1
. Изобретение относится к порошковой металлургии, в частности к устройствам для нанесения покрытий из металлических порошков на поверхности изделий. .
Цель изобретения - расширение технологических возможностей за. счет нанесения покрытий на скошенные поверхности изделий,
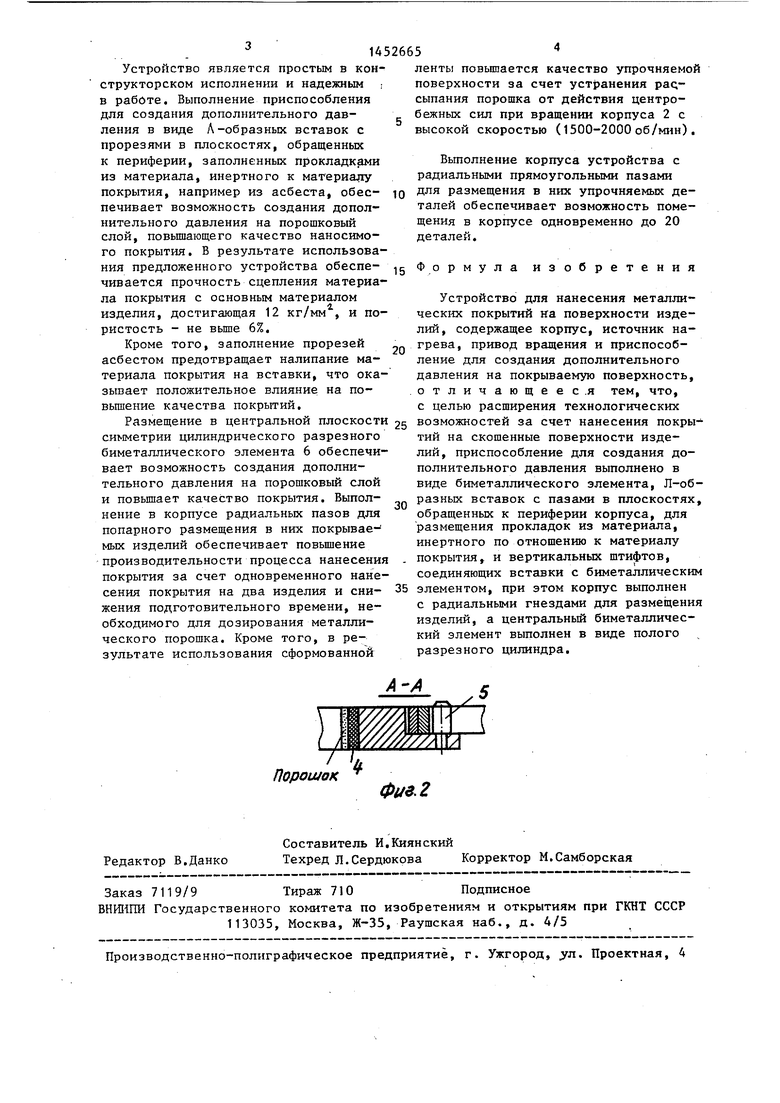
На фиг.1 показана схема предложенного устройства, вид сверху} на фиг.2- сечение А-А на фиг.1.
Устройство для нанесения метгиши- ческих покрытий состоит из источника 1 нагрева (индуктора ТВЧ, показанного на фиг.1 штриховыми линиями), корпуса 2 с радиальными прямоугольными паузами S для размещения в них покрыва- |емых изделий, привода вращения (не :показан), выполненного в виде токар- |ного патрона, и приспособления для создания дополнительного давления, 1выполненного в виде Л -образных iBCTaBOK 3 с прорезями (не обозначены) IB плоскостях П, обращенньк к перифе- |рии корпуса 2, прокладок 4 из матери- :ала, инертного по отношению к мате- 1риалу покрытия (например, из асбеста) , установленных в прорезях вставок 3 и вертикальных штифтов 5, соединяющих вставки 3 с центральным биметаллическим элементом 6, выполненным в виде полого разрезного ци- 1пиндра.
Асбестовые прокладки 4 прикреплены к вставкам 3 винтами 7„ Единичная Йоза металлического порошка, исполь- Эуемого в процессе нанесения покрытия, выполнена в виде предваритель- Но сформованных прямоугольных участ
10
1520 с
0
0
ков ленты из пластифицированного по- рошка. Упрочняемые изделия разделены прокладками 8 и зафиксированы в радиальных пазах S винтами 9 и 10.
Предложенное устройство работает следующим образом.
Покрываемые изделия совместно с разделительными прокладками 8 и единичными дозами материала покрытия (участков ленты из пластифицированного порошка) помещают в пазы S корпуса 2. Включают привод вращения корпуса, устанавливают скорость вращения, равную 1500 об/мин, а затем включают источник 1 нагрева - индуктор ТВЧ.
В результате нагрева биметаллический кольцевой элемент 6 расширяется, воздействуя на плоские выступы N, выполненные на вставках 3, а вставки 3 через асбестовые прокладки 4 воздействуют на дозы металлического порошка. Давление на порошковый материал усиливается центробежными силами, воздействующими со стороны вставок 3, величина которых пропорциональна массе вставок и квадрату скорости вращения корпуса 2.
При достижении в зоне припекания температуры, равной 1050°С, происходит спекание материала покрытия с материалом изделия. Время ведения процесса 1,5-2 мин, материал порошкового покрытия - сплав СНГН, высота наносимого покрытия 20 мм, ширина слоя 15 мм.
После окончания процесса винты 9 и 10 отвинчивают и извлекают упрочненные попарно детали. Механическим путем срезают перемьтку на вершине изделий и производят их разделение.
Устройство является простым в конструкторском исполнении и надежным ; в работе. Выполнение приспособления для создания дополнительного давления в виде Л-образных вставок с прорезями в плоскостях, обращенных к периферии, заполненных прокладками из материала, инертного к материалу покрытия, например из асбеста, обеспечивает возможность создания дополнительного давления на порошковый слой, повышающего качество наносимого покрытия. В результате использования предложенного устройства обеспечивается прочность сцепления материала покрытия с основным материалом изделия, достигающая 12 кг/мм , и пористость - не выше 6%.
Кроме того, заполнение прорезей асбестом предотвращает налипание материала покрытия на вставки, что оказывает положительное влияние; на повышение качества покрытий.
0
5
0
ленты повышается качество упрочняемой поверхности за счет устранения рас;- сыпания порошка от действия центробежных сил при вращении корпуса 2 с высокой скоростью (1500-2000 об/мин) .
Выполнение корпуса устройства с радиальными прямоугольными пазами для размещения в них упрочняемых деталей обеспечивает возможность помещения в корпусе одновременно до 20 деталей.
Ф о рмула изобретения
Устройство для нанесения металлических покрытий на поверхности изделий, содержащее корпус, источник нагрева, привод вращения и приспособление для создания дополнительного давления на покрываемую поверхность, .отличающеес.я тем, что, с целью расширения технологических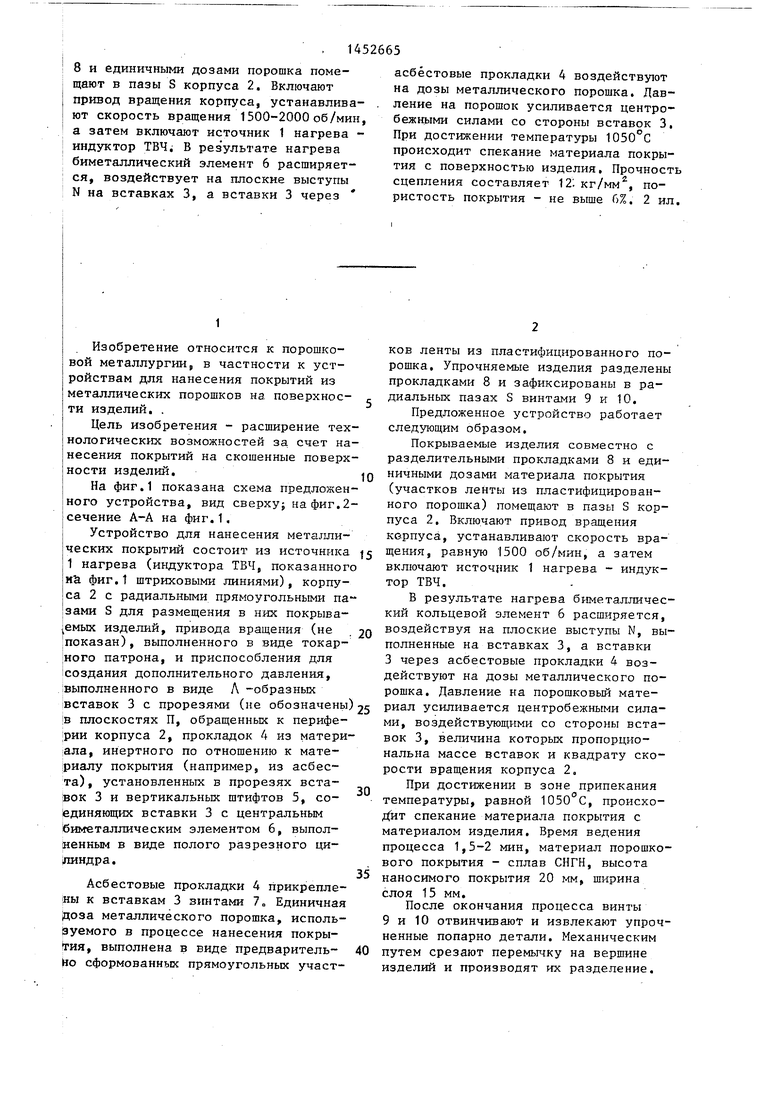
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКОГО ПОРОШКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2007280C1 |
| Устройство для нанесения покрытий из металлических порошков на цилиндрические детали | 1982 |
|
SU1069955A1 |
| Устройство для нанесения покрытий из металлических порошков на внутренние сферические поверхности изделий | 1988 |
|
SU1547956A1 |
| Установка для накатки ленты из порошка твердого сплава на наружные цилиндрические поверхности деталей | 1987 |
|
SU1435407A1 |
| Устройство для нанесения покрытий из металлического порошка | 1982 |
|
SU1047595A2 |
| Устройство для формирования покрытия из металлического порошка | 1987 |
|
SU1405974A1 |
| Устройство для получения покрытий из металлических порошков | 1976 |
|
SU552137A2 |
| Устройство для одновременного нанесения покрытий на внешние поверхности по крайней мере двух изделий | 1990 |
|
SU1724439A1 |
| Устройство для нанесения покрытия из металлического порошка на изделие | 1983 |
|
SU1088885A1 |
| Способ нанесения двухслойных порошковых покрытий | 1987 |
|
SU1528623A1 |
Изобретение относится к порошковой металлургии, в частности к устройствам для нанесения покрытий из металлических порошков на поверхности изделий. Цель изобретения - расширение технологических возможностей за счет нанесения покрытий на скошенные поверхности изделий. Покрьшаемые изделия с разделительными прокладками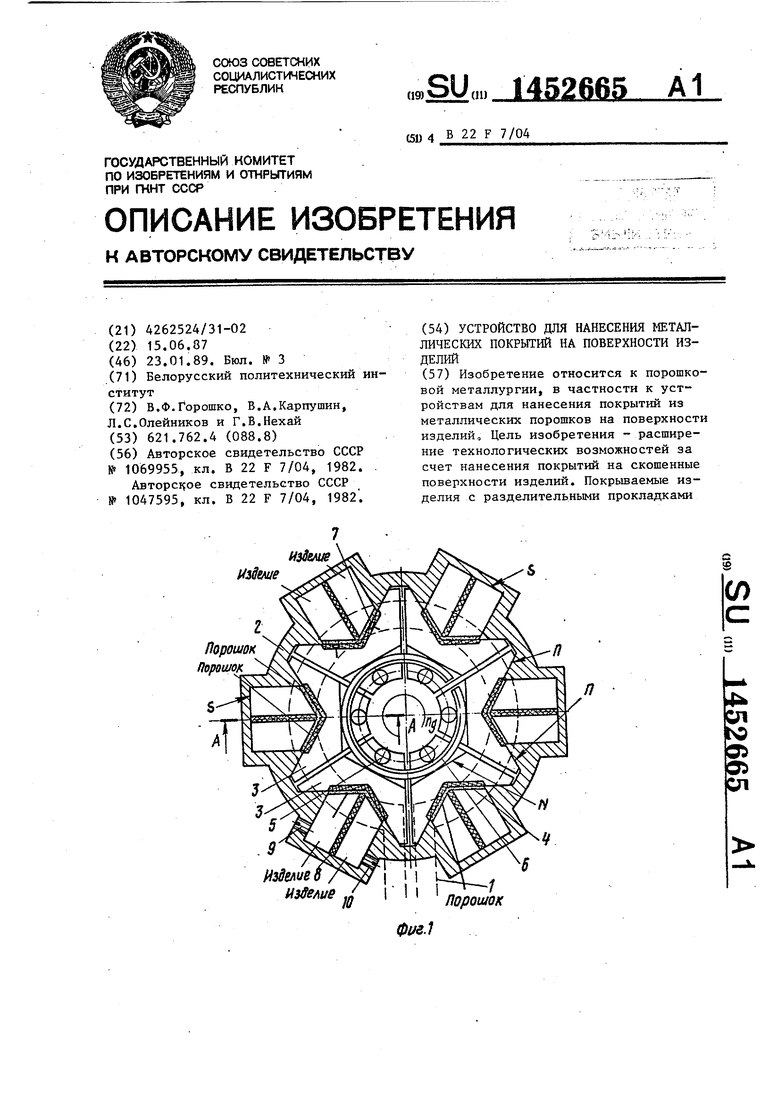
Размещение в центральной плоскости 25 возможностей за счет нанесения покрысимметрии цилиндрического разрезного биметаллического элемента 6 обеспечивает возможность создания дополнительного давления на порошковый слой и повьш1ает качество покрытия. Выполнение в корпусе радиальных пазов для попарного размещения в них покрывае- мых изделий обеспечивает повышение производительности процесса нанесения покрытия за счет одновременного нанесения покрытия на два изделия и снижения подготовительного времени, необходимого для дозирования металлического порошка. Кроме того, в результате использования сформованной
Порошок
0
тий на скошенные поверхности изделий, приспособление для создания дополнительного давления выполнено в виде биметаллического элемента, Л-об- разных вставок с пазами в плоскостях, обращенных к периферии корпуса, для размещения прокладок из материала, инертного по отношению к материалу покрытия, и вертикальных штифтов, соединяющих вставки с биметаллическим 5 элементом, при этом корпус выполнен с радиальными гнездами для размещения изделий, а центральный биметаллический элемент выполнен в виде полого разрезного цилиндра.
А
.2
| Устройство для нанесения покрытий из металлических порошков на цилиндрические детали | 1982 |
|
SU1069955A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
