Известны устройства для укладки в стопу -плоских изделий, выполненные в виде смонтированной на стойках станины рамы с приводными роликами.
Отличительной особенностью описываемого устройства является то, что роликовая рама оборудована продольно расположенными раздвижными направляющими линейками и цепными толкателями, а на подвижном в вертикальной плоскости ее отдающем конце установлены ограничительные диски, выравнивающие стопу. Устройство такой конструкции обеспечивает одновременную пара.ллельную укладку нескольких разных по размерам изделий.
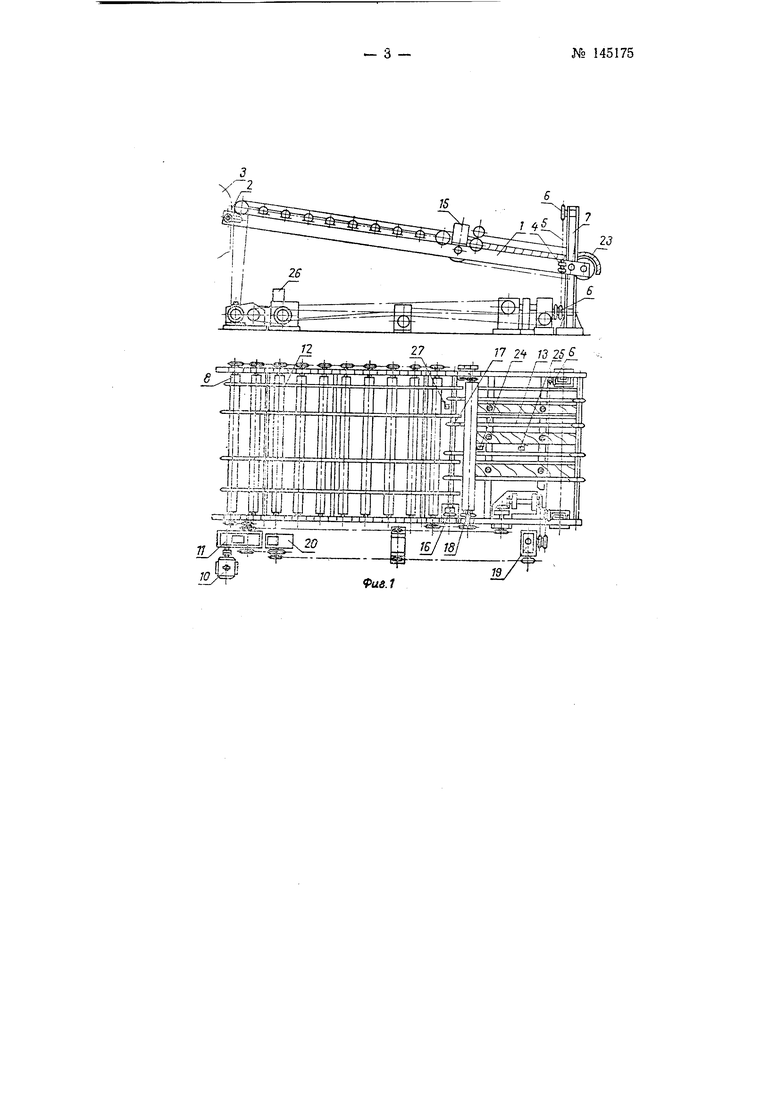
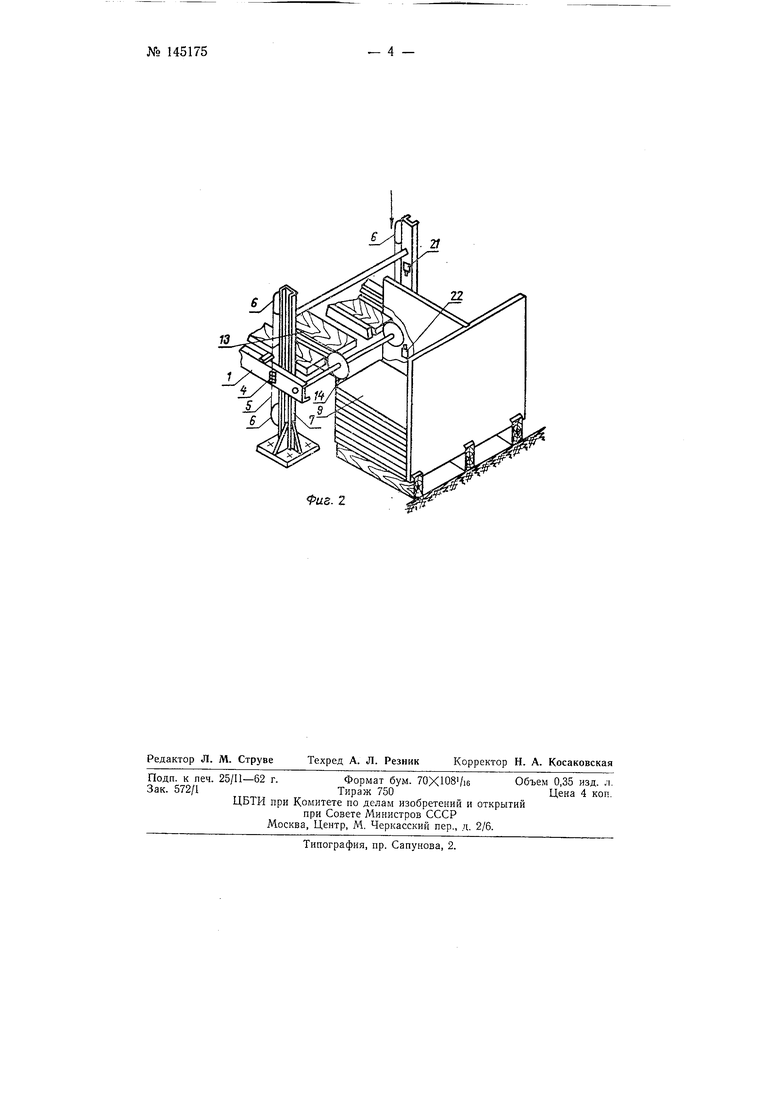
На фиг. 1 схематически изображено описываемое устройство в двух проекциях; на фиг. 2 - отдающий конец роликовой рамы с направляющими дисками.
Рама 1 своим левым концом свободно опирается на ролики 2, укрепленные на форматной машине 3, а правым вертикально подвижным концом болтами 4 присоединяется к цепи 5, взаимодействующей со звездочками 6 стойки 7. Приводной рольганг 5, состоящий из десяти роликов, установлен на раме 1 и предназначен для приема плоских изделий, например деревянных плит 9. Привод рольганга осуществляется от электродвигателя 10 через редуктор // и цепную передачу. Вдоль рамы на рольганге расположены раздвижные направляющие линейки J2, предназначенные для разделения плит по щирине и направления их движения.
Расстояние между линейками зависит от щирины укладываемых плит.
На правом отдающем конце рамы установлен цепной транспортер J3 с толкателями М, укладывающий плиты в стопы. Команду на включение транспортера подает электромагнит /5. На ведущем валу 16 транспортера расположены звездочки 17, расстояние между которыми регу№ 145175- 2 -
лируется в зависимости от ширины перегружаемых ллит. Включение и выключение транспортера осуществляется посредством полумуфты (на чертеже не показана). Над транспортером размещены ускорительные вальцы 18, регулирующие интервал между плитами.
Правый конец рамы рольганга но мере загрузки плит ,в стопу перемещается вверх на величину толщины плит.
Подъем и опускание рамы рольганга осуществляется цепной передачей, взаимодействующей с редуктором 19, сочлененны-м с однооборотной муфтой 20 шага. Крайние положения рамы фиксируются концевыми выключателями 21 и 22. Выравнивапие плит, поступающих в стопу, осуществляется дисковыми ограничителями 23.
Плиты или другие плоские изделия с форматной машины поступают на приводной рольганг. Перемещаясь но рольгангу, первый ряд нлит поступает на ускорительные вальцы и проходит за толкатели цепного транспортера.
Движение плит для укладки в стопу осуществляется толкателями цепногэ транспортера, срабатывающего от электромагнита 15, взаи.модействующего со срабатываемыми от плит концевыми выключателями 24 и 25, последний из которых устанавливается на рейке в зааисимости от длипы укладываемых плит. Подъем рамы рольганга происходит при включении электромагнита 26, сигнал, на который подается концевым выключателем 27, срабатывающим от зуба толкателя цепного транспортера.
По мере наполнения стопы срабатьшает концевой выключатель 21, производящий реверс электродвигателя. При помощи .муфт обгона (на чертеже не показаны) отключаются работающие цепи и вклю.астся цепь опускания рамы 1. Остановка рамы рольганга в исходном положении и реверс двигателя производятся концевым выключателем 22. Концевые выключатели 21 и 22 срабатывают от рамы рольганга.
Списываемое устройство может найти нрименение, нап|}и.мер, в деревообрабатывающей промышленности, выпускающей древесно-волокнистые нли древесно-стружечные плиты, а также для укладки цдиговых дверей, оконных переплетов и других тонкостенных корпусных деталей.
Предмет и з о р е т е в и я
Устройство для Зкладки в стону п;оских изделий, преимущественно древесных нлит, состоящее из смонтирс:;анной на стойках станины рамы с приводнымн роликами, отличающееся тем, что, с целью одновременной параллельной укладки нескольких разных по размерал изделий, роликовая рама снабжена продольно располо;кеннымм раздвижньъми направляющими линейками и цепными толкателями, а отдающий ее конец выполнен подвижным в вертикальной нлоскостн и несет на еебе выравнивающие стону ограничители в виде дисков.
77 2 1325S
27
.f.
.1
Риг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯI | 1965 |
|
SU167992A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| Машина для изготовления волнистых асбесто-цементных листов | 1947 |
|
SU86072A1 |
| УСТРОЙСТВО для УКЛАДКИ в СТОПУ плоских | 1973 |
|
SU393177A1 |
| Линия изготовления древесного слоистого материала | 1990 |
|
SU1727999A1 |
| УСТРОЙСТВО для ПАКЕТИРОВАНИЯ ДЛИННОМЕРНЫХПРОФИЛЕЙ | 1971 |
|
SU314718A1 |
| Листоукладчик для гофрировальныхАгРЕгАТОВ | 1978 |
|
SU844649A1 |
| УСТАНОВКА ДЛЯ УПАКОВКИ ЛИСТОВОГО СТЕКЛА | 1968 |
|
SU217265A1 |
| УСТРОЙСТВО для СБОРКИ ПАКЕТОВ ШПОНА | 1970 |
|
SU278083A1 |
| Пакетоформирующая машина | 1984 |
|
SU1168497A1 |