00
Изобретение относится к обработке металлов давлением, в частности к инструментам для гибки листовых заготовок.
Цель изобретения - повышение качества деталей за счет уменьшения пру- жинения.
На чертеже показан гибочный штамп. Штамп состоит из пуансона 1, кото- рый крепится к подвижной плите 2, смонтированного на неподвижной плите 3 прижима 4, внутрь которого помещена пружина 5 сжатия. На боковых поверхностях прижима 4 выполнены кри- волинейные пазы 6, стенки которых эквидистантны гибочным кромкам пуансона 1 . В пазах 6 размещены с возможностью перемещения по ним оси 7 полуматриц 8. На неподвижной плите 3 смон тированы с возможностью взаимодействия с полуматрицами 8 опоры 9, причем полуматриды 8 подпружинены к опорам 9 пружинами 10. Обращенные одна к другой поверхности полуматриц 8 и опор 9 вьтолнены наклонными к прижиму А. Перемещение прижима 4 вверх ог-- раничивает упор 1.
Штамп работает следующим образом.
В исходном положении полуматрицы 8 и прижим 4 находятся на одном уровне. Заготовка подается в штамп и размещается на полуматрицах 8 и прижиме А. При ходе ползуна пресса вниз пуансон 1 прижимает заготовку к прижиму А.и, преодолевая усилие пружины 5, деформирует заготовку. Полуматрицы В при этом, взаимодействуя с опорами 9, поворачиваются и смеща- ются вверх, за счет передвижения осей 7 в пазах 6 прижима 4, Наличие наклонных поверхностей полуматриц 8
и опор 9 обеспечивает созданне необходимых для этого сил трения. 1 ибка заканчивается при достижении прижимом 4 упора 11. Полуматрицы 8 полностью входят в гюлость между опорами 9 и завершают гибку детали по пуансону 1. Выталкивание детали осуществляет прижим 4 при ходе пуансона J вверх. Пружины 10 и 5 возвращают соответственно полуматрицы 8 и прижим 4 в исходное положение.
Использование предлагаемого гибочного щтампа обеспечивает по сравнению с известными повышение качества детали за счет уменьшения пружинения, достигаемого путем дополнительного растяжения изгибаемого участка заготовки.
Формула изобретения
Гибочный штамп, содержащий закрепленный на подвижной плите пуансон и установленный на неподвижной плите прижим с пазами на его боковых поверхностях, полуматрицы с осями, размещенными в упомянутых пазах прижима, а также опоры, смонтированные на неподвижной плите с возможностью взаимодействия с полуматрицами, о т л и - ч ающийся тем, что, с целью повышения качества деталей за счет уменьшения пружинения, каждый паз прижима выполнен криволинейнь1м со :.; стенками, эквидистантными гибочным кромкам пуансона, а ось полуматрицы установлена в соответствующем пазу с возможностью перемещения по нему, обращенные одна к другой поверхности полуматриц и опор выполнены наклонными в сторону прижима, причем полуматрицы подпружинены к опорам.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибочный штамп | 1981 |
|
SU958009A1 |
| Штамп для гибки | 1979 |
|
SU845965A1 |
| Штамп для гибки | 1978 |
|
SU764787A1 |
| Штамп для гибки | 1988 |
|
SU1523223A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Гибочный штамп | 1985 |
|
SU1260065A1 |
| Штамп для изготовления пружинных стопорных колец | 1988 |
|
SU1641493A1 |
| Узел пуансона гибочного штампа | 1987 |
|
SU1523221A1 |
| Гибочный штамп для получения скобообразных деталей | 1981 |
|
SU995986A1 |

Изобретение относится к обработке металлов давлением, в частности к инструментам для гибки листовых заготовок. Цель изобретения - повышение качества деталей за счет уменьшения пружинения. Штамп содержит закрепленный на подвижной плите пуансон и смонтированные на неподвижной плите подпружиненный прижим, на боковых поверхностях которого выполнены криволинейные пазы для осей полуматриц (ИМ) и опоры. Обращенные одна к другой поверхности ПМ и опор выполнены наклонными, а стенки пазов - эквидистантными гибочным кромкам пуансона. Гибка заготовки осуществляется ПМ при опускании пуансона. В заключительной фазе гибки ПМ смещаются вверх благодаря наличию пазов на прижиме, обеспечивая дополнительное растяжение изгибаемого участка заготовки. 1 ил. с С/)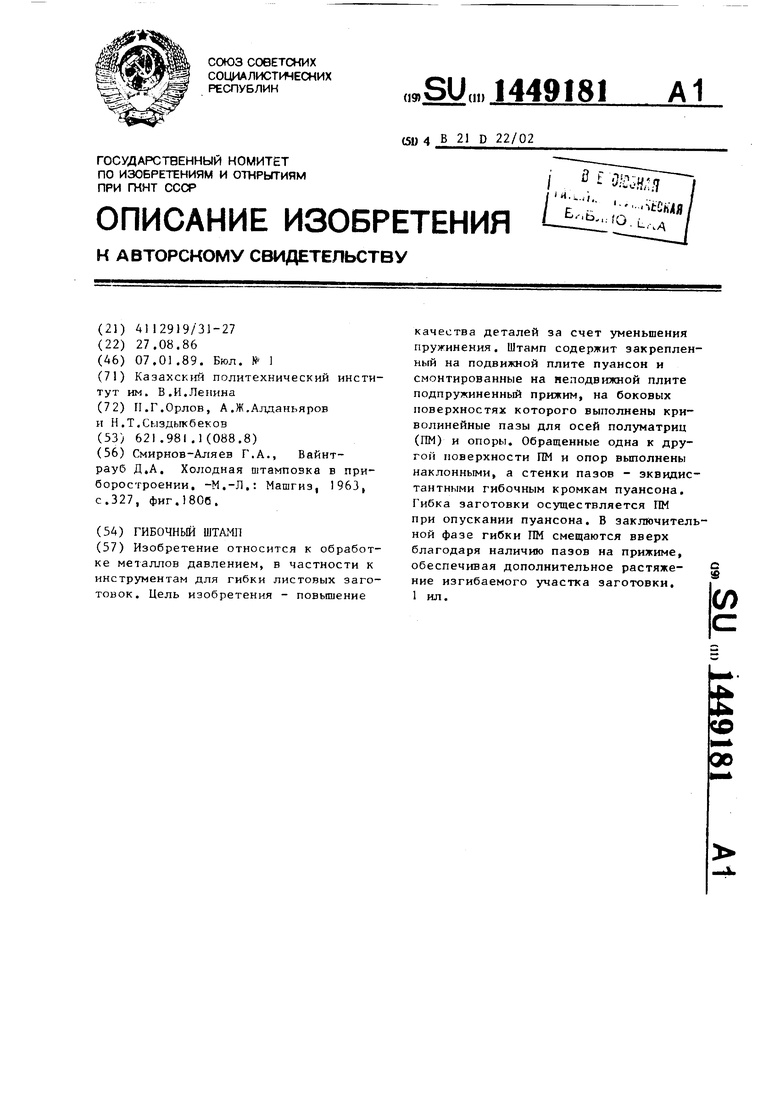
| Смирнов-Аляев Г.А., Вайнт- рауб Д.А | |||
| Холодная штамповка в приборостроении, -М.-Л.: Машгиз, 1963, с.327, фиг.180с. |
