Известные способы высадки на концах труб в несколько переходов не обеспечивают получения толстых буртов сложной конфигурации на тонкостенных трубах.
Предлагаемый способ позволяет получать вышеописанные формы на тонкостенных трубах за счет того, что трубу высаживают на ступенчатой оправке, помещенной в ней, с применением ограничительного кольца, охватывающего трубу снаружи (набор металла внутрь); затем раздают высаженную часть трубы путем выдвижения из нее оправки, выполненной для этого с заходным конусом. Окончательное формообразование осуществляют обычным способом.
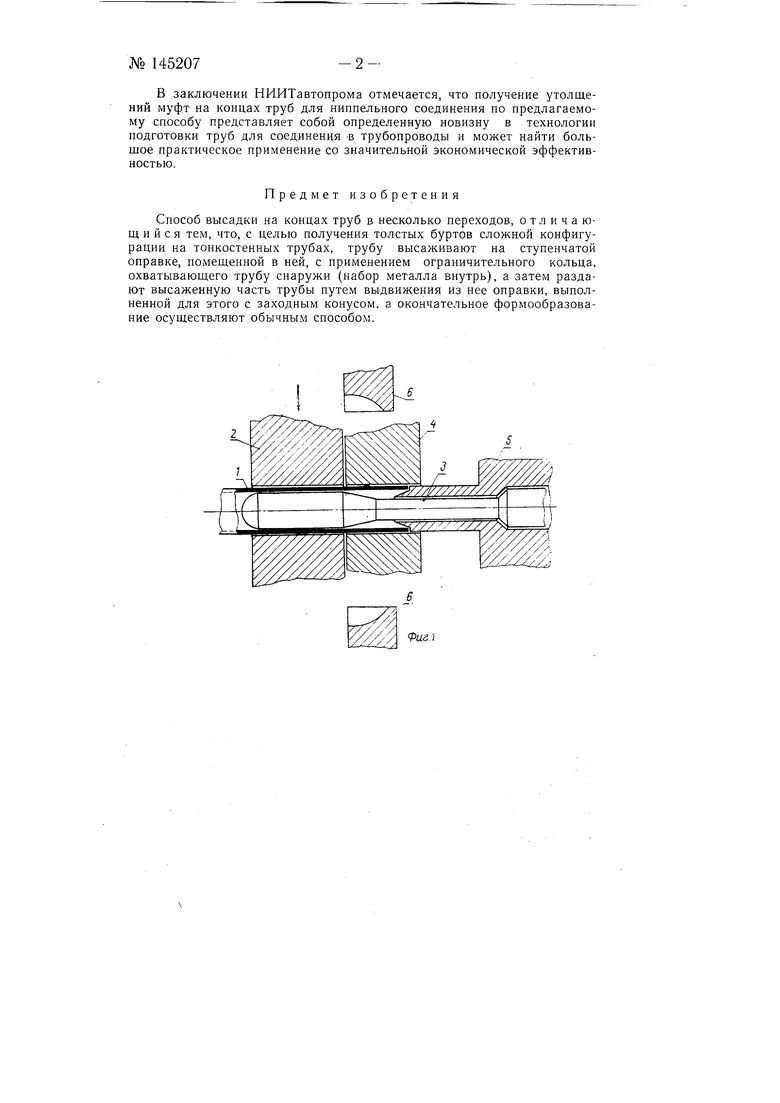
Последовательность высадки конца трубы по предлагаемому способу показана на фиг. 1-4.
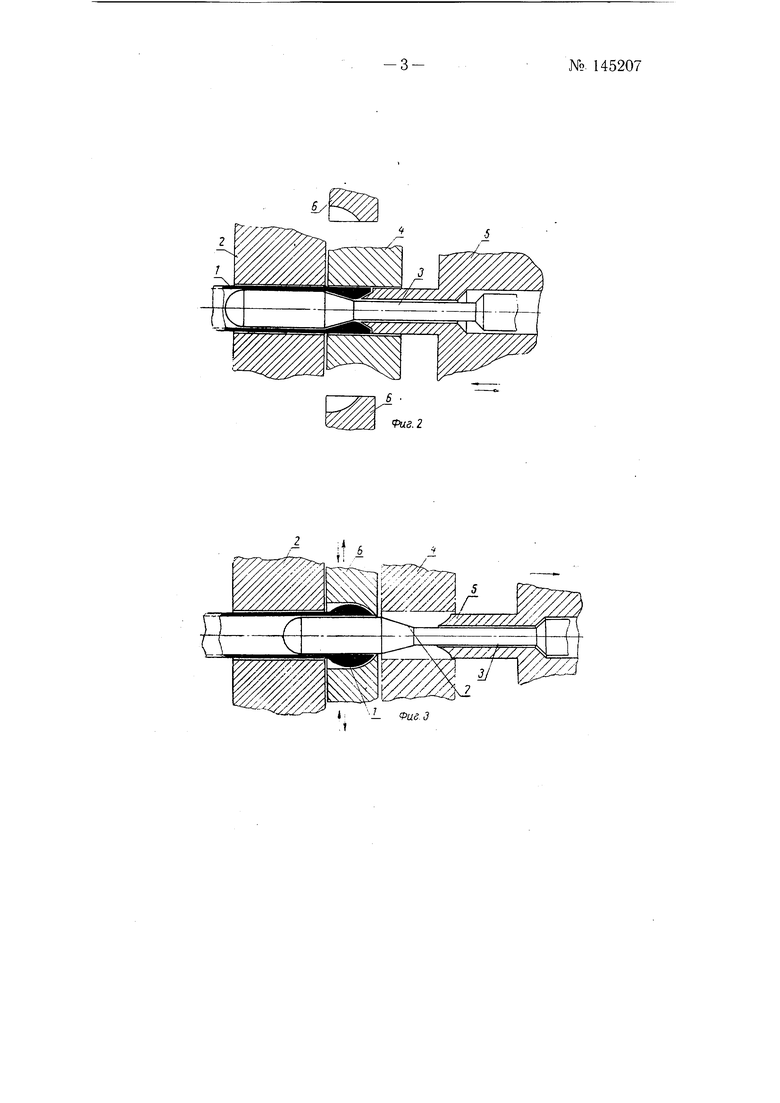
На первом переходе (фиг. 1 и 2) происходит высадка свободного конца трубы /, зажатой специальным устройством 2 с набором металла внутрь. Зона деформации при этом ограничена внутри трубы ступенчатой оправкой 5, а снаружи - втулкой 4. Высадка производится матрицей 5.
При обратном движении матрица 5 захватывает втулку 4 и оправку 3, устройство 2 освобождает трубу /, и последняя упирается своим высаженным концом в матрицу 6 предварительной формовки сферы, подощедшую вместо втулки 4. Так как оправка 3 имеет заходный конус 7, то она при отходе этим концом раздает высаженную часть трубы (фиг. 3).
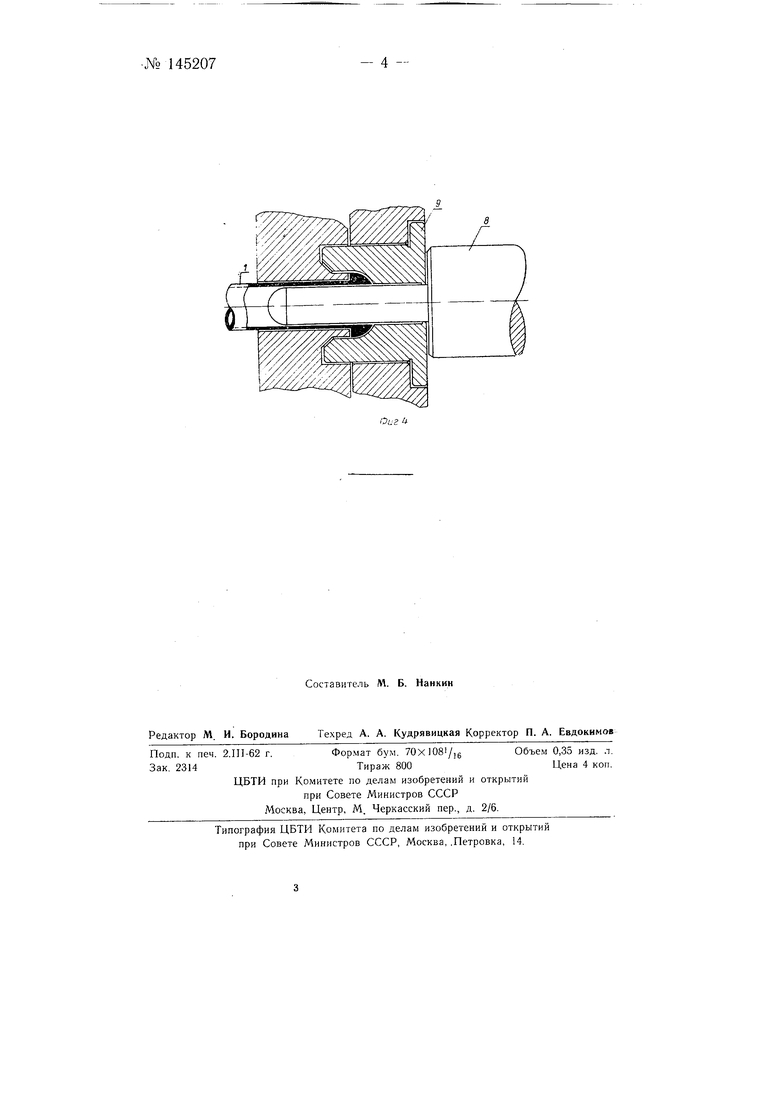
Окончательное формообразование производится вторым переходом- в закрытом штампе (фиг. 4). Труба / вместе с пуансоном 8 зажимается и при движении матрицы 9 влево производится оформление сферической части.
В заключении НИИТавтопрома отмечается, что получение утолщений муфт на концах труб для ниппельного соединения по предлагаемому способу представляет собой определенную новизну в технологии подготовки труб для соединения в трубопроводы и может найти большое практическое применение со значительной экономической эффективностью.
Предмет изобретения
Способ высадки на концах труб в несколько переходов, отличающийся тем, что, с целью получения толстых буртов сложной конфигурации на тонкостенных трубах, трубу высаживают на ступенчатой оправке, помещенной в ней, с применением ограничительного кольца, охватывающего трубу снаружи (набор металла внутрь), а затем раздают высаженную часть трубы путем выдвижения из нее оправки, выполненной для этого с заходным конусом, а окончательное формообразование осуществляют обычным способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комбинированной высадки концов труб | 2018 |
|
RU2686503C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| Способ изготовления труб с утолщенными концами | 1988 |
|
SU1547932A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНИЧЕСКОЙ РЕЗЬБЫ НА ТРУБАХ МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2015 |
|
RU2644837C2 |
| Способ высадки концов тонкостенных трубных заготовок | 1984 |
|
SU1245392A1 |
| Штамп для объемного деформирования | 1988 |
|
SU1593774A1 |
| ПУАНСОН ДЛЯ ВЫСАДКИ КОНЦОВ ТРУБ | 2010 |
|
RU2446905C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА "СТАКАН С ФЛАНЦЕМ" | 2011 |
|
RU2478017C2 |
Риз.2
