со
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортирования сухого лущеного шпона | 1988 |
|
SU1579781A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Установка для облицовывания пластей мебельных щитов | 1987 |
|
SU1512768A1 |
| УСТАНОВКА ДЛЯ ФАНЕРОВАНИЯ ЩИТОВЫХ ЭЛЕМЕНТОВ МЕБЕЛИ | 1966 |
|
SU181804A1 |
| Устройство для сортировки и укладки в стопу полосового материала | 1983 |
|
SU1199370A1 |
| УСТРОЙСТВО ДЛЯ СКЛЕИВАНИЯ ДРЕВЕСНЫХ СЛОИСТЫХ МАТЕРИАЛОВ | 2005 |
|
RU2283220C1 |
| УСТРОЙСТВО для УКЛАДКИ в СТОПУ плоских | 1973 |
|
SU393177A1 |
| Устройство для автоматизированной укладки в пакет прямоугольных изделий | 1977 |
|
SU740658A1 |
| Устройство для накопления и подачи изделий | 1986 |
|
SU1406041A1 |
Использование; деревообрабатывающая промышленность, изготовление плитного теплоизоляционного материала. Сущность изобретения: линия снабжена устройством смещения склеиваемого древесного слоистого материала относительно друг друга по диагонали продольным и поперечным перекладчиками. Устройство смещения плит имеет роликовые транспортеры, на которых закреплены механизмы фиксации. Продольный перекладчик имеет подвижное основание с рычажно-захватным механизмом. Поперечный перекладчик выполнен в виде П-образной рамы, на которой установлен подвижный гидроцилиндр. На штоке последнего закреплена платформа с накалывающим приспособлением.3 ил.
Изобретение относится к деревообрабатывающей промышленности, в частности к деревянному домостроению для получения плитного теплоизоляционного материала.
Цель изобретения - расширение технологических возможностей..
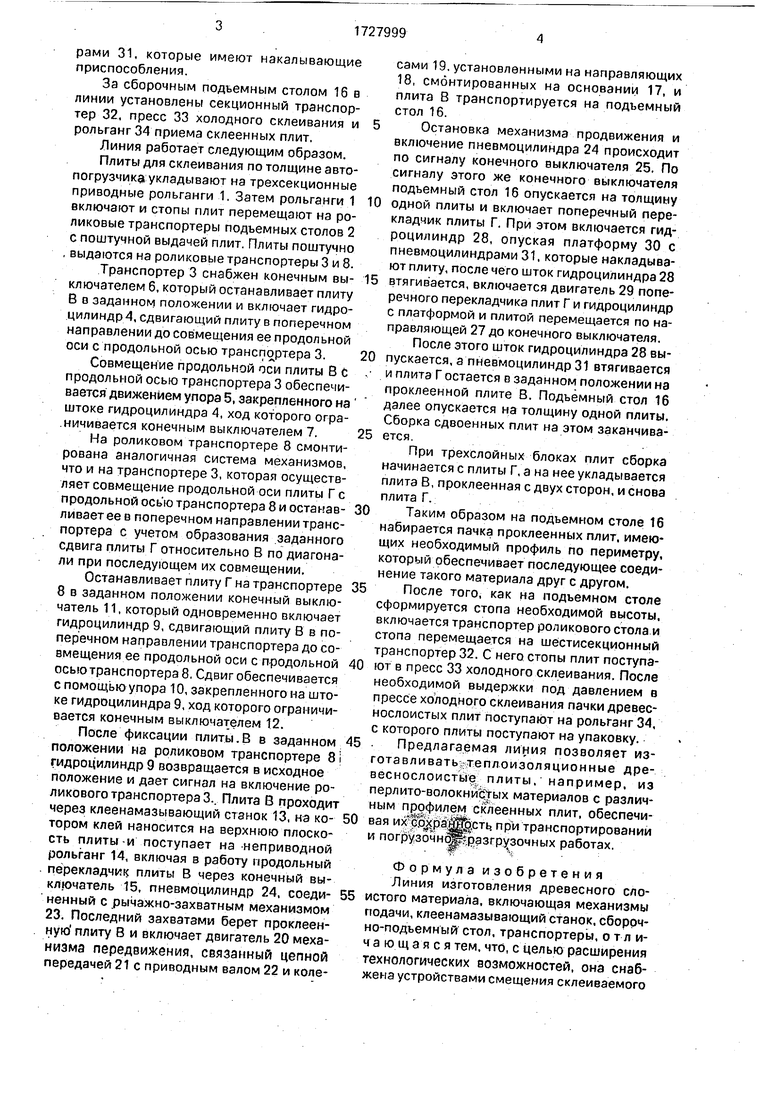
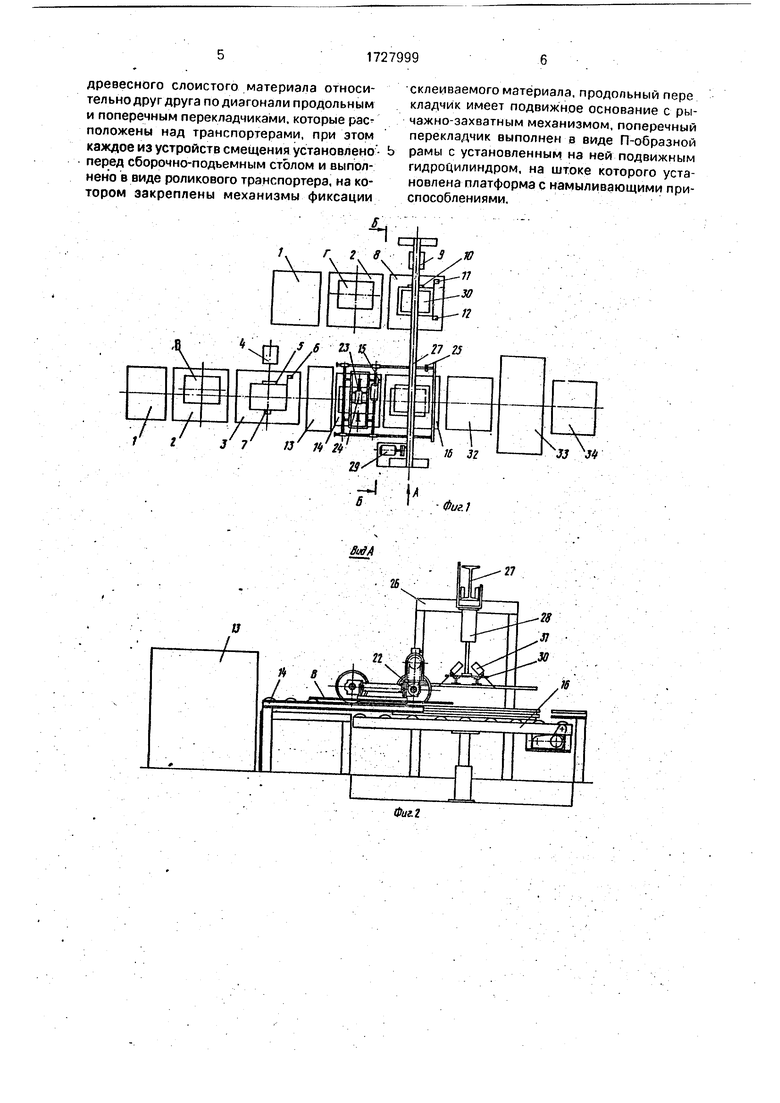
На фиг.1 изображена схема линии изготовления древесного слоистого материала; на фиг.2 - вид А на фиг.1; на фйг.З - разрез Б - Б на фиг.1.
Линия включает трехсекционные приводные рольганги 1, подъемные столы 2 с поштучной выдачей плит, роликовый транспортер 3 с установленными механизмами фиксации, выполненными в виде пневмоци- линдра 4 с упором 5 и конечными выключателями 6 и 7, роликового транспортера 8 с пневмоцилиндром 9 и упором 10 и конечными выключателями 11 и 12, клеенаматываю- щий станок 13, неприводной рольганг 14 с конечным выключателем 15 и сборочный подьемный стол 16, над которым размещены продольный и поперечный перекладчики плит. Продольный перекладчик содержит основание 17 с направляющими 18 для колес 19 механизма передвижения, с установленными на нем двигателем 20, соединенным цепной передачей 21 с приводным валом 22 колес 19 и рычажно-захватным механизмом 23, соединенным с пневмоцилиндром 24 и конечным выключателем 25, а поперечный перекладчик выполнен с основанием 26 в виде П-образной рамы, по направляющей 27 которой с возможностью перемещения установлен гидроцилиндр 28 посредством двигателя 29. На штоке гидроцилиндра 28 закреплена платформа 30 с пневмоцилиндVI
к VI
о
ЧЭ
о
ами 31, которые имеют накалывающие риспособления.
За сборочным подъемным столом 16 в инии установлены секционный транспорер 32, пресс 33 холодного склеивания и 5 ольганг 34 приема склеенных плит,
Линия работает следующим образом.
Плиты для склеивания по толщине автоогрузчика укладывают на трехсекционные приводные рольганги 1. Затем рольганги 1 10 ключают и стопы плит перемещают на роиковые транспортеры подъемных столов 2 поштучной выдачей плит. Плиты поштучно выдаются на роликовые транспортеры 3 и 8.
Транспортер 3 снабжен конечным вы- 15 ключэтелем 6, который останавливает плиту В в заданном положении и включает гидроцилиндр 4, сдвигающий плиту в поперечном направлении до совмещения ее продольной оси с продольной осью транспортера 3. 20
Совмещение продольной оси плиты В с - продольной осью транспортера 3 обеспечивается движением упора 5, закрепленного на штоке гидроцилиндра 4, ход которого огра- ничивается конечным выключателем 7.25
На роликовом транспортере 8 смонтирована аналогичная система механизмов, что и на транспортере 3, которая осуществляет совмещение продольной оси плиты Г с продольной осью транспортера 8 и останав- 30 ливает ее в поперечном направлении транспортера с учетом образования заданного сдвига плиты Г относительно В по диагонали при последующем их совмещении.
Останавливает плиту Г на транспортере 35 8 в заданном положении конечный выключатель 11, который одновременно включает гидроцилиндр 9, сдвигающий плиту В в поперечном направлении транспортера до совмещения ее продольной оси с продольной 40 осью транспортера 8. Сдвиг обеспечивается с помощью упора 10, закрепленного на штоке гидроцилиндра 9, ход которого ограничивается конечным выключателем 12.
После фиксации плиты.В в заданном 45 положении на роликовом транспортере 8| гидроцилиндр 9 возвращается в исходное положение и дает сигнал на включение роликового транспортера 3.. Плита В проходит через клеенамазывающий станок 13, на ко- 50 тором клей наносится на верхнюю плоскость плиты-и поступает на неприводной рольганг 14, включая в работу продольный перекладчик плиты В через конечный выключатель 15, пневмоцилиндр 24, соеди- 55 ненный с рычажно-захватным механизмом 23, Последний захватами берет проклеенную плиту В и включает двигатель 20 механизма передвижения, связанный цепной передачей 21 с приводным валом 22 и колесами 19, установленными на направляющих 18, смонтированных на основании 17, и плита В транспортируется на подъемный стол 16.
Остановка механизма продвижения и включение пневмоцилиндра 24 происходит по сигналу конечного выключателя 25. По сигналу этого же конечного выключателя подъемный стол 16 опускается на толщину одной плиты и включает поперечный перекладчик плиты Г. При этом включается гидроцилиндр 28, опуская платформу 30 с пневмоцилиндрами 31. которые накладывают плиту, после чего шток гидроцилиндра 28 втягивается, включается двигатель 29 поперечного перекладчика плит Г и гидроцилиндр с платформой и плитой перемещается по направляющей 27 до конечного выключателя.
После этого шток гидроцилиндра 28 выпускается, а пневмоцилиндр 31 втягивается и плита Г остается в заданном положении на проклеенной плите В. Подъёмный стол 16 далее опускается на толщину одной плиты. Сборка сдвоенных плит на этом заканчивается.
При трехслойных блоках плит сборка начинается с плиты Г, а на нее укладывается плита В, проклеенная с двух сторон, и снова плита Г.
Таким образом на подъемном столе 16 набирается пачка проклеенных плит, имеющих необходимый профиль по периметру, который обеспечивает последующее соединение такого материала друг с другом.
После того, как на подъемном столе сформируется стопа необходимой высоты. включается транспортер роликового стола и стопа перемещается на шёстисекционный транспортер 32. С него стопы плит поступают в пресс 33 холодного склеивания. После необходимой выдержки под давлением в прессе холодного склеивания пачки древес- нослоистых плит поступают на рольганг 34, с которого плиты поступают на упаковку.
Предлагаемая линия позволяет изготавливать теплоизоляционные дре- веснослоистые плиты, например, из перлито-волокнисТых материалов с различным профилем склеенных плит, обеспечивая их аб рай.сть. при транспортировании и погрузочн(|рразгрузочных работах.
Формула изобретения Линия изготовления древесного слоистого материала, включающая механизмы подачи, клеенамазывающий станок, сборрч- но-подъемный стол, транспортеры, о т л и- чающаяся тем. что, с целью расширения технологических возможностей, она снабжена устройствами смещения склеиваемого
древесного слоистого материала относительно друг друга по диагонали продольным и поперечным перекладчиками, которые расположены над транспортерами, при этом каждое из устройств смещения установлено перед сборочно-подьемным столом и выполнено в виде роликового транспортера, на котором закреплены механизмы фиксации
склеиваемого материала, продольный пере кладчик имеет подвижное основание с ры- чажно-захватным механизмом, поперечный перекладчик выполнен в виде П-образной рамы с установленным на ней подвижным гидроцилиндром, на штоке которого установлена платформа с намыливающими приспособлениями.
| Линия изготовления древесного слоистого материала | 1987 |
|
SU1498613A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| 0 |
|
SU321360A1 | |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
