем при усилии противодавления, меньшем усилия гибки, осуществляется гибка длинной полки изделия пуансондм 9 по неподвижной матриц,е 2 по мере опускания подвижной матрицы 5. После окончания гибки деталь выталкивается на зеркало неподвижной матрицы 2 и удаляется из зоны штамповки.
Штамп позволяет производить гибку деталей типа крючков с короткой полкой высотой, равной 2-3 толщинам заготовки, за один ход пресса и может быть iicriojibsoBaH в составе робототехнологических комплексов на базе, например, робота.
изобретения
для гиОки деталей типа скобы с одной короткой полкой, содержа-- щий подвижный пуансон и установлен30
рицу и подвижную матрицу, смонтированную на упругом основании с регулируемым усилием противодавления, о т л и ч а ю L4 и и с я тем, что, с целью расимрения технологических возможностей за счет обеспечения гибки изделий с цилиндрической стенкой без горизонтальных полок, пуансон выполнен с цилиндрической гибочной кромкой,
кала неподвижной матрицы 2, сопряжен- 25 ные на нижней плите неподвижн то мат- иого с плоским участком 6 цилиндрического участка 7 и размещенной над ним упорной стенки 8 для другого конца заготовки. Упорная стенка 8 размещена вьпие зеркала неподвижной матрицы 2. Штамп также содержит подвижный пуансон 9 с цилиндрической гибочной кромкой JO. Цилиндрический участок 7 подвижной матрицы 5 выполнен экви/7,истантным гибочной кромке 10 35 Рабочая поверхность подвижной матрицы пуансона 9.вьиюлнена в виде плоского участка,
совпадающего с плоскостью зеркала
Штамп работает следующим образом. неподвижной матрицы, сопряженного с Заготовку уклад1.1вают в штамп та- плоским участком цилиндрического участ- ким образом, что один ее конец упира- д ка, эквидистантного гибочной кромке ется в упор 3 неподвижной матрицы 2, а другой конец - в упористо стенку 8 подвижной матрицы 5. Пуансон 9, опускаясь, выполняет гибку короткой полки изделия по цилиндрическому участ- другого конца заготовки, причем упор- ку 7 подвижной матрицы 5 при усилии цая стенка размещена выше зеркала непротиводавления упругого основания 4,
пуансона, и размещенной над цилиндрическим участком упорной стенки для одного из концов заготовки, а неподвижная матрица выполнена с упором для
подвижной матрицы.
прсвышакпцем усилие г ибки, так что матрица 5 остается неподвижной. Затем при усилии противодавления, меньшем усилия гибки, осуществляется гибка длинной полки изделия пуансондм 9 по неподвижной матриц,е 2 по мере опускания подвижной матрицы 5. После окончания гибки деталь выталкивается на зеркало неподвижной матрицы 2 и удаляется из зоны штамповки.
Штамп позволяет производить гибку деталей типа крючков с короткой полкой высотой, равной 2-3 толщинам заготовки, за один ход пресса и может быть iicriojibsoBaH в составе робототехнологических комплексов на базе, например, робота.
изобретения
Формула
для гиОки деталей типа скобы с одной короткой полкой, содержа-- щий подвижный пуансон и установлен
рицу и подвижную матрицу, смонтированную на упругом основании с регулируемым усилием противодавления, о т л и ч а ю L4 и и с я тем, что, с целью расимрения технологических возможностей за счет обеспечения гибки изделий с цилиндрической стенкой без горизонтальных полок, пуансон выполнен с цилиндрической гибочной кромкой,
ные на нижней плите неподвижн то мат- Рабочая поверхность подвижной матрицы вьиюлнена в виде плоского участка,
неподвижной матрицы, сопряженного с плоским участком цилиндрического участ- ка, эквидистантного гибочной кромке другого конца заготовки, причем упор- цая стенка размещена выше зеркала непуансона, и размещенной над цилиндрическим участком упорной стенки для одного из концов заготовки, а неподвижная матрица выполнена с упором для
неподвижной матрицы плоским участком цил ка, эквидистантного другого конца загот цая стенка размещен
подвижной матрицы.
10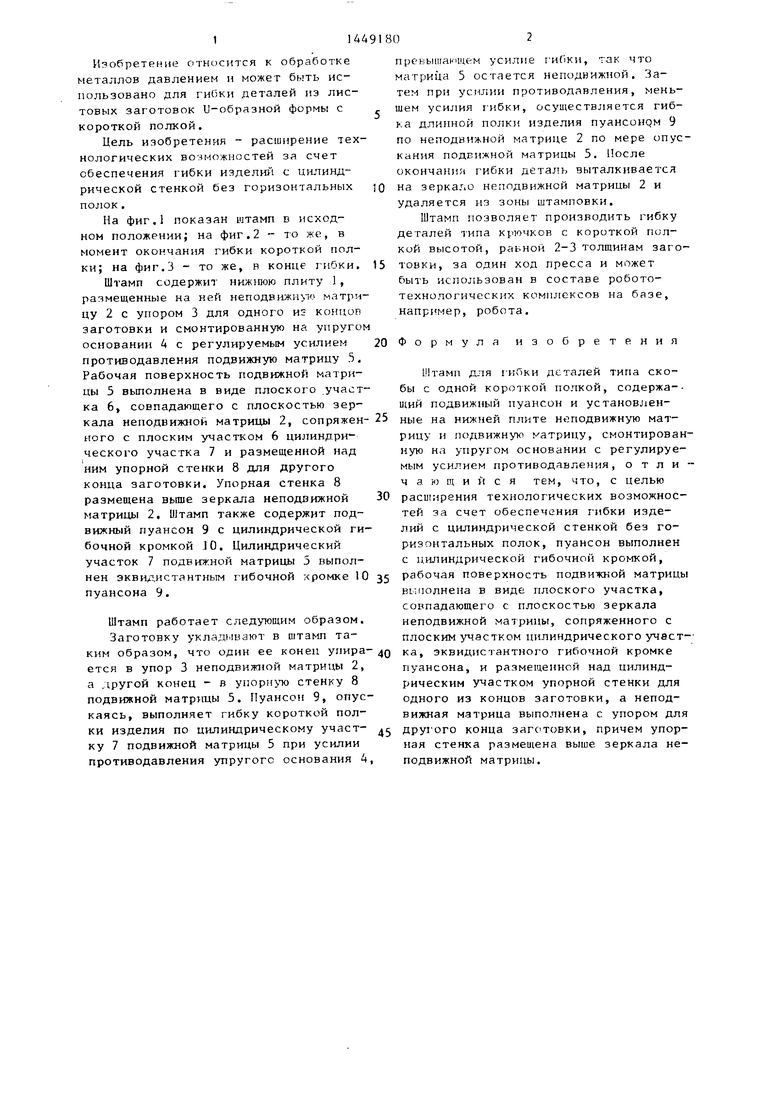
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки скоб и калибровки их угловых частей | 1990 |
|
SU1750791A1 |
| Гибочный штамп | 1978 |
|
SU766705A1 |
| Гибочный штамп | 1990 |
|
SU1724407A1 |
| ШТАМП ДЛЯ ОТГИБКИ ЭЛЕМЕНТОВ ЗАГОТОВКИ В РАЗНЫЕ СТОРОНЫ | 1991 |
|
RU2021861C1 |
| Гибочный штамп | 1986 |
|
SU1449181A1 |
| Штамп для гибки | 1979 |
|
SU880563A1 |
| Штамп для отгибки кромок на листовой заготовке на 180 @ | 1987 |
|
SU1489886A1 |
| Штамп для изготовления изделий с надрезанной и отогнутой лапкой | 1985 |
|
SU1281324A1 |
| Штамп для гибки | 1988 |
|
SU1523223A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для гибки из листовых заготовок деталей U-образной формы с короткой полкой. Цель изобретения - расширение технологических возможностей за счет обеспечения гибки изделий с цилиндрической стенкой без горизонтальных полок. Штамп содержит пуансон (П) и размещенные на нижней плите неподвижную матрицу (НМ) с упором и подвижную матрицу (ПМ), установленную на упругом основании с регулируемым усилием противодавления. Рабочая поверхность ПМ выполнена в виде плоского участка, совпадающего с плоскостью зеркала НМ, сопряженного с ним цилиндрического участка и размещенной над последней упорной стенкой. Гибка короткой полки выполняется П по закрепленной посредством упругого основания ПМ. Гибка длинной полки из- с делия по НМ осуществляется П по мере опускания ПМ при усилии противодавления, меньшем усилия гибки. 3 ил. (Л
Фие. i
Фиг. 2
Фие.З
| Вайнтрауб Д.А., Дажнтотаев Э.Ю., Лапин В.В | |||
| Технология и оснастка для получения деталей методом гибки в штампах: Обзор.i - М.: НИИмаш, 1984, с.28, рис.Юа | |||
| I |
