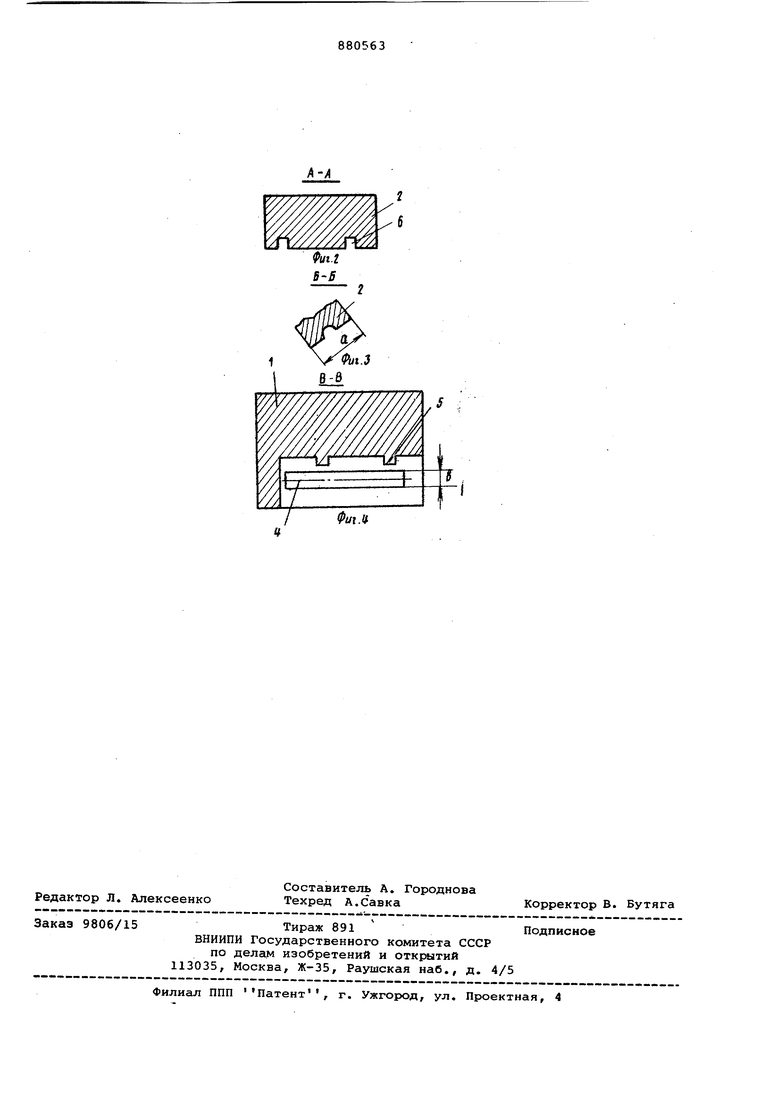
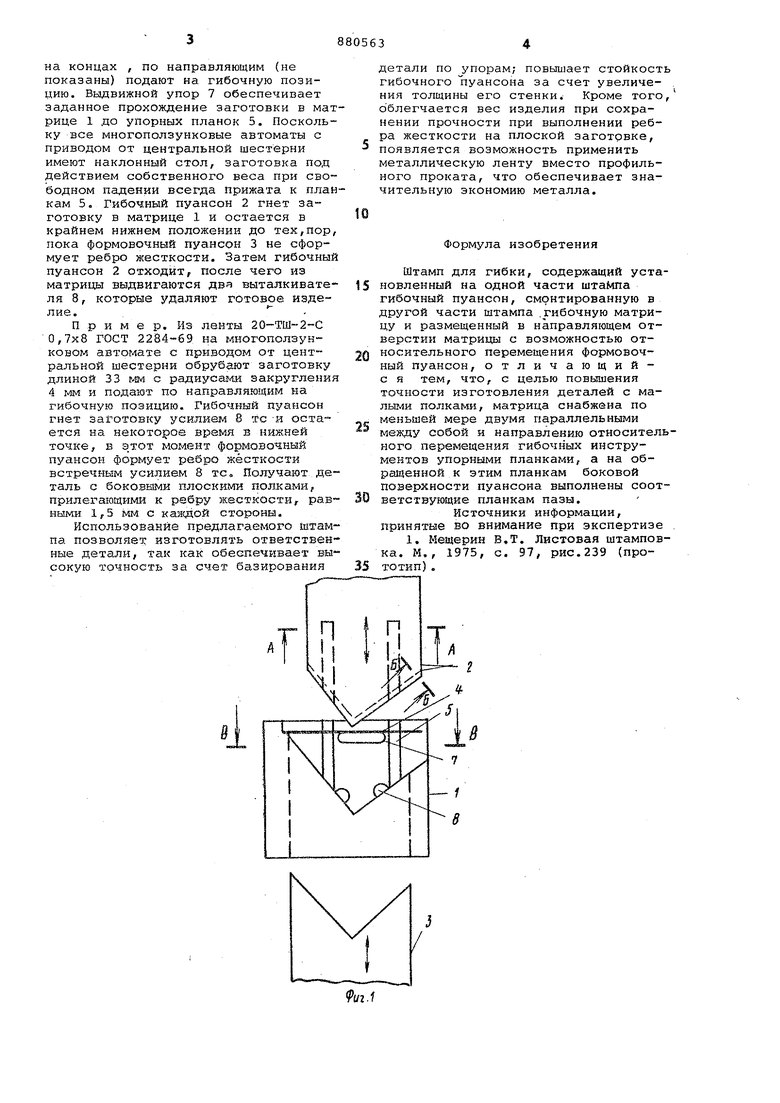
Изобретение относится к обработке металлов давлением, в частности к штампам для гибки. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является штамп, содер жащий установленный в одной части гибочный пуансон, смонтированную в другой части гибочную матрицу и фор мовочный пуансон. Формовочный пуансон размещен в направляющем отверст матрицы с возможностью относительно го пермещения 1. Недостатком данного штампа являе ся невысокая точность изготовления деталей с малыми полками. Цель изобретения - повышение точ ности изготовления деталей с малым|и полками. Поставленная цель достигается тем, что в штампе, содержащем уста новленный в одной части штампа гибочный пуансон, смонтированную в другой части штампа гибочную матри цу и размещенный в направляклцем отверстии матрицы с возможностью относительного перемещения формово ный пуансон, матрица снабжена по меньшей мере двумя параллельными м ду собой и направлению относительн го перемещения гибочных инструментов упорными планками, а на обращенной к этим планкам боковой поверхности пуансона выполнены соот- ветствующие планкам пазы. На фиг. 1 схематически изображен предлагаемый штамп; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1;на Лиг. 4 - сечение В-В на фиг. 1. Штамп содержит матрицу 1, закрепленную на столе многоползункового ав томата (не показан),гибочный пуансон 2, закрепленный на ползуне автомата, а в направляющем отверстии матрицы помещен формовочный пуансон 3(условно выведены из матрицы), закрепленный на нижнем ползуне автомата (крепление к ползуну не показано). Гибочный пуансон 2 имеет ширину а больше ширины заготовки 4. Матрица 1 снабжена упорными планками 5, а на обращенной к планкам 5 боковой поверхности пуансона 2 выполнены соответствующие этим планкам пазы 6. Матрица 1 снабжена также выдвижным упором 7 и выталкивателями 8. Штамп работает следующим образом. Заготовку,4, представляющую собой плоскую пластину с закруглениями
на концах , по направляющим (не показаны) подают на гибочную позицию. Выдвижной упор 7 обеспечивает заданное прохождение заготовки в матрице 1 до упорных планок 5. Поскольку все многоползунковые автоматы с приводом от центральной шестерни имеют наклонный стол, заготовка под действием собственного веса при свободном падении всегда прижата к планкам 5. Гибочный пуансон 2 гнет заготовку в матрице 1 и остается в крайнем нижнем положении до тех,пор, пока формовочный пуансон 3 не сформует ребро жесткости. Затем гибочный пуансон 2 отходит, после чего из матрицы выдвигаются два выталкивателя 8, которые удаляют готовое изделие.
Пример. Из ленты 20-ТШ 2-С 0,7x8 ГОСТ 22S4-69 на многоползунковом автомате с приводом от центральной шестерни обрубают заготовку длиной 33 мм с радиусаг-ш закругления 4 мм и подают по направляющим на гибочную позицию. Гибочный пуансон гнет заготовку усилием 8 тс -и остается на некоторое время в нижней точке, в этот момент формовочный пуансон формует ребро жёсткости встречным усилием 8 тс. Получают де таль с боковыми плоскими полками, прилегающими к ребру жесткости, рав ными 1,5 мм с каждой стороны.
Использование предлагаемого штампа позволяет изготовлять ответственные детали, так как обеспечивает высокую точность за счет базирования
детали по упорам; повышает стойкость гибочного Ъуансона за счет увеличения толщины его стенки. Кроме того, облегчается вес изделия при сохранении прочности при выполнении ребра жесткости на плоской заготовке, появляется возможность применить металлическую ленту вместо профильного проката, что обеспечивает значительную экономию металла.
Формула изобретения
Штамп для гибки, содержащий установленный на одной части штампа гибочный пуансон, смонтированную в другой части штампа .гибочную матрицу и размещенный в направляющем отверстии матрицы с возможностью относительного перемещения формовочный пуансон, отличающийс я тем, что, с целью повышения точности изготовления деталей с малыгли полками, матрица снабжена по меньозей мере двумя параллельными между собой и направлению относительного перемещения гибочных инструментов упорньоми планками, а на обрааденной к этим планкам боковой поверхности пуансона выполнены соответствующие планкам пазн.
Источники информации, принятые во внимание при экспертизе
1. Мещерин В,Т. Листовая штамповка. М., 1975, с. 97, рис.239 (про5 тотнп).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки | 1985 |
|
SU1299658A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| Штамп для гибки деталей | 1971 |
|
SU567529A1 |
| Штамп для гибки скоб из штучных заготовок | 1990 |
|
SU1807904A3 |
| Штамп для гибки деталей из листового материала | 1987 |
|
SU1484404A1 |
| Штамп последовательного действия для изготовления деталей типа скоб | 1983 |
|
SU1143494A1 |
| Штамп для обработки профильных заготовок | 1986 |
|
SU1444035A2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |