Изобретение относится к области производства радиодеталей и может бьп-ь использовано для нанесения покрытий на заготовки электрических конденсаторов постоянной емкости.
Цель изобретения - повьппение производительности и улучшение качества изделий.
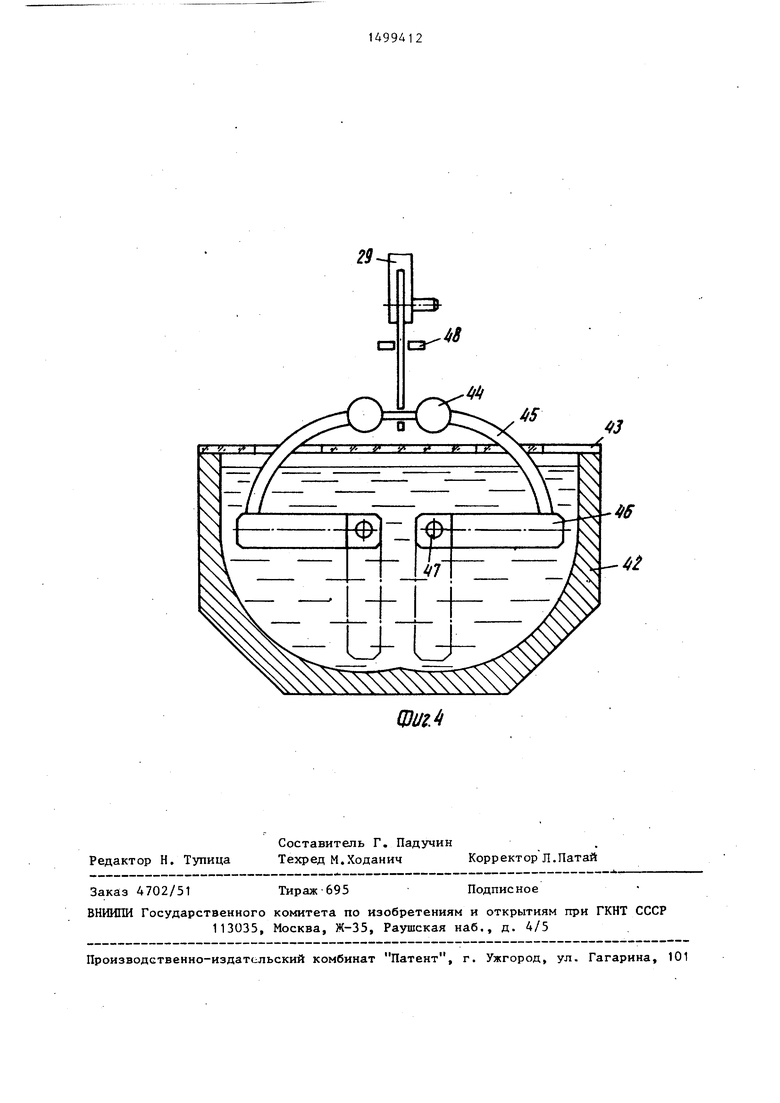
На фиг. 1 изображена схема устройства; на фиг. 2 - схема механизма подачи заготовок; на фиг. 3 - схема расположения элементов устройства относительно ротора механизма транспортирования; на фиг. 4 - схема механизма нанесения глазури.
Устройство содержит механизм загрузки заготовок в вид е вибробункера 1 и механизм ориентации заготовок, содержащий неподвижный стол 2, вакуумные захваты 3-5, установленные
на рычаге 6, зубчатое колесо 7, закрепленное на захвате 4, зубчатьй селектор 8 в двуплечего,рычага и электромагниты 9-11. Накопитель выполнен в виде вибролотка 12 с фотодатчиком 13. Механизм подачи заготовок содержит криволинейную направляющую 14 с вакуумным фиксатором 15, рычаг 16 с подпружиненным упором 17 и регулируемый упор 18. Механизм транспортирования содержит транспортирующий ротор 19 с захватами 20, поворотный клин 21, неподвижный копир 22, толкатель 23 с йириной рабочей части, равной 2/3 углового шага расположения захватов 20, дополнительный неподвижный копир 24 и блокировочный электромагнит 25. Для раскрытия захватов на них установлены штифты 26. Кроме того, механизм транNtiii.
СО ;о
4
tc
3149
спортирования содержит перегрузчик 27 и цепной транспортер 28 с держателями 29. На верхней ветви цепного транспортера 28 установлен узел 30 термообработки, а по периферии ротора 19 - узел 31 термообработки. На нижней ветви цепного транспортера 28 установлены узел 32 охлаждения и узел сортировки, содержащий съемник 33 с зубчатым сектором 34 и толкателем 35 и механизм 36 сортировки. Механизм металлизации содержит пастонанося- щие инструменты 37 и 38 и ролик 39 подачи пасты. Механизм 40 нанесения глазури установлен на оси 41 с возможностью поворота и содержит ванну 42 с крьпикой 43, наносящие инструменты 44 в виде бочкообразных роликов, закрепленных державками 45 на гре- бенках 46, установленных на поворотных осях 47, а также направляющие 48 установленные с возможностью взаимодействия с держателями 29 цепного транспортера 28.
Устройство работает следующим образом.
Заготовки из вибробункера забираются поштучно вакуумным захватом 3. При повороте и опускании рычага 6 заготовка опускается на стол 2, где с помощью контактов (не показаны определяется ее ориентахщя. При следующем цикле поворота и подъема рычага 6 заготовка перемещается на захват 4. Если требуется переориентация заготовки, включается один из электромагнитов 9, 10 или 11 и заготовка поворачивается на требуемый угол При следующем цикле поворота и подъема рьиага 6 заготовка перемещается на захват 5 и передается на вибролоток 12, Степень заполнения вибролотка контролируется фотодатчиком 13 и .после его заполнения механизм ориентации отключается. Рычаг 16 своим упором 17 перемещает поштучно заготовки по направляющей 14 к вакуумному фиксатору 15. Захват 20 зажимае заготовку и переносит ее на позицию металлизации при вьщвижении захвата 20 толкателем 23. При отсутствии загтовки в захвате 20 перемещение тол- кателя 23 блокируется электромагнитом 25. Инструменты 37 и 38 наносят металлосодержащую паст.у на заготовку после чего при повороте ротора 19 захват 20 дополнительным копиром 24 возвращается в исходное положение
0
5
25
, 0
„
30
и фиксируется копиром 22. Узел 31 сушки осуществляет термообработку покрытия, после чего перегрузчик 27 передает заготовку в держатель 29 цепного транспортера 28. При перемещении держателя 29 он взаимодействует с направляющими 48 механизма 40 нанесения глазури, осуществляя ориентатдию заготовки относительно его наносящих инструментов 44. Поворотом гребенок 46 инструменты 44 наносят глазурь на заготовку. При этом происходит перемешивание глазури в ванне 42 гребенками 46. Затем заготовка перемещается в узел 30 термообработки, где происходит вжигание серебра и оплавление глазури, а затем заготовка поступает в узел 32 охлаждения. После этого съемник 33 передает заготовки к механизму 36 сортировки, где заготовки сортируются по емкости.
Ориентация заготовок перед их подачей на позицию металлизации повышает коэффициент загрузки ротора, вьщвижение и .отвод захватов без остановки ротора повьш1ают производительность устройства, а взаимная ориентация заготовок и инструментов нанесения глазури позволяет уменьшить свободную поверхность глазури, что снижает колебание ее вязкости и улучшает качество изделий.,
„
35 Формула изобретения
1. Устройство для нанесения покрытия на заготовки конденсаторов, содержащее механизм загрузки заготовок, накопитель в виде вибролотка, механизм ориентации, механизм подачи заготовок, механизм транспортирования в виде ротора с захватами, толкателем и неподвижным копиром и цепного транспортера с держателями заготовок, механизм металлизации, механизм нанесения, глазури, узлы термообработки, узел охлаждения и узел сортировки, отличающееся тем, что, с целью повышения производительности и улучшения качества изделий, механизм ориентации заготовок установлен между механизмом загрузки и накопителем, механизм подачи заготовок .выполнен в виде криволинейной направляющей с вакуумным фиксатором заготовок и рычага с подпружиненным упором на его конце, а механизм транспортирования снабжен дополнительным
0
5
0
неподвижным копиром, установленным с возможностью взаимодействия с захватами ротора, причем механизм нанесения глазури установлен с возможностью поворота относительно оси, параллельной оси pofopa механизма транспортирования, и снабжен направ- ляюпцти, установленными с возможностью взаимодействия с держателями заготовок цепного транспортера.
2. Устройство по п. 1, отличающееся тем, что ширина .рабочей части толкателя механизма транспортирования выполнена равной 2/3 углового шага распопожения захватов на его роторе.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытий на заготовки конденсаторов | 1985 |
|
SU1247958A1 |
| Устройство для нанесения покрытия на заготовки конденсаторов | 1987 |
|
SU1499411A1 |
| Устройство для нанесения и термообра-бОТКи пОКРыТия HA зАгОТОВКАХ КОНдЕНСАТОРОВ | 1979 |
|
SU847387A1 |
| Устройство для перемещения радиодеталей преимущественно в установках металлизации и сборки радиодеталей с выводами | 1987 |
|
SU1451882A1 |
| Устройство для нанесения металлосодержащей пасты на торцы плоских заготовок,преимущественно керамических конденсаторов | 1981 |
|
SU991524A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
| Устройство для нанесения металлосодержащей пасты на керамические заготовки конденсаторов | 1990 |
|
SU1721650A1 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТОК ИЗ ПРИРОДНОГО КАМНЯ | 1993 |
|
RU2046711C1 |
| Устройство для производства глазированных пряников с начинкой | 1982 |
|
SU1050629A1 |


Изобретение относится к области производства радиодеталей. Цель изобретения - повышение производительности в работе и улучшение качества изделий. Заготовки ориентируются на входе в вибролоток накопителя и по криволинейной направляющей упором рычага подаются к вакуумному фиксатору. Захватами транспортирующего ротора заготовки подаются на позицию металлизации. Затем захваты вдвигаются в ротор направляющей и поступают в узел термообработки. Перегрузчик передает заготовки в держатели цепного транспортера. Держатели взаимодействуют с направляющими механизма нанесения глазури и ориентируют заготовки относительно его наносящих инструментов. После прохождения узла термообработки и узла охлаждения заготовки сортируются по емкости.1 з.п. ф-лы, 4 ил.
30
Фиг.Г
77
16
Фиг. 2
фиг.З
сз
4S
3
(DUl
| Устройство для нанесения покрытий на заготовки конденсаторов | 1985 |
|
SU1247958A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
