А-А« Ф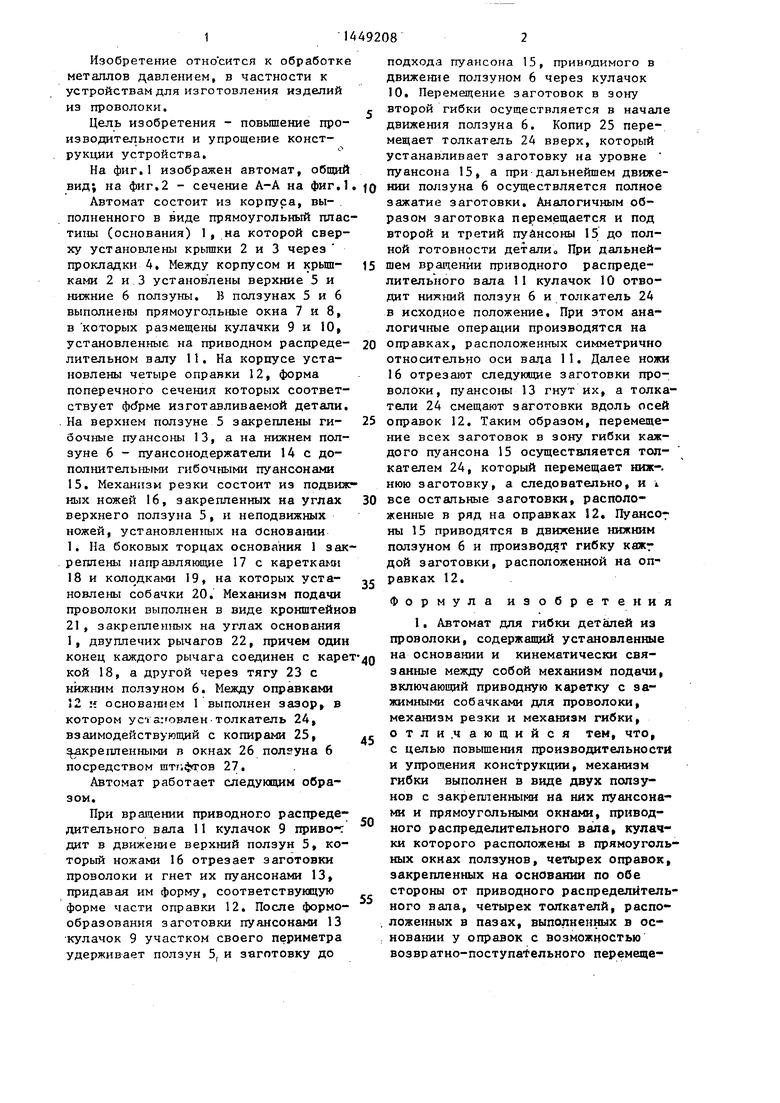
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления гнутых изделий | 1986 |
|
SU1400739A1 |
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
| Автомат для изготовления деталей из проволоки | 1987 |
|
SU1470404A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН С ДВУХСТОРОННЕЙ НАВИВКОЙ И ИЗГИБОМ В СРЕДНЕЙ ЧАСТИ | 2001 |
|
RU2197356C1 |
| Устройство для изготовления проволочных разводных шплинтов | 1988 |
|
SU1563818A1 |
| Автомат для сгибания фигурных изделий | 1981 |
|
SU963646A1 |
| Автомат для изготовления двухветвевых пружин с отогнутыми концами | 1982 |
|
SU1052304A1 |
| Многопозиционный высадочный автомат | 1977 |
|
SU732063A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
Изобретение относится к области обработки металлов давлением, в частности к устройствам для гибки деталей из проволоки, и позволяет повысить производительность и упростить конструкцию устройства. Механизм выполнен в виде верхнего 5 и шганего 6 ползунов, расположенных по обе стороны основания 1. В прямоугольных окнах-ползунов устаноп- лены кулачки 9 и 10, закреплен1ме на приводном распределительном валу 11. На основании 1 закреш:ены четыре оправки 12, а в пазах, выполненных между опратзкам 12 и основанием . 1, расположены толкатели. На верхнем ползуне 5 закреттлены гибочные пуансоны, а на нижнем ползуне 6 симметрично пуансона верхнего ползуна относительно осей оправок установлен ны пуансонодержатели 14 с дополитель- ными пуансонами 15, а-также копнрв взаимодействующие с толкателями, 1 3.п. ф-лы, 2 ил. (Л
25
15
1
to
О 00
Фаз. 2
Изобретение отно сится к обработке металлов давлением, в частности к устройствам для изготоЕления изделий из проволоки.
Цель изобретения - повышение производительности и упрощение конструкции устройства.
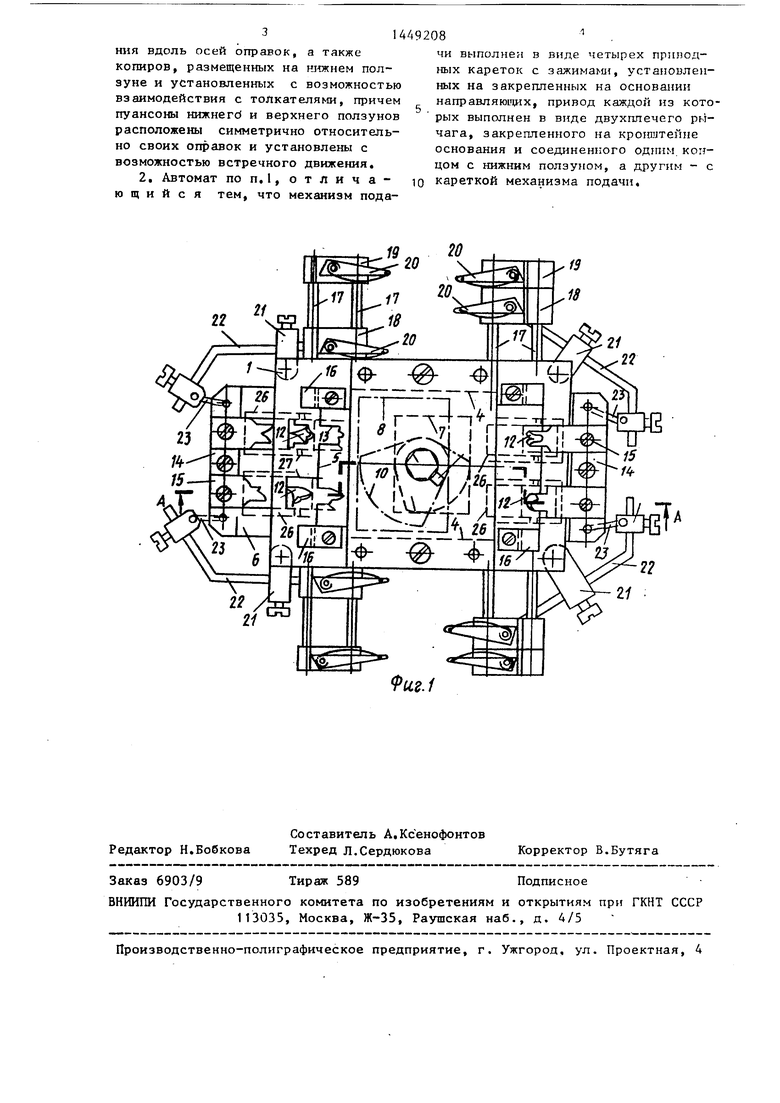
На фиг.1 изображен автомат, общий вид; на фиг,2 - сечение А-А на фиг.1. Q
Автомат состоит из корпуса, вы- . полненного в виде прямоугольный пластины (основания) 1, иа которой сверху установлены крьшки 2 и 3 через прокладки 4, Между корпусом и крьш- 15 ками 2 и 3 установлены верхние 5 и нижние 6 ползуны. В ползунах 5 и 6 выполнены прямоугольные окна 7 и 8, в которых размещены кулачки 9 и 10, установленные на приводном распреде- 20 лительном валу 11. На корпусе установлены четыре оправки 12, форма поперечного сечения которых соответствует ф(5рме изготавливаемой детали. На верхнем ползуне 5 закреплены ги- 25 оочные пуансоны 13, а на нижнем ползуне 6 - пуансонодержатели 14 с дополнительными гибочными пуансонами 15. Механизм резки состоит из подвижг ных ножей 16, закрепленных на углах 30 верхнего ползуна 5, и неподвижных ножей, установленных на основании 1. На боковых торцах основания 1 закреплены нагфавляющие 17 с кареткаю 18 и колодками 19, на которых уста- „ новлены собачки 20. Механизм подачи проволоки выполнен в виде кронштейнов 21, закрепленных на углах основания 1, двуплечих рычагов 22, причем один конец каждого рычага соединен с карет-дд кой 18, а другой через тягу 23 с нижним ползуном 6. Между оправками 32 и основанием 1 выполнен зазор в котором установлен-толкатель 24, взаимодействующий с копирами 25,дс
укрепленными в окнах 26 ползуна 6 посредством штг1фтов 27.
Автомат работает следукщим образом.
При вращении приводного распредеительного вала 11 кулачок 9 приво-: дит в движение верхний ползун 5, который ножами 16 отрезает заготовки проволоки и гнет их пуансонами 13, придавая им форму, соответствующую форме части оправки 12. После формообразования заготовки пуансонами 13 кулачок 9 участком своего периметра удерживает ползун 5, и заготовку до
подхода пуансона 15, приводимого в движение ползуном 6 через кулачок 10. Перемещение заготовок в зону второй гибки осуществляется в начале движения ползуна 6. Копир 25 перемещает толкатель 24 вверх, который устанавливает заготовку на уровне пуансона 15, а при дальнейшем движении ползуна 6 осуществляется полное зажатие заготовки. Аналогичным образом заготовка перемещается и под второй и третий пуансоны 15 до полной готовности детали При дальнейшем вращении приводного распределительного вала 11 кулачок 10 отводит нижний ползун 6 и толкатель 24 в исходное положение. При этом аналогичные операции производятся на оправках, расположенных симметрично относительно оси вала 11. Далее ножи 16 отрезают следующие заготовки проволоки, пуансоны 13 гнут их, а толкатели 24 смещают заготовки вдоль осей оправок 12. Таким образом, перемещение всех заготовок в зону гибки каждого пуансона 15 осуществляется толкателем 24, который перемещает ниж-. нюю заготовку, а следовательно, и i все остальные заготовки, расположенные в ряд на оправках 12. Пуансо7 ны 15 приводятся в движение нижним ползуном 6 и производят гибку каж7 дои заготовки, расположенной на оправках 12.
Формула изобретения
1, Автомат для гибки деталей из проволоки, содержащий установленные на основании и кинематически связанные между собой механизм подачи, включающий приводную каретку с зажимными собачками для проволоки, механизм резки и механизм гибки, отли.чающийся тем, что, с целью повьш1еиия производительности и упрощения конструкции, механизм гибки выполнен в виде двух ползунов с закрепленными на них пуансонами и прямоугольными окнами, приводного распределительного вала, кулачки которого расположены в прямоугольных окнах ползунов, четырех оправок, закрепленных на основании по обе стороны от приводного распределительного вала, четырех толкатели, расположенных в пазах, выполненных в основании у оправок с возможностью нозвр атно-поступаТельного перемещения вдоль осей оправок, а также копиров, размещенных на нижнем ползуне и установленных с возможностью взаимодействия с толкателями, причем пуансоны нижнегб и верхнего ползунов расположены симметрично относительно своих оправок и установлены с возможностью встречного движения.
/,, { ,,, ..f
| Патент ФРГ № 2926457, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
