й ел
о
00
со
00
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении равнотол щинных труб некруглого сечения.
Цель изобретения - повышение качества труб за счет повышения устойчивости изготавливаемой трубы.
Предварительно нагретую заготовку прессуют на оправке через две после- довательно расположенные матрицы. При этом-в первой по ходу процесса матрице идет формирование цилиндрической трубы на подвижной оправке, перемещающейся с регламентированной скоростью
.
L,
где V J - скорость перемещения оправки, мм/с; Vj - скорость вьздавливания заготовки, мм/с; 1 т расстояние между кашибрующими поясками матриц, мм; S - толщина стенки трубы, мм; L.J - длина заготовки, мм, а во второй матрице происходит без- отравочное профилирование окончательного изделия.
Выбор скорости перемещения оправ- ки по данной формуле обусловлен тем, что прессование профильных труб на цилиндрической оправке с большей скоростью, чем VQ, приводит к искаже 1ШЮ профиля трубы и к непродавливани трубы во вторую матрицу вследствие захолаживания, а прессование с меньшей скоростью приводит к снижению стойкости оправок, а также к потере устойчивости трубы на участке между матрицами.
Примеры осуществления способа. На прессе устанавливают две последовательно расположенные матрицы, первая из которых по ходу процесса круглая, а вторая - профильная. Зате определяется расстояние между калибрующими поясками матриц 1.
Определив расстояние 1 и зная толщину стенки изготавливаемой трубы S, длину заготовки L и скорость выдавливания заготовки v
8
определяется
скорость перемещения переднего конца оправки. Эта скорость должна быть такой, чтобы за время прессования заготовки длиной LJ передний конец оправки проходил путь, определяемой по формуле
5
0
. ..
Ч .
После этого задается указанная скорость перемещения оправкодержате- ля и путь перемещения переднего конца оправки. Затем нагретую до определенной температуры заготовку- помещают в контейнер трубопрофильного пресса, в нее вводят цилиндрическую оправку и ходом пресс-штемпеля вперед заготовку выдавливают через две последовательно расположенные матрицы (круглую и профильную) в профильную трубу.
Эксперименты проводят на горизонтальном гидравлическом трубопрофиль- .ном прессе усилием 31,5 МН с использованием заготовок из сплава ХН40ВДТЮ-ИД, диаметром 190 мм и длиной 400 мм.- Расстояние между калибрующими поясками матриц соответствовало 150 мм. Толщина стенки изготавливаемой трубы 8 мм. Скорость выдавливания 200 мм/с. Механизмом перемещения оправкодержателя устанавливают путь перемещения переднего конца оправки 130 мм. Скорость перемещения переднего конца оправки, вычисляемая по -формуле, в этом случае 65 мм/с: 200(150-2,5-В,0) , ,
v, Заготовки Из выбранного материала нагревают в индукционной печи до 1130°С. На наружную и внутреннюю поверхности заготовки наносят стекло- смазку стекло 122 и 119 соответственно, на круглую матрицу стекло 117. Затем заготовки задают в контейнер трубопрофильного пресса и выдавливают в овальную трубу размерами 106х х77х8 мм.
Полученные после прессования трубы подвергают химической обработке для удаления остатков стеклосмазки, после чего осматривают и измеряют толщину стенКи для определения качества труб (необхрДИМОЙ величины об- рези).
На этом же прессе смоделировано изготовление профильных труб по известному способу.
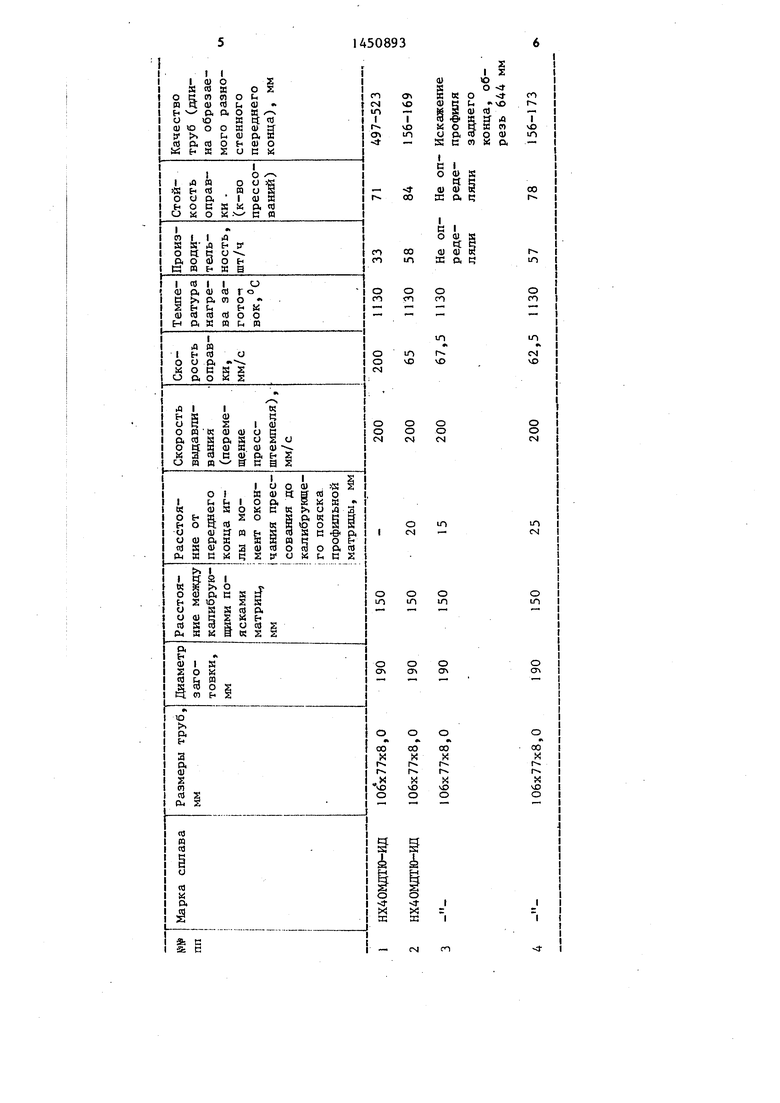
Результаты испытаний предлагаемого и известного способов приведены в таблице.
Как следует из таблицы, прессование по данному способу (поз.2) в сравнении с известным способом
(поз.1) обеспечивает более высокое качество овальных труб (уменьшение длины разностенного переднего конца, идущего в обрезь), снижегше расходного коэффициента металла, повышение производительности и стойкости опра,- вок.
Прессование на оправке (поз.З), скорость перемещения которой превыпа ет скорость, рассчитанную для этого размера труб (поз.2), приводит к искажению профиля за счет деформирования заднего.конца. Это значительно увеличивает расход металла.
Прессование на оправке (поз.4), скорость которой меньше расчетной (поз.2), нецелесообразно, так как: снижает стойкость оправок, а также приводит к потере устойчивости трубы на участке между матрицами и выходу размеров за-пределы допуска.
Таким образом, применение способа обеспечивает повышение качества труб стойкости оправок и производительности. Это свазано с тем, что основная часть пластической деформации производится на цилиндрической оправке в круглой матрице, а в профильной матрице производится только частичное формоизменение профиля при определенной температуре (без участия оправки) , что позволяет значительно
снизить неравномерность деформации по толщине стенки и обеспечить устойчивое безоправочное профилирование получаемой трубы. Качество труб по- вьш ается.
Формула изобретения
0
0
5
0
Способ изготовления профильных труб, преимущественно стальных, включающий нагрев заготовки и прессование ее на оправке через две последовательно расположенные матрицы, о т - 5 личающийся тем, что, с целью повьшения качества труб путем обеспечения устойчивости изготавли- ваемой трубы, на участке между мат- рицами осуществляют перемещение оправки в направлении деформации со скоростью
V -YjIl 2j,5Si
Ьз
где Vp - скорость перемещения оправки, мм/с;
скорость прессования заготовки, мм/с;
расстояние между калибрующими поясками матриц, мм; толщина стенки трубы, мм; длина заготовки, мм, а во второй матрице осуществляют безоправочное профилирование трубы.
V, 1 S - L, о (Л
О
го
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения полых изделий из трубчатых заготовок | 1989 |
|
SU1754289A1 |
| Способ настройки трубопрофильного пресса | 1986 |
|
SU1412827A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2443486C1 |
| Технологический инструмент для продольной прокатки труб | 1983 |
|
SU1110507A1 |
| Валковые калибры | 1978 |
|
SU719772A1 |
| Способ изготовления труб с продольными наружными ребрами | 1977 |
|
SU738714A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| СПОСОБ ПЕРИОДИЧЕСКОГО ВОЛОЧЕНИЯ ТРУБ | 2001 |
|
RU2188090C1 |
| Способ определения профиля обжимной части самоустанавливающейся оправки для волочения труб | 1987 |
|
SU1491599A1 |
| Способ изготовления стальных сложнопрофильных оболочек | 2022 |
|
RU2799823C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении равнотолщинных труб некруглого сечения. Цель изобретения - повышение качества труб за .счет повышения устойчивости изготавливаемой трубы. Предварительно нагретую заготовку прессуют на оправке через две последовательно расположенные матрицы. При этом в первой по ходу процесса матрице идет формирование цилиндрической трубы на подвижной оправке, перемещающейся с регламентированной скоростью. Во второй матрице происходит безоправочное профилирование окончательного изделия. Основная часть пластической деформации производится на цилиндрической оправке в круглой матрице, а в профильной матрице происходит только частичное формоизменение профиля без участия оправки. 1 табл. Ф сл
in
1Л
г
vO
CN
VO
о
О
СМ
U-1
ш eg
О
in
о ш
о ел
о ст
00
I t-. г
чО
о
| Устройство для прессования продольнооребренных сплошных и полых профилей | 1973 |
|
SU447194A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
