gJuг.f
114Изобретение относится к обработке деталей свободным абразивом и может быть использовано в машиностроительной и других отраслях гьромьшшенности для обработки деталей сложного профиля, например лопаток турбин.
Целью изобретения является повышение производительности и качества обработки деталей.
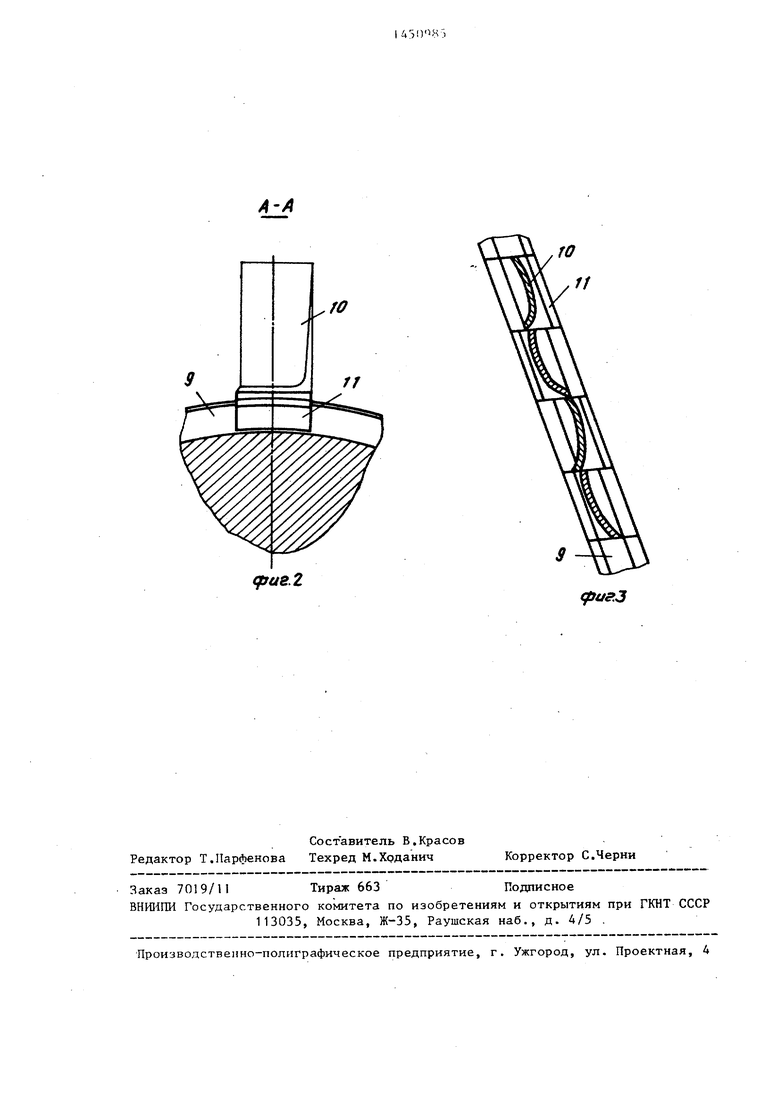
На фиг. 1 изображено предлагаемое устройство, продольный разрез; иа фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема установки лопаток в пазах кассеты.
Устройство содержит корпус 1 с коицентрично установленной в нем на дисковых опорах 2 рабочей камерой 3, имекщей сквозные окна 4 для прохода абразивной массы в камеру 3 по ка- иалам 5, образованным между корпусом 1 и рабочей камерой 3. Во внутренней полости рабочей камеры 3 установлен подакиций шнек 6 с вшицевым отверсти- ем 7 по переднему тсфцу, взаимосвязанный с кассетой 8, имеющей винтово паз 9 для установки деталей 10, закрепленных в держателях 11. Шаг вин тового паза кассеты выполнен равным шагу винтовой поверхности подающего шнека 6..
На переднем торце кассеты вьшолне- на расточка 12 под шаровую опору 13 с установленным в сепараторе шариком 14 на заднем - шлицевой хвостовик 5. В расточку 12 вводится регулируемая опора 16 передней крышки 17, а шлицевой хвостовик 15 контактирует с шлицевым отверстием 7. Для герметизации рабочей.камеры 3 и закрепления подающего шнека 6 предусмотрена задняя крьшжа 18. В корпусе 1 для загрузки абразивной массы в рабочую камеру 3 предусмотрен люк 19.
Устройство работает следуюпшм образом.
В кассету 8 устанавливают закреп- ленные в держателях 11 детали 10 до
заполнения винтового паза 9.и вводят кассету 8, Обрабатываемые детали 10 образуют дополнительный шнек, который хвостовиком 15 вводят в шли- цевое отверстие 7 подающего тнека 6, после чего закрепляют переднюю крышку с регулировкой опоры 16. Затем . при вращающемся подаиицем шнеке 6 через люк 19 осуществляют загрузку абразивной массы до полного заполнения ею рабочей камеры 3 и каналов 5. Процесс обработки производится при непрерывной подаче абразивной массы в течение времени, равном 10-12-кратной перепрессовке всей загруженной абразивной массы.
Формула «зобретения
Устройство для абразивной обработки деталей, содержащее корпус с кон- центрично расположенной в нем рабочей камерой, в полости которой установлен подающий шиек с винтовой поверхностью, канал для перемещения абразивной среды и средство крепления деталей, отличающееся тем, что, с целью повышения производительности и качества обработки,
рабочая камера выполнена в виде двухступенчатого цилиндра, в болычей ступени которого установлен подающий шнек, а в меньшей ступени - средство крепления деталей, выполненное в
виде сменной цилиндрической кассеты с винтовым пазом на боковой поверхности и соосно соединенное с подающим шнеком,С -возможностью их взаимного вращения, причем шаг винтового паза
кассеты равен шагу винтовой поверхности подающе го щнека.
fO
сраг.2
ГО
11
(fft/гЗ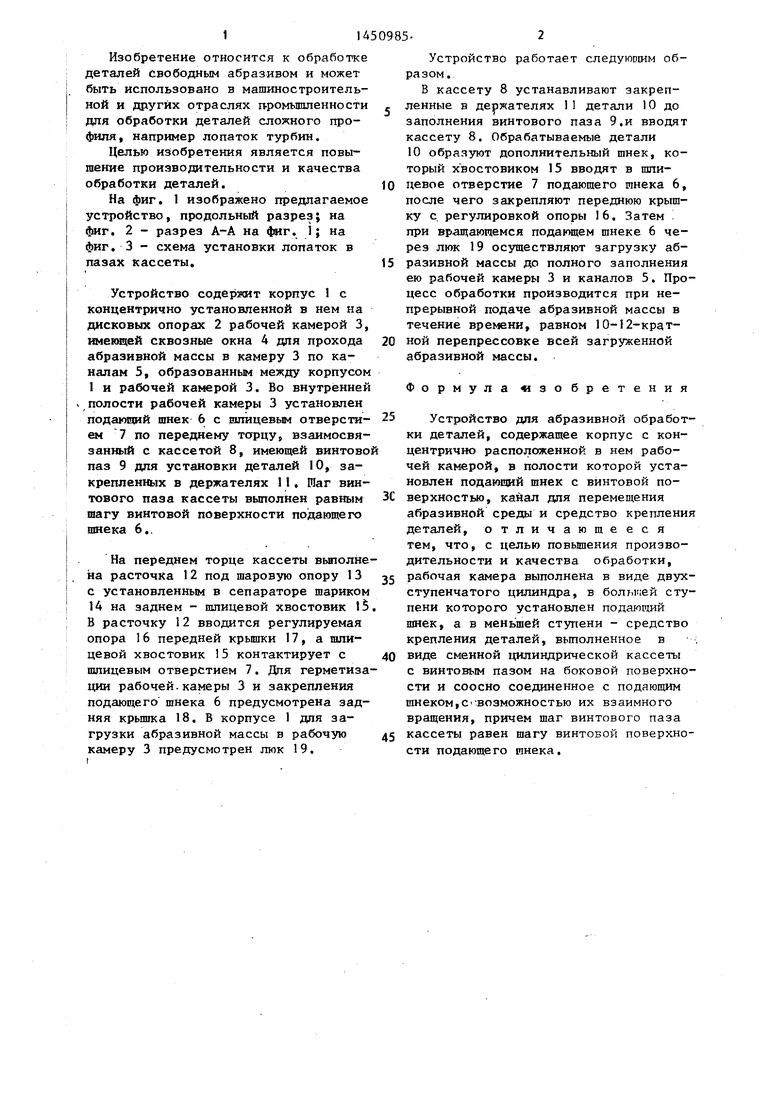
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для абразивно-центробежной обработки деталей | 1986 |
|
SU1423355A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| Способ обработки деталей типа шнека | 1990 |
|
SU1815180A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-ЖИДКОСТНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2163532C1 |
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218262C1 |
| Установка для скругления кромок пера лопаток | 1980 |
|
SU984829A1 |
| ПНЕВМОУДАРНАЯ МАШИНА С НЕЗАВИСИМЫМ ВРАЩЕНИЕМ ИНСТРУМЕНТА | 2000 |
|
RU2190743C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО СМЕШИВАНИЯ И ИЗМЕЛЬЧЕНИЯ СМЕСЕЙ ИЗ СЫПУЧИХ МАТЕРИАЛОВ | 2014 |
|
RU2576465C1 |
| ЭКСТРУДЕР ШНЕКОВЫЙ | 2021 |
|
RU2780836C1 |
Изобретение относится к обработке деталей свободным абразивом и может быть использовано в машиностроительной и других отраслях промьшшен- иости для обработки деталей сложно- го профилд, например лопаток турбин. Цель изобретения - повьшение производительности и качества обработки деталей. Устройство содержит корпус 1 с кондентрично расположенной в нем рабочей камерой 3, выполненной в виде двухступенчатого цилиндра. В большей ступени камеры установлен подающий шнек 6 с винтовой поверхностью, а в меньшей ступени - сменная цилиндрическая кассета 8 с винтовым пазом на боковой поверхности для крепления обрабатываемых деталей 10. Кассета 8 соосно соединена с подающим шнеком с возможностью их взаимного вращения от привода. Шаг винтового паза кассеты равен гаагу винтовой поверхности подающего шнека 6. Обрабатываемые детали 10, установленные держателями в .винтовой паз кассеты, образуют дополнительный шнек. Процесс обработки производится при непрерывной подаче абразивной массы в рабочую камеру по каналам 5. 3 ил. i (Л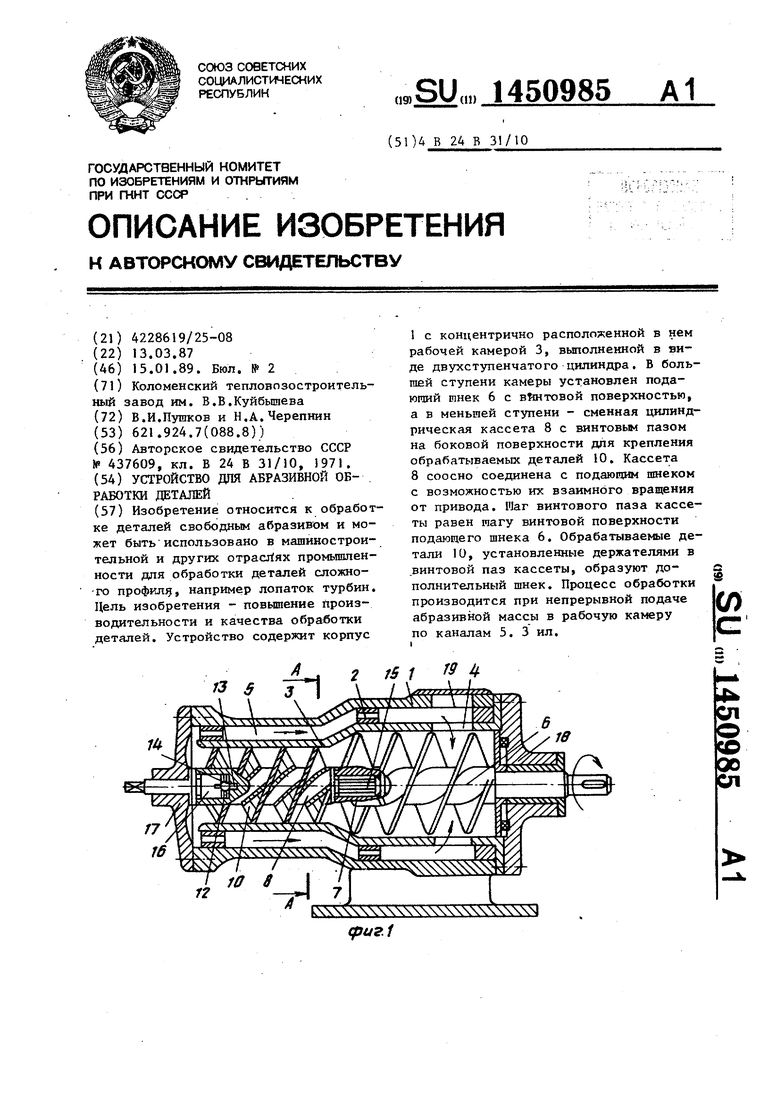
| Устройство для очистки изделий | 1971 |
|
SU437609A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
