Изобретение относится к металлургии, а именно к машинам непрерывного литья полых заготовок (МНЛПЗ)
Целью изобретения является повышение качества заготовок и стабильности процесса литья.
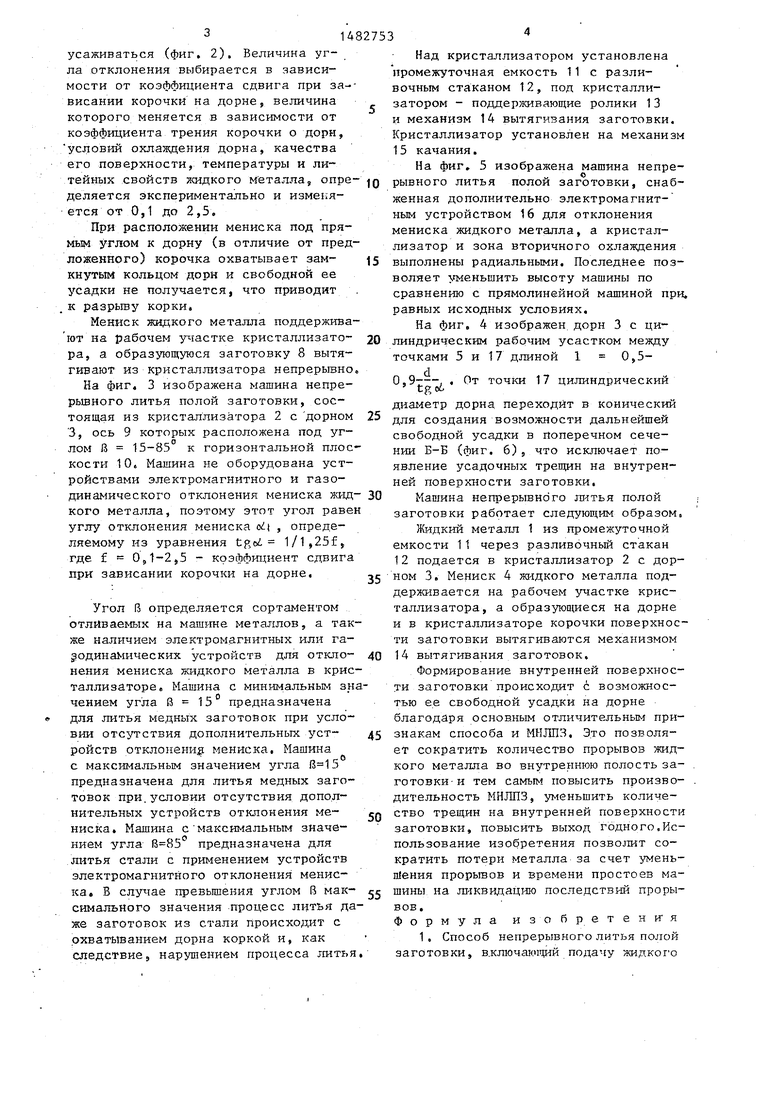
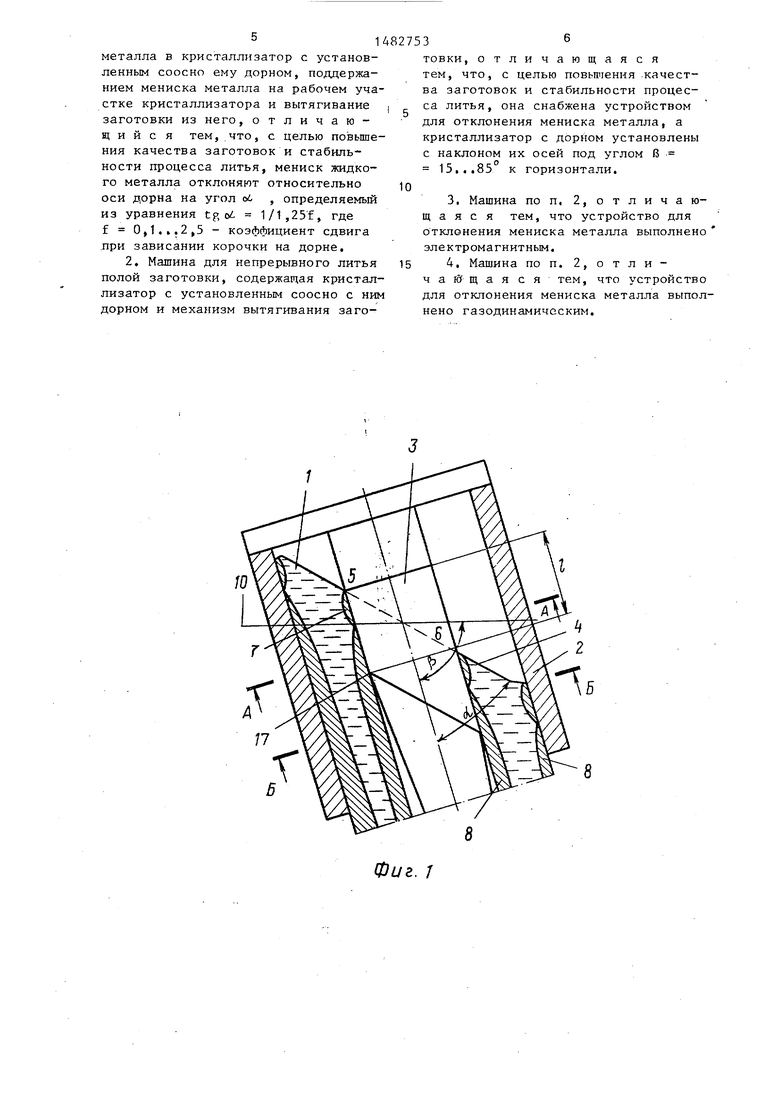
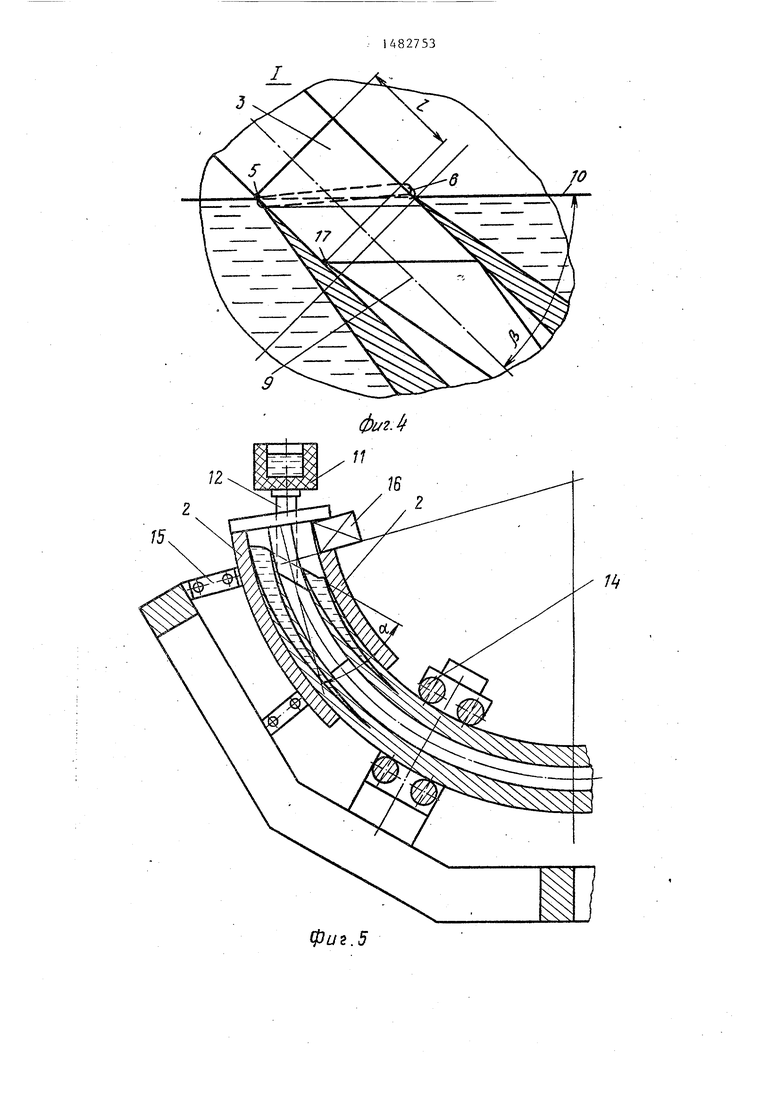
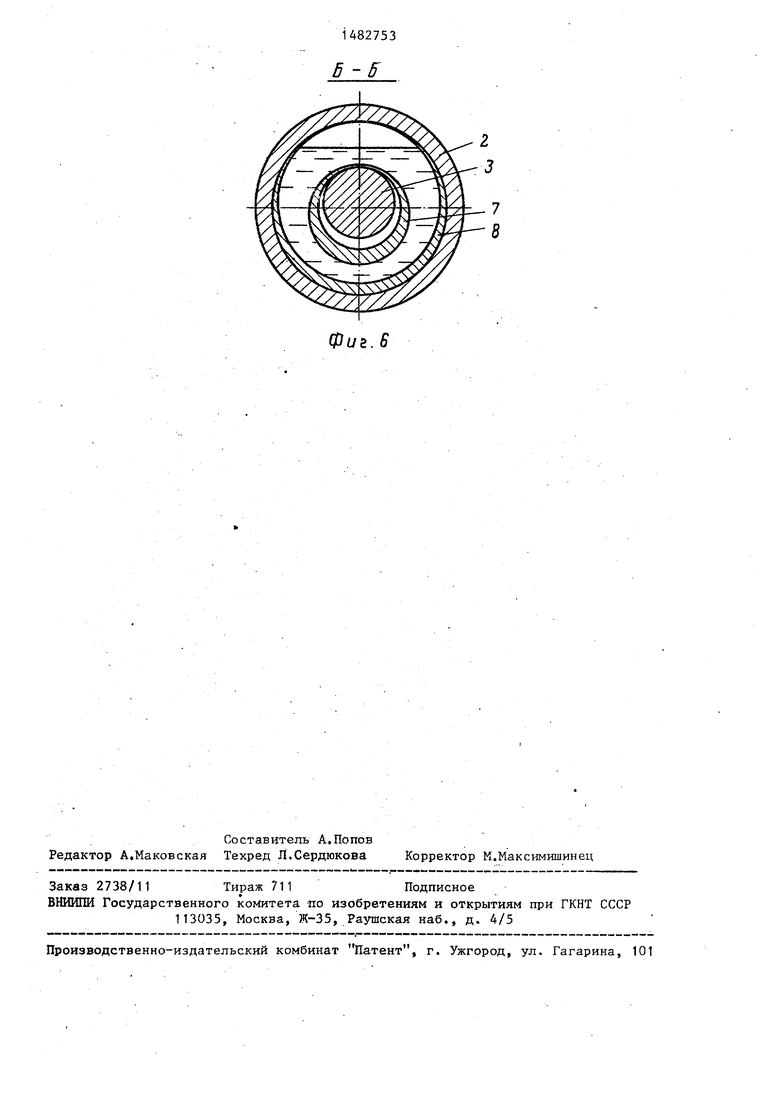
На фиг. 1 изображена МНЛПЗ с заготовкой, формируемой с отклонением мениска, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1 на фиг. 3 - МНЛПЗ, вариант исполнения, продольный разрезу на фиг. 4 - узел I на фиг. 3 (укрупненный разрез рабочего участка дорна МНЛПЗ)i на фиг. 5 - МНЛПЗ, вариант исполнения, продольный разрез; на фиг. 6 - разрез Б-Б на фиг. 1.
Способ осуществляют следующим об- разом.
Жидкий металл 1 (фиг. 1) подают в наклонный кристаллизатор 2 с дорном
3, при этом мениск 4 жидкого металла отклоняется на угол od от оси дорна в зависимости от наличия внешних воз действий на жидкую сердцевину (в вертикальном кристаллизаторе без электромагнитного или газодинамического поля этот угол равен 90°). Угол отклонения мениска от оси дорна складывается из угла отклонения дорна от вертикали и углов отклонения от воздействия электромагнитного и/или газодинамического полей, Кристилли- зующиеся корочки,образующие наружную и внутреннюю поверхности заготовки, оказываются повернутыми на- угол oi от оси дорна. Формирование заготовки на участке дорна между точками 5 и 6 происходит без схватывания flopifa потому, что поперечные сечения (А-А) корочки 7 остаются незамкнутыми и имеют возможность свободно
314827534
усаживаться (фиг. 2). Величина уг- Над кристаллизатором установлена
промежуточная емкость 11 с разливочным стаканом 12, под кристаллила отклонения выбирается в зависимости от коэффициента сдвига при за-- висании корочки на дорне, величина которого меняется в зависимости от коэффициента трения корочки о дорн, условий охлаждения дорна, качества его поверхности, температуры и лие затором - поддерживающие ролики 13 и механизм 14 вытягивания заготовки.
Кристаллизатор установлен на механизм 15 качания.
На фиг 5 изображена машина непре- тейных свойств жидкого металла, опре- JQ рывного литья полой заготовки, снаб- деляется экспериментально и измеья- женная дополнительно электромагнит- ется от 0,1 до 2,5.ным устройством 16 для отклонения
При расположении мениска под пря- мениска жидкого металла, а кристал- мым углом к дорну (в отличие от пред- лизатор и зона вторичного охлаждения ложенного) корочка охватывает зам- $ выполнены радиальными. Последнее поз- кнутым кольцом дорк и свободной ее усадки не получается, что приводит к разрыву корки.
Мениск жидкого металла поддерживают на рабочем участке кристаллизато- 20 линдрическим рабочим усастком между ра, а образующуюся заготовку 8 вытя- точками 5 и 17 длиной 1 0,5- гивают из кристаллизатора непрерывно. На фиг. 3 изображена машина непрерывного литья полой заготовки, состоящая из кристаллизатора 2 с дорном 25 для создания возможности дальнейшей 3, ось 9 которых расположена под уг- свободной усадки в поперечном сече- лом J3 15-85 к горизонтальной плоскости 10. Машина не оборудована устройствами электромагнитного и газодинамического отклонения мениска жид- 30 кого металла, поэтому этот угол равен углу отклонения мениска oL , опредеволнет уменьшить высоту машины по сравнению с прямолинейной машиной при. равных исходных условиях.
На фиг. 4 изображен дорн 3 с ци0,9. . От точки 17 цилиндрический
tgo6
диаметр дорна переходит в конический
нии Б-Б (фиг. 6), что исключает появление усадочных трещин на внутренней поверхности заготовки.
Машина непрерывного литья полой заготовки работает следующим образом.
Жидкий металл 1 из промежуточной емкости 11 через разливочный стакан 12 подается в кристаллизатор 2 с дор- 35 ном 3. Мениск 4 жидкого металла поддерживается на рабочем участке кристаллизатора, а образующиеся на дорне и в кристаллизаторе корочки поверхности заготовки вытягиваются механизмом
ляемому из уравнения tgei 1/1,25f, где f 091-2,5 - коэффициент сдвига при зависании корочки на дорне.
Жидкий металл 1 из промежуточной емкости 11 через разливочный стакан 12 подается в кристаллизатор 2 с дор- 35 ном 3. Мениск 4 жидкого металла поддерживается на рабочем участке кристаллизатора, а образующиеся на дорне и в кристаллизаторе корочки поверхности заготовки вытягиваются механизмом
Угол В определяется сортаментом отливаемых на машине металлов, а также наличием электромагнитных или газодинамических устройств для откло- 40 14 вытягивания заготовок, нения мениска жидкого металла в крис- Формирование внутренней поверхносе затором - поддерживающие ролики 13 и механизм 14 вытягивания заготовки.
мениска жидкого металла, а кристал- лизатор и зона вторичного охлаждения выполнены радиальными. Последнее поз-
линдрическим рабочим усастком между точками 5 и 17 длиной 1 0,5- для создания возможности дальнейшей свободной усадки в поперечном сече-
волнет уменьшить высоту машины по сравнению с прямолинейной машиной при. равных исходных условиях.
На фиг. 4 изображен дорн 3 с цилиндрическим рабочим усастком между точками 5 и 17 длиной 1 0,5- для создания возможности дальнейшей свободной усадки в поперечном сече-
0,9. . От точки 17 цилиндрический
tgo6
диаметр дорна переходит в конический
линдрическим рабочим усастком между точками 5 и 17 длиной 1 0,5- для создания возможности дальнейшей свободной усадки в поперечном сече-
нии Б-Б (фиг. 6), что исключает появление усадочных трещин на внутренней поверхности заготовки.
Машина непрерывного литья полой заготовки работает следующим образом.
Жидкий металл 1 из промежуточной емкости 11 через разливочный стакан 12 подается в кристаллизатор 2 с дор- ном 3. Мениск 4 жидкого металла поддерживается на рабочем участке кристаллизатора, а образующиеся на дорне и в кристаллизаторе корочки поверхности заготовки вытягиваются механизмом
14 вытягивания заготовок, Формирование внутренней поверхнос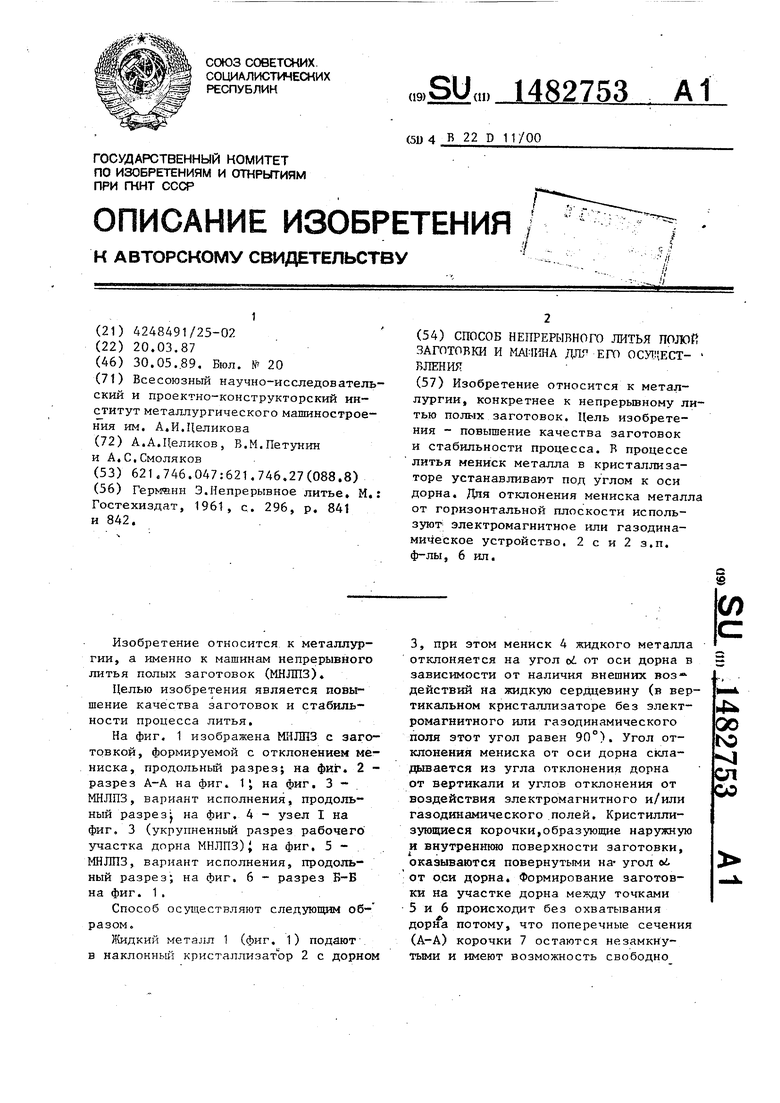
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2112623C1 |
| ДОРН С ИЗМЕНЯЮЩЕЙСЯ КОНУСНОСТЬЮ РАБОЧЕЙ ПОВЕРХНОСТИ ДЛЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 2013 |
|
RU2516414C1 |
| Устройство для непрерывного литья полых заготовок | 1987 |
|
SU1444064A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПОЛЫХ ЗАГОТОВОК | 1990 |
|
RU2017569C1 |
| ДОРН КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 2013 |
|
RU2517094C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
| Способ непрерывного горизонтального литья чугунных полых заготовок | 1985 |
|
SU1292908A1 |
| Способ непрерывного литья полых заготовок и устройство для его осуществления | 1984 |
|
SU1284652A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1982 |
|
SU1112643A1 |
| Способ непрерывного изготовления металлических полых заготовок и устройство для его осуществления | 1981 |
|
SU1087056A3 |
Изобретение относится к металлургии, конкретнее к непрерывному литью полых заготовок. Целью изобретения является повышение качества заготовок и стабильности процесса. В процессе литья мениск металла в кристаллизаторе устанавливают под углом к оси дорна. Для отклонения мениска металла от горизонтальной плоскости используют электромагнитное или газодинамическое устройство. 2 с. и 2 з.п. ф-лы, 6 ил.
таллизаторе. Машина с минимальным значением угла В 15° предназначена для литья медных заготовок при условии отсутствия дополнительных устройств отклонении мениска. Машина с максимальным значением угла предназначена для литья медных загодительность МНЛПЗ, уменьшить количе- 5Q ство трещин на внутренней поверхности заготовки, повысить выход годного,Использование изобретения позволит сократить потери металла за счет уменьшения прорывов и времени простоев мака. В случае превышения углом В мак- « шины на ликвидацию последствий проры- симального значения процесс литья да- BOB.
же заготовок из стали происходит с Формула изобретения схватыванием дорна коркой и, как 1. Способ непрерывного литья полой следствие, нарушением процесса литья. заготовки, включающий подачу жидкого
товок при.условии отсутствия дополнительных устройств отклонения мениска. Машина с максимальным значением угла предназначена для литья стали с применением устройств электромагнитного отклонения менисти заготовки происходит с возможностью ее свободной усадки на дорне благодаря основным отличительным при- знакам способа и МНЛПЗ, Это позволяет сократить количество прорывов жидкого металла во внутреннюю полость заготовки и тем самым повысить произво514
металла в кристаллизатор с установленным соосно ему дорном, поддержанием мениска металла на рабочем участке кристаллизатора и вытягивание заготовки из него, отличающийся тем, что, с целью повышения качества заготовок и стабильности процесса литья, мениск жидкого металла отклоняют относительно оси дорна на угол об , определяемый из уравнения tg oЈ 1/1,25f, где f 0,1...2,5 - коэффициент сдвига при зависании корочки на дорне.
8
Фиг. 1
«м
со
Г
в
со
СО
72
15
Фиг.5
$1/2.4
Фиг,6
| Э.Непрерывное литье, М.: Гостехиздат, 1961, с | |||
| ДЖИНО-ПРЯДИЛЬНАЯ МАШИНА | 1920 |
|
SU296A1 |
| Приспособление к паровозному реверсу | 1924 |
|
SU841A1 |
