Изобретение относится к сварке, а именно к конструкции устройств для сЬорки и сварки кольцевых стыков, и ожет быть использовано в различных оЬаслях машиностроештя, преимущественно при изготовлении тонкостенных
обечаек.
Цель изобретения - повышение производительности за счет сокращения времени наладочных работ. Т На фиг. 1 представлено устроист- „о, общий вид; на фиг. 2 - сечение
1; на фиг.
1; на фиг.
2; на фиг,
3-, на фиг,
Д-А на фиг. -Б на фиг, 3-В на фиг. Г-Г на фиг, Д-Д на фиг
3- сечение
4- сечение
5- сечение
6- сечение
3.
Т Устройство содержит основание 1, на котором установлены опорная стои- 1ка 2 и прижимная стойка 3, снабжен- Ujbie вращающимися оправками 4 для Укрепления изделия 5, а также четыре :центратора 6,.объединенных валами 7 1и 8 с закрепленными на irax шестерня- ми 9 и 10 жесткой кинематической свя- зью. На валах 7 и 8 установлены звез- дочки 11 и 12, соединенные цепью 13
1450945
храповой муфтой 35 одностороннего действия.
Устройство работает следующим образом.
В начальный момент откидные секции 17 наружного кольцевого корпуса центраторов 6 раскрыты, штоки цилиндров 19 втянуты. На каждой секции 17 расположено по одному зубчатому сектору 24, а на стационарной секции 16 расположены два зубчатых сектора 24. На них устанавливают концы стыкуемых обечаек изделия 5, свободные концы располагаются на оправках 4. При подаче воздуха в поршневые полости цилиндров 19 центраторы 6 закрываются, зубчатые секторы 24 стиыкаются, выравнивая своей внутренней поверхностью концы стыкуемых обечаек. Стыки сжимаются прижимной стойкой 3. Включают привод, вращающий приводной вал 15. Вращение через звездочки 14, 11 и 12 передается на валы 7 и 8, откуда через шестерни 9, 10 и 22 - на планшайбу центратора 6 и изделие 5. При этом звездочка 34 не вращается, так как направление вращения вала 15 совпадает с направлением рабочего хода
10
ts
20
25
40
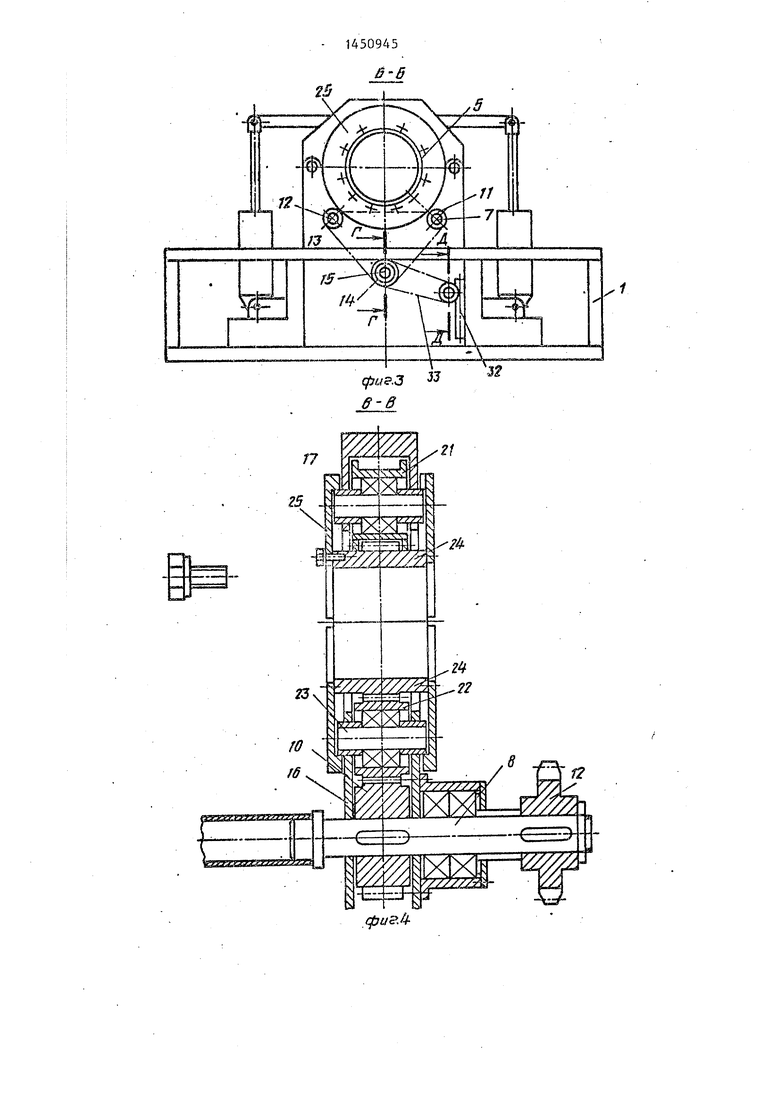
дочки I I и ведущей звездочкой 14, установлен- 30 ной на приводном валу 15, связанном . с электромеханическим приводом вращения (не показан). Центраторы 6 содержат наружный кольцевой корпус, состо- ящий из стационарной 16 и одной или 35 двух откидных секций 17, установленных с возможностью поворота на осях 18 и связанных с цилиндрами 19, закрепленными на подпружи:ненных опорах
20Секции 16 и 17 снабжены роликами
21и двумя шестернями 22, установленными на осях 23. Шестерни 22 входят
в зацепление с шестернями 9 и 10 и передают вращение внутренней планшаи- бе, состоящей из четьфех зубчатых 45 секторов 24, образующих полное зубчатое колесо, которое снабжено щечками 25, опирающимися на концы реей 23 и препятствующими смещению зубчатых секторов 24 в осевом направлении. Опоры 20 цилиндров 19 установлены в направляющих 26 и прижаты к упорам 27 пружинами 28. Одна из опор 20 снабжена зубчатой рейкой 29, связанной с зубчатым колесом 30, располо- женным на общем валу 31 со звездочкой 32 соединенной цепью 33 со звездочкой 34. Звездочка 34 расположена на приводном валу 15 и сЕ1Язана с ним
50
55
ДЗс 1 - rгcз. f - - -
муфты 35 одностороннего действия.
После окончания сварки отключают привод вращения и изделие останавливается в произвольном положении. При этом плоскости разъема корпусд и планшайбы центратора 6 могут не совпадать, что препятствует раскрытию откидных секций 17 под действием цилиндров 19. В этом случае при подаче воздуха в штоковые полости цилиндров 19 опоры 20 поднимаются вверх, скользя по направлякяцим 26 и растягивая пружины 28. При этом рейка 29 вращает зубчатое колесо 30, вал 31 и звездочку 32. Цепью 33 через звездочку 34 и муфту 35 одностороннего действия вращение передается на приводной вал 15 и далее на планшайбу центратора 6. При совпадении стыков корпусов и планшайб центраторов 6 откидные секции 17 раскрываются опоры 20 под действием пружин 28 опускаются до упоров 27, зубчатое колесо 30, вал 31, звездочки 32 и 34 вращаются в обратную сторону, муфта 35 одностороннего действия проскальзывает и вал 15 не вращается.
Применение предложенного устройства для сборки и сварки стыков тонВ начальный момент откидные секции 17 наружного кольцевого корпуса центраторов 6 раскрыты, штоки цилиндров 19 втянуты. На каждой секции 17 расположено по одному зубчатому сектору 24, а на стационарной секции 16 расположены два зубчатых сектора 24. На них устанавливают концы стыкуемых обечаек изделия 5, свободные концы располагаются на оправках 4. При подаче воздуха в поршневые полости цилиндров 19 центраторы 6 закрываются, зубчатые секторы 24 стиыкаются, выравнивая своей внутренней поверхностью концы стыкуемых обечаек. Стыки сжимаются прижимной стойкой 3. Включают привод, вращающий приводной вал 15. Вращение через звездочки 14, 11 и 12 передается на валы 7 и 8, откуда через шестерни 9, 10 и 22 - на планшайбу центратора 6 и изделие 5. При этом звездочка 34 не вращается, так как направление вращения вала 15 совпадает с направлением рабочего хода
0
5
5
50
55
ДЗс 1 - rгcз. f - - -
муфты 35 одностороннего действия.
После окончания сварки отключают привод вращения и изделие останавливается в произвольном положении. При этом плоскости разъема корпусд и планшайбы центратора 6 могут не совпадать, что препятствует раскрытию откидных секций 17 под действием цилиндров 19. В этом случае при подаче воздуха в штоковые полости цилиндров 19 опоры 20 поднимаются вверх, скользя по направлякяцим 26 и растягивая пружины 28. При этом рейка 29 вращает зубчатое колесо 30, вал 31 и звездочку 32. Цепью 33 через звездочку 34 и муфту 35 одностороннего действия вращение передается на приводной вал 15 и далее на планшайбу центратора 6. При совпадении стыков корпусов и планшайб центраторов 6 откидные секции 17 раскрываются опоры 20 под действием пружин 28 опускаются до упоров 27, зубчатое колесо 30, вал 31, звездочки 32 и 34 вращаются в обратную сторону, муфта 35 одностороннего действия проскальзывает и вал 15 не вращается.
Применение предложенного устройства для сборки и сварки стыков тонкостенных обечаек обеспечивает точность сборки труб относительно общей центральной оси, повьппает качество сварного соединения и полностью исключает ручной труд при сборке труб под сварку.
Формула изобретения
10
Т. Устройство для сборки и сварки кольцевых стыков преимущественно тонкостенных обечаек, содержащее основание, корпус, состоящий из стационарной секции и щарнирно закреплен- 15 ной на ней откидной секции, планшайбу с зубчатым венцом, установленную в корпусе с возможностью вращения и состоящую из нескольких секторов,
пружиненной опорой с рейкой, перед точным механизмом и fyфтoй односто роннего действия, щток силового ци линдра кинематически связан с отк1 ной секцией корпуса, сам циливдр шарнирно закреплен на подпружиненн опоре, рейка которой связана с вхо ным элементом передаточного механи ма, а его выходной элемент через муфту одностороннего действия кине матически связан с системой шестер вращения планшайбы,
2. Устройство ПОП.1, отличающееся тем, что оно допол тельно содержит вторую откидную се цию, второй силовой цилиндр и втор подпружиненную опору, смонтирован симметрично соответствующим основ
один из которых по длине соответству-20. элементам и связанные между собой
ет откидной секции, систему шестерен вращения планшайбы и привод вращения, кинематически связанный с планшайбой через указанную систему, отличающееся тем, что, с целью повышения производительности за счет сокращения времени наладочных работ, оно снабжено силовым цилиндром, поданалогичным образом,
3, Устройство по п,1, отличающееся тем, что кинематич 25 кая связь привода вращения и перед точного механизма с системой шест рен вращения планшайбы выполнена виде цепной передачи.
пружиненной опорой с рейкой, передаточным механизмом и fyфтoй одностороннего действия, щток силового цилиндра кинематически связан с отк1щ- ной секцией корпуса, сам циливдр шарнирно закреплен на подпружиненной опоре, рейка которой связана с входным элементом передаточного механизма, а его выходной элемент через муфту одностороннего действия кине- матически связан с системой шестерен вращения планшайбы,
2. Устройство ПОП.1, отличающееся тем, что оно дополнительно содержит вторую откидную секцию, второй силовой цилиндр и вторую подпружиненную опору, смонтированные симметрично соответствующим основным
элементам и связанные между собой
аналогичным образом,
3, Устройство по п,1, отличающееся тем, что кинематичес- кая связь привода вращения и передаточного механизма с системой шестерен вращения планшайбы выполнена в виде цепной передачи.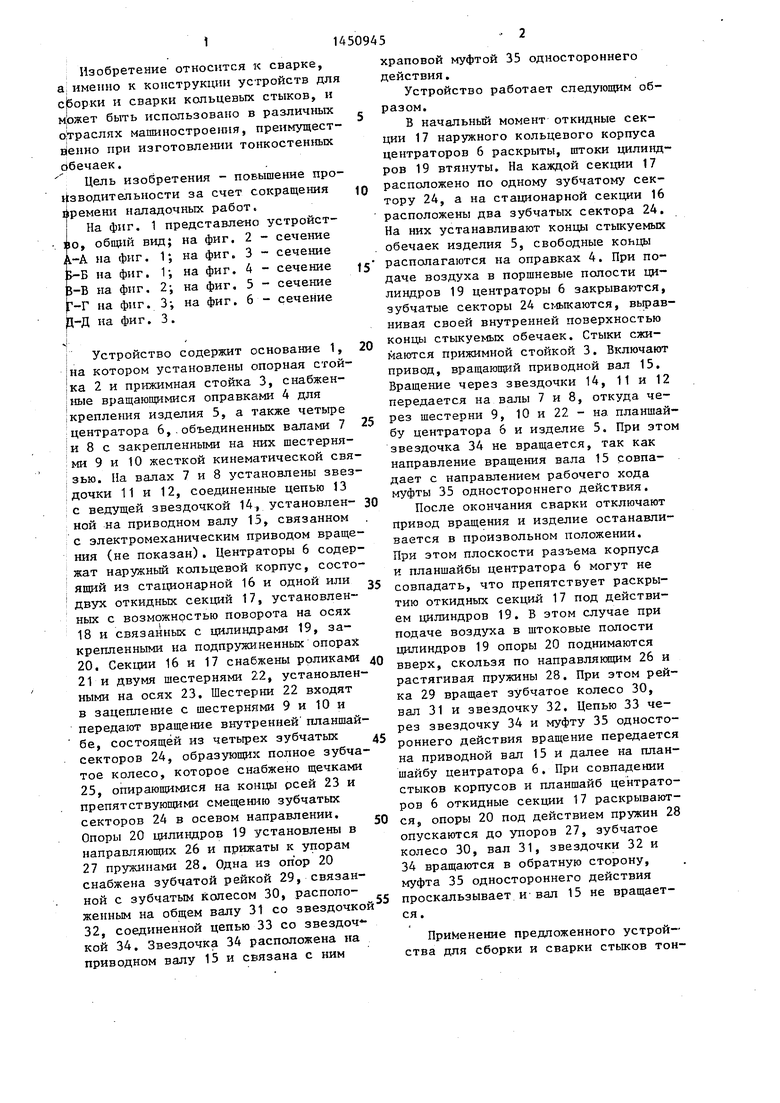

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Установка для сборки и сварки обечаек из сегментов | 1988 |
|
SU1816255A3 |
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| Установка для сварки сильфонов | 1976 |
|
SU770709A1 |
| Способ сборки под сварку труб в плети и устройство для его осуществления | 1979 |
|
SU867582A1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ СЕКТОРОВ ПРИ СВАРКЕ ОТВОДОВ ТРУБ | 2021 |
|
RU2781262C1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1983 |
|
SU1183256A1 |
| Устройство для изготовления гофрированных обечаек | 1981 |
|
SU1055560A1 |
| Устройство для передачи штучных грузов с одного конвейера на дрYгой | 1984 |
|
SU1244063A1 |
Изобретение, относится к сварке а именно к конструкции устройств для сборки и сварки кольцевых стыков, и может быть использовано в различных отраслях машиностроения, пpeи yщecтх 1 У 4 / f6, efias.2 венно при изготовлешп то 1косте 1ных обечаек. Цель изобретения - повьшге- ние производительности за счет сокращения времени наладочных работ. Устройство содержит корпус, состоящий из стационарной 16 и откидных 17 секций. Внутри корпуса вращается планшайба, состоящая из нескольких зубчатых секторов 24. После окончания сварки ceKiijtH 17 раскрываются с помощью силовых циливдров 19. В этом случае, если стыки секторов 24 не совпадают со стыками секций 17, Щ-1ЛИНДРЫ 19 вместе с подвижными опорами 20 перемещаются вверх. Опоры 20 через рейку 29, зубчатое колесо 30 и цепную передачу поворачивают планшайбу до совпадения разъемов секторов 24 и секций 17. 2 з.п. ф-лы, 6 ил. (С (Л 9 гб
4 /
-Ч;
Редактор М.Келемеш
Составитель Л.Назарова
Техред Л.Сердюкова Корректор М.Максимишинец
Заказ 7016/9
Тираж 892
ВНИППИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
. - - - - - -- - - - - - -- - - - - - „ - - - -- - - - - - - - -- - -Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. В
Подписное
