Изобретение относится к обработке металлов давлением и может быть использовано при изотермической штамповке методом обработки деталей типа манжет с овальным отбортованным отверстием из труднодеформируемых в холодном состоянии материалов, например, титановых сплавов.
Целью изобретения является повышение надежности за счет упрощения конструкции устройства.
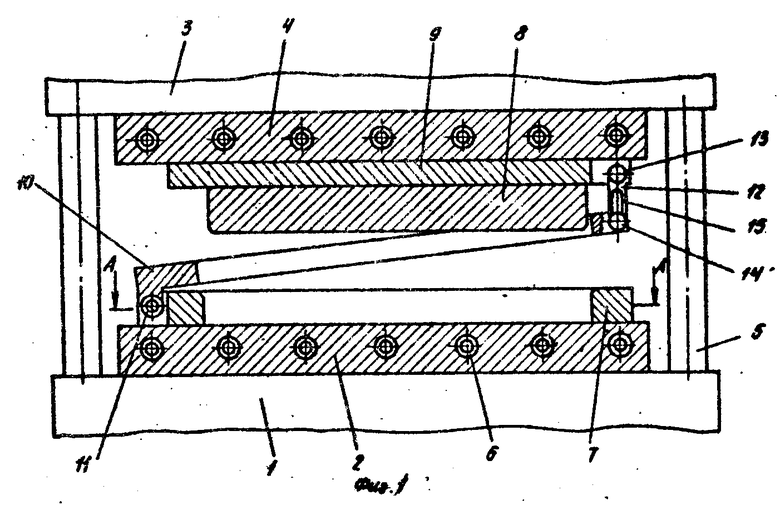
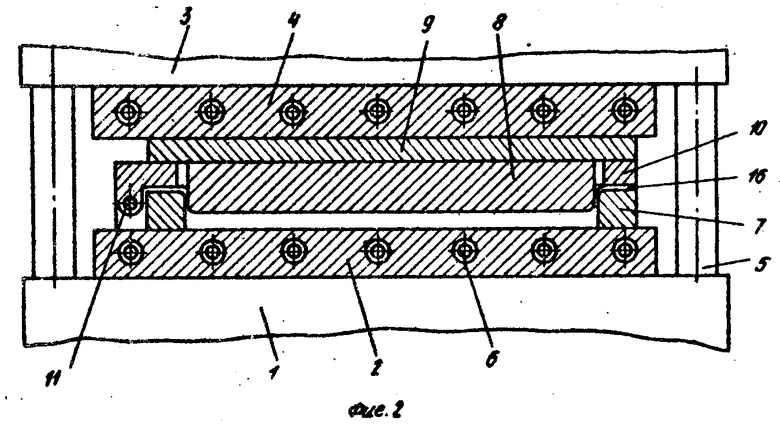
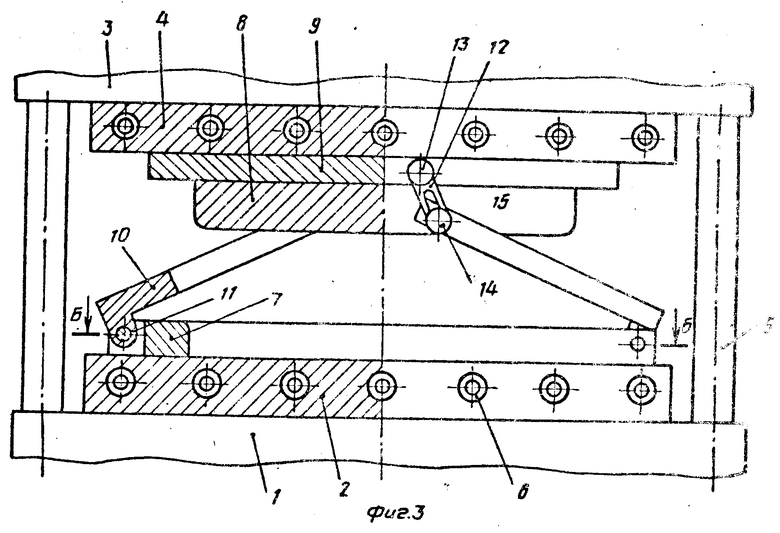
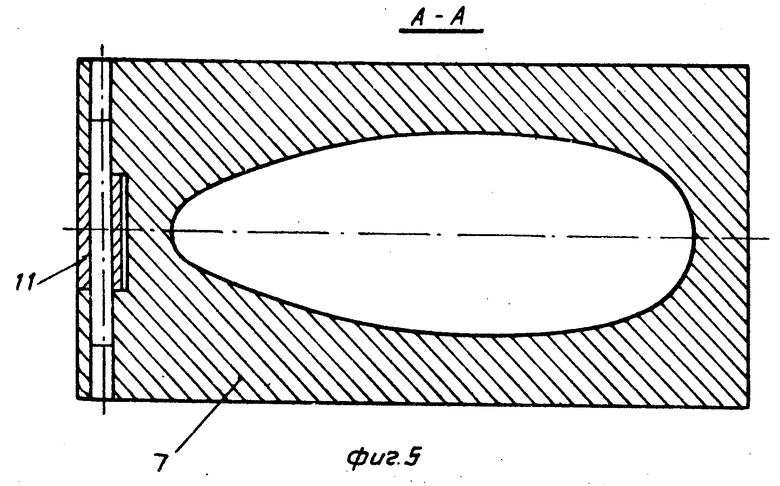
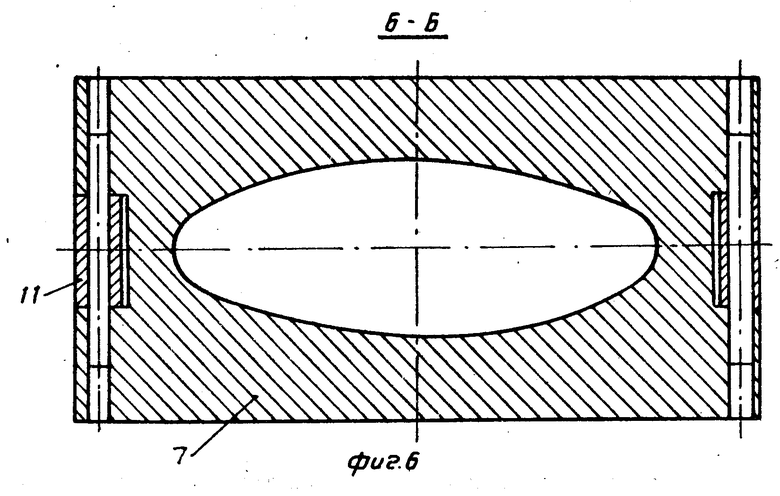
На фиг. 1 показано устройство для изотеpмической штамповки с прижимом в раскрытом положении; на фиг.2 то же, в конце рабочего хода с отштампованной деталью; на фиг.3 устройство для изотермической штамповки с составным прижимом в раскрытом положении; на фиг.4 то же, в конце рабочего хода с отштампованной деталью; на фиг.5 сечение А-А на фиг.1 по матрице для случая, когда один из противоположных радиусов отверстия значительно больше другого; на фиг.6 сечение Б-Б на фиг.3 по матрице для случая, когда противоположные радиусу отверстия одинаковы.
Устройство содержит пресс, имеющий плиту 1 с нижней нагревательной плитой 2, траверсу 3 с верхней нагревательной плитой 4 и колонны 5.В нагревательных плитах 2 и 4 установлены нагреватели 6. На пресс установлен штамп, состоящий из матрицы 7, пуансона 8 с пуансонодержателем 9 и прижима 10. В зависимости от формы отбортованного отверстия в детали прижим может быть целым (фиг.1) или составным (фиг.3). Прижим 10 или его части связаны шарниром 11 с матрицей 7 со стороны отверстия, имеющей наименьший радиус закругления.
Другой конец прижима 10 или каждой его части связан при помощи тяги 12 и осей 13 и 14 с пуансонодержателем 9. Тяга имеет паз 15 для обеспечения хода пуансона относительно прижима. Деталь обозначена позицией 16.
Устройство работает следующим образом.
Перед началом работы штамп совместно с нагревательными плитами 2 и 4 нагревают при помощи нагревателей 6 до необходимой температуры. Затем при раскрытом положении устройства на матрицу 7 устанавливают заготовку с отверстием (на чертеже не показана).
После прогрева заготовки включают ход пресса вниз, при этом прижим 10 (или его части) поворачивается на шарнире 11 до соприкосновения с заготовкой и зажимает ее со стороны размещения шарнира. Пуансон 8 продолжает движение вниз и отбортовывает отверстие в детали 16. В конце хода пуансонодержатель 9 нажимает на прижим 10, тем самым осуществляя калибровку фланца у детали. После этого включают ход пресса вверх и производят съем отштампованной детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для вытяжки и обрезки в ленте | 1979 |
|
SU871905A1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2000 |
|
RU2194590C2 |
| Штамп для вытяжки деталей иОбРЕзКи пРипуСКА | 1976 |
|
SU816626A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| Штамп совмещенного действия | 1991 |
|
SU1814577A3 |
| Устройство для глубокой вытяжки заготовок из труднодеформируемого материала | 2022 |
|
RU2785759C1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| Способ изготовления деталей и устройство для его осуществления | 1987 |
|
SU1548062A1 |
| Штамп для вытяжки крупногабаритных деталей | 2016 |
|
RU2631070C2 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |

Изобретение относится к обработке металлов давлением, в частности к устройствам для изотермической штамповки. Цель изобретения - повышение надежности за счет упрощения конструкции. Устройство имеет матрицу с отверстием, пуансон, рычажный прижим и систему нагрева. Рычажный прижим соединен с матрицей шарниром, размещенным со стороны участка отверстия матрицы меньшего радиуса. При перемещении вниз пуансона прижим поворачивается на шарнире до соприкосновения с заготовкой, размещенной в матрице. В конце рабочего хода пуансона пуансонодержатель воздействует на прижим, который калибрует фланец детали. 6 ил.
УСТРОЙСТВО ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ деталей преимущественно с фланцем и отверстием переменного радиуса, содержащее матрицу с отверстием, пуансон, рычажный прижим, а также систему нагрева, отличающееся тем, что, с целью повышения надежности за счет упрощения конструкции, рычажный прижим соединен с матрицей шарниром, размещенным со стороны участка отверстия матрицы меньшего радиуса.
| Технология листовой штамповки титановых сплавов | |||
| Обзор отечественного опыта, НИАТ, 1986, с.16, 21. |
