hфив.1
возможностей при установке различных по высоте сменных формующих вклады- . шей. Пресс-форма для изготовления выплавляемых моделей содержит подвижную опорную плиту с литниковой втулкой 2, фланцем 3, обоймой Д со сменным формующим вкладышем 5.- На неподвижной опорной плите 6 установлены опора 7, подкладная плита 8, прокладки 9 и 10 и обойма 11 со сменным формующим вкладышем 12. В пространстве между неподвижной опорной плитой 6, опорами 7 и подкладной плитой 8 расположена с возможностью перемещения вдоль дси пресс-формы система выталкивания 13 с держателем выталкивателей 14, выталкивателями 15. С наружной стороны пресс-формы к обоймам 4 и 11 присоединены съемньТе планки 16 и 17 с элементами уплотнения 18 штуцеров 19 с гладкими наружными цилиндрическими поверхностями, для подвода охлаждающей жидкости к сменным формукяцим вкладыгаам 5 и 12. В прокладках 9 и 10 выполнены дополнительные Т-образные пазы для установки сменных формующих вкладышей, аналогичные пазу 21 обоймы 4 и пазу 22 обоймы 11. В сменных формующих вкладышах 5 и 12 выполнены бурты. 23. Аналогичные бурты выполнены в держателе выталкивателей 14. Сменные формующие вкладьшш 5 и 12 с держателем выталкивателей 14 и выталкивателями 15 образуют сменный формующий пакет для изготовления выплавляемых моделей. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1986 |
|
SU1503973A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1292904A1 |
| Пресс-форма для выплавляемых моделей | 1986 |
|
SU1430177A1 |
| Блок-форма для изготовления полимерных изделий | 1978 |
|
SU710814A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1987 |
|
SU1655652A1 |
| Направляющий башмак шахтного подъемного сосуда | 1987 |
|
SU1504193A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2026142C1 |
| Закрытый штамп | 1979 |
|
SU863129A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2110360C1 |
| Универсальный блок для быстросменных пакетов пресс-форм литья под давлением | 1991 |
|
SU1792361A3 |
Изобретение относится к производству литейных форм для изготовления выплавляемых моделей. Цель изобретения - расширение технологических г- . , 2 J 1C (Л ел ю 05 со 17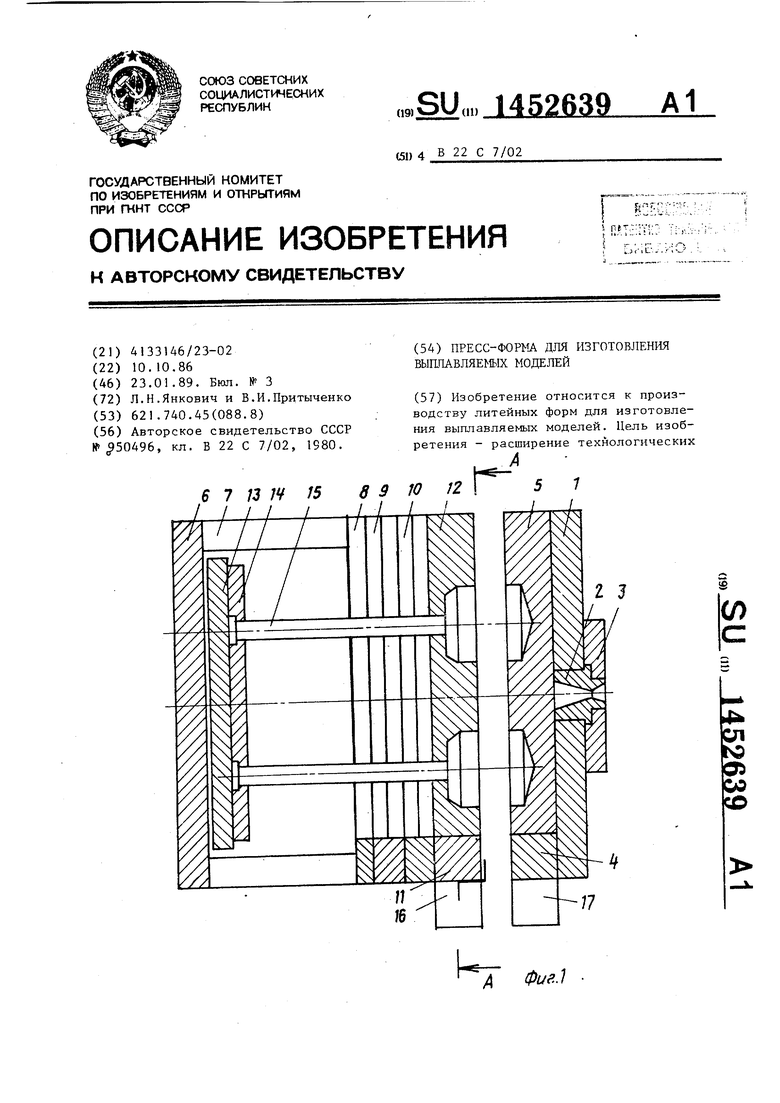
1
Изобретение относится к производству литейных форм по выплавляемым моделям и может быть использовано для изготовления выплавляемых моде- с лей.
. Целью изобретения является расширение технологических возможностей при установке различных по высоте сменных формуюпщх вкладышей. ю
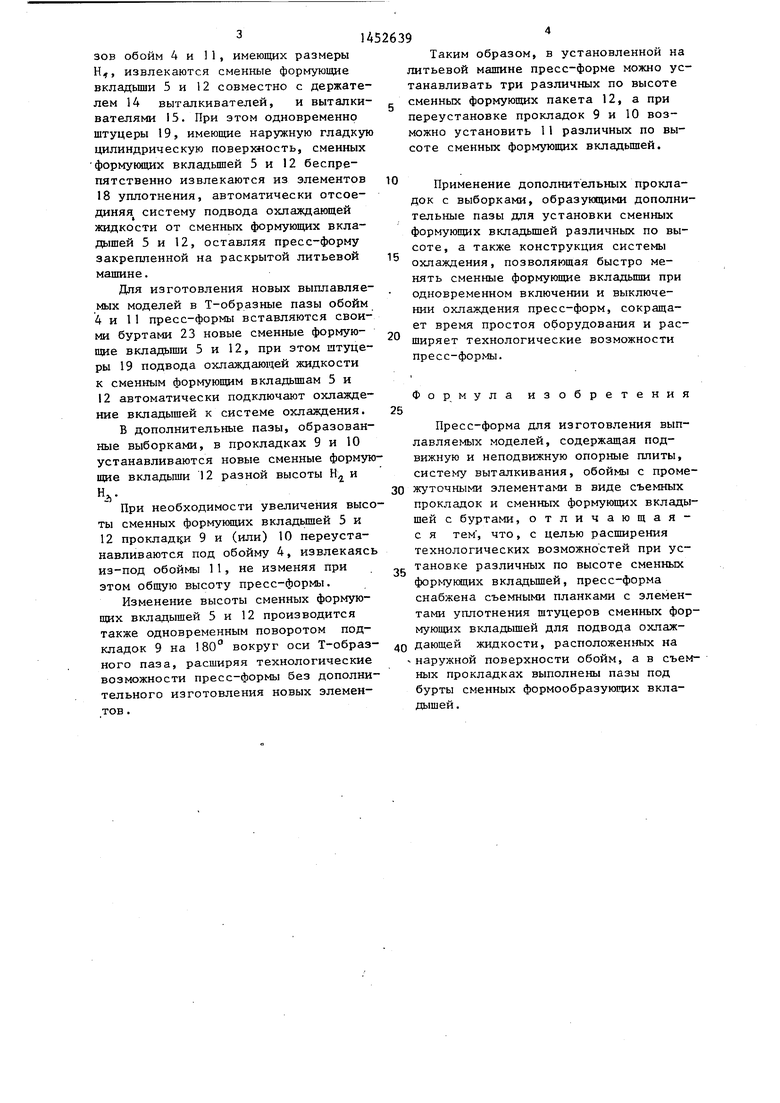
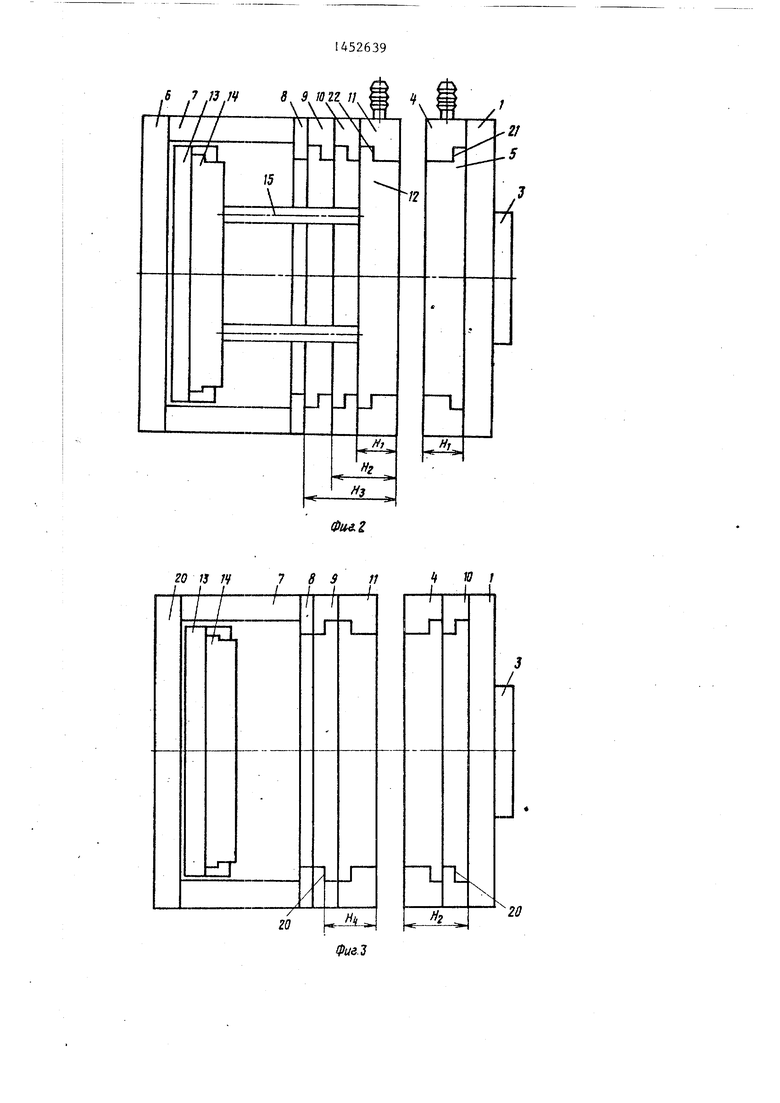
На фиг. представлена пресс-форма; на фиг.2 - то же, вид сверху; на фиг.З - вариант перестройки пресс- формы под различные по ззысоте сменные формующие вкладыши; на фиг.4 - 15 сечение А-А на фиг.1; на фиг.5 - замена сменного формующего вкладьшза в пресс-форме.
Пресс-форма для изготовления вы- 20 плавляемых моделей содержит подвижную опорную плиту. 1 с литниковой втулкой 2, фланцем 3, обоймой 4 со сменным формуюпщм вкладьшем 5. На неподвижной опорной плите 6 установ- 25 лены опоры 7, подкладная плита 8, прокладки 9 и 10 и обойма 11 со сменным формующим вкладьшем 12. В пространстве между неподвижной опорной плитой 6, опорами 7 и подкладной пли- 39 ой 8 расположена с возможностью пеемещения вдоль оси пресс-формы система 13 выталкивания с держателем 14 выталкивателей и выталкивателями 15. С наружной стороны пресс-формы к обоймам 4 и 1I присоединены сьемные планки 16 и 7 с элементами 18 уплотнения штуцеров 19 с гладкими наружными цилиндрическими поверхностями для подвода охлаждающей жидкости к сменным формующим вкладьшшм 5 и 12,
В прокладках 9 и 10 выполнены выборки 20, образуя дополнительные Т- образные пазы для установки сменных формующих вкладьш1ей 5 и 12, аналогичные пазу 21 обоймы 4 и пазу 22 обоймы 1 1 .
В сменных формующих вкладьшгах 5 и 12 выполнены бурты 23. Аналогичные бурты выполнены в держателе выталкивателей 14.
Сменные формующие вкладьши 5 и 12 совместно с держателем 14 выталкивателей и выталкивателями 15 образуют сменный формующий пакет для изготовления выплавляемых моделей.
Пресс-форма для изготовления выплавляемых моделей работает следующим образом.
После изготовления партии выплавляемых моделей производится р аскры- тие пресс-формы литьевой маши ной и из раскрытой пресс-формы вдоль пазов обойм 4 и 11, имеющих размеры Н, извлекаются сменные формующие вкладыши 5 и 12 совместно с держателем 14 выталкивателей, и выталкивателями 15. При этом одновременно штуцеры 19, имеющие наружную гладкую цилиндрическую поверхность, сменных формующих вкладьшей 5 и 12 беспрепятственно извлекаются из элементов 18 уплотнения, автоматически отсоединяя систему подвода охлаждающей жидкости от сменных формующих вкладьшей 5 и 12, оставляя пресс-форму закрепленной на раскрытой литьевой мапшне.
Для изготовления новых выплавляемых моделей в Т-образные пазы обойм 4 и 11 пресс-формы вставляются своими буртами 23 новые сменные формующие вкладыши 5 и 12, при этом штуцеры 19 подвода охлаждающей жидкости к сменным формующим вкладьшхам 5 и 12 автоматически подключают охлаждение вкладышей к системе охлаждения.
В дополнительные пазы, образованные выборками, в прокладках 9 и 10 устанавливаются новые сменные формующие вкладьпии 12 разной высоты Н и
Н
-V
При необходимости увеличения высоты сменных формующих вкладьш1ей 5 и 12 проклад1«и 9 и (или) 10 переустанавливаются под обойму 4, извлекаясь из-под обоймы 11, не изменяя при этом общую высоту пресс-формы.
Изменение высоты сменных формующих вкладышей 5 и 12 производится также одновременным поворотом подкладок 9 на 180° вокруг оси Т-образного паза, расширяя технологические возможности пресс-формы без дополнительного изготовления новых элементов .
5
0
Таким образом, в установленной на литьевой малшне пресс-форме можно устанавливать три различных по высоте сменных формующих пакета 12, а при переустановке прокладок 9 и 10 возможно установить 11 различных по высоте сменных формующих вкладышей.
Применение дополнительных прокладок с выборками, образующими дополнительные пазы для установки сменных формующих вкладьш1ей различных по высоте, а также конструкция системы охлаждения, позволяющая быстро менять сменные формующие вкладьшш при одновременном включении и выключении охлаждения пресс-форм, сокращает время простоя оборудования и расширяет технологические возможности пресс-формы.
Формула изобретения
5
Пресс-форма для изготовления выплавляемых моделей, содержащая подвижную и неподвижную опорные плиты, систему выталкивания, обоймы с промежуточными элементами в виде съемных прокладок и сменных формующих вкладышей с буртами, отличающая- с я тем , что, с целью расширения технологических возможностей при установке различных по высоте сменных формукщих вкладьш1ей, пресс-форма снабжена съемными планками с элементами уплотнения штуцеров сменных формующих вкладьшей для подвода охлаж40 дающей жидкости, расположенных на наружной поверхности обойм, а в съемных прокладках выполнены пазы под бурты сменных формообразующих вкладышей .
0
го 13 J4 1 8 5 11 W /
Составитель И.Бердников Редактор В.Бугренкова Техред А.Кравчук
J2
Корректор Э.Лончакова
| Температурный компенсатор для карбюраторов | 1936 |
|
SU50496A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
