Изобретение относится к деревообрабатывающей промьшшенности, в частности к производству слоистой клеевой цревесины прессованием.
Цель изобретения - повышение качества прессуемой древесины за счет снижения ее упрессовки.
На чертеже изображена схема устройства для выполнения способа.
Устройство состоит из пресса 1, к плитам которого по трубопроводам 2 подводится пар, линий 3 контроля температуры в плитах пресса, регулятора 4 подачи пара, обеспечивающего кон- троль температуры плит пресса 1 и поддержание ее в заданных пределах, гидроагрегата 5, управляемого от программного регулятора 6 давления (многопозиционного прибора), пульта 7 управления, который подключен к регулятору 4 подачи пара, к программному регулятору 6 давления, к блоку 8 управления (блоку коммутации цепей управления) и к вычислительному уст- ройству 9. В качестве последнего могут быть использованы микро-ЭВМ семейства Электроника С5. К вычислительному устройству 9 также подключены датчик 10 давления и делитель 11.
Положение плит пресса 1 контролируется датчиком 12, позволяющим определять суммарную толщину пакетов в прессе в любой момент времени процесса прессования.
Способ реализуется следующим образом.
После загрузки пакета в пресс 1 с пульта 7 управления вьщается команда через блок 8 управления на гидроагрегат 5, производящий смыкани
плит пресса 1. Причем одновременно осуществляется контроль температуры плит пресса 1 с помощью линий 3 контроля и поддержания ее в заданном диапазоне регулятором А путем периодической подачи пара по трубопроводам 2 в плиты пресса, а также производится контроль суммарной толщины пакетов в прессе с помощью датчика 12
При достижении заданного давления в. гидроцилиндре, смыкающем плиты пресса, с датчика 10 давления выдается сигнал на делитель 11 и вычислительное устройство 9, Делитель 11 регистрирует среднюю толщину одного пакета при заданном давлении, определяемую путем деления напряжения Vg|,,,x (), снимаемого с выхода датчика 12, пропорционального суммарной толщине пакетов в прессе, на число промежутков пресса, которое для данного пресса постоянно, т.е.
Ср.ПАК
где m - число пакетов, находящихся в прессе;
српАк. средняя толщина условно- го пакета (так как в промежутке пресса может находиться более одного пакета).
Полученная величина Scp. поступает на выход вычислительного устройства 9, которое по командному сигналу с датчика 10 давления производит расчет времени 2 рд соответствующего достижению заданной температуры в
середине условного пакета, например t .
Одновременно с пульта 7 управления на вход вычислительного устройства 9 поступает информация о температуре плит пресса в данный момент времени t с выхода регулятора 4 подзчи пара и о начальной температуре пакета t, имеющая место перед загрузкой пакетов в пресс.
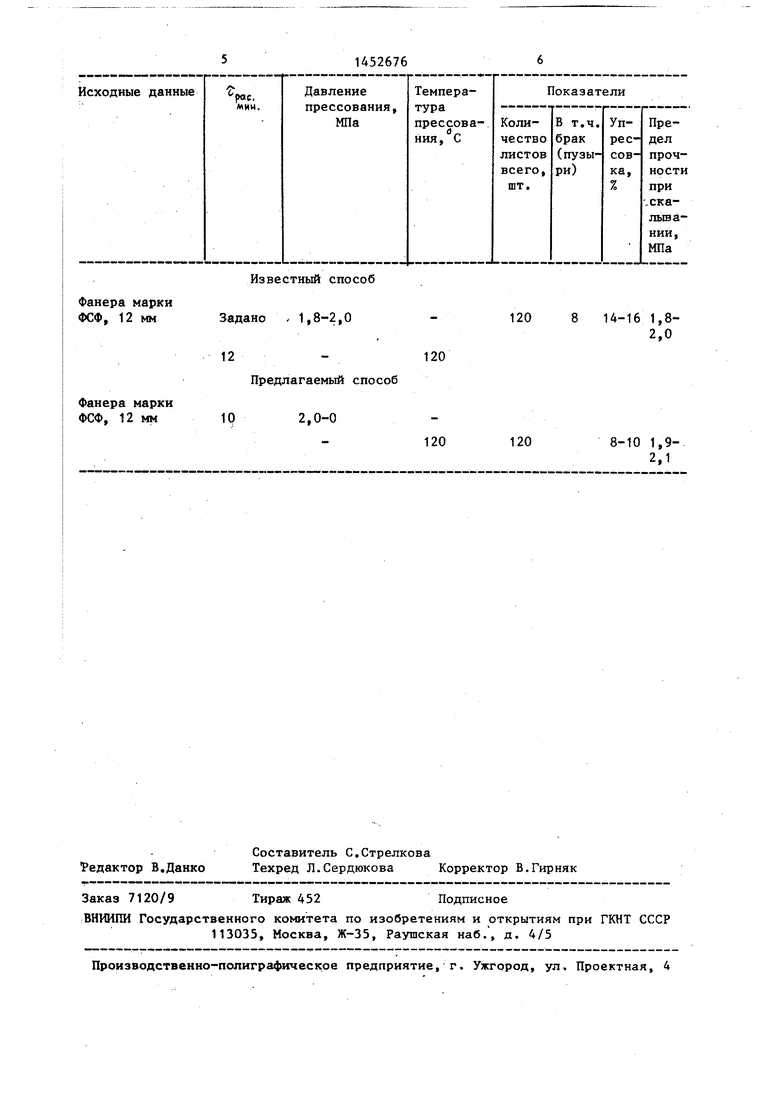
Результаты опробирования способа приведены в таблице.
Эффект от исключения брака составил на 1 куб. м 10-12 руб. от повышения качества склеивания.
Изобретение позволяет повысить качество прессуемой древесины за счет снижения ее упрессовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом прессования древесных слоистых материалов | 1987 |
|
SU1444147A1 |
| Система контроля процесса упрессовки фанеры | 1987 |
|
SU1516353A2 |
| Устройство для контроля за процессом прессования | 1980 |
|
SU946932A1 |
| Система контроля процесса упрессовки фанеры | 1986 |
|
SU1386454A1 |
| Способ прессования древесно-стружечных плит | 1990 |
|
SU1728015A1 |
| Способ изготовления фанеры | 1982 |
|
SU1084130A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1992 |
|
RU2046036C1 |
| Способ для прессования древесностружечных плит и устройство для его осуществления | 1990 |
|
SU1729748A1 |
| Устройство управления многоярусным прессом для изготовления многослойных печатных и монтажных плат | 1986 |
|
SU1382666A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ СЛОИСТЫХ ДРЕВЕСНЫХ МАТЕРИАЛОВ ИЗ ШПОНА | 2002 |
|
RU2222425C2 |
Изобретение относится к дерево- обрабатьшающей промьшшенности. Цель изобретения - повьшгение качества прессуемой древесины за счет снижения ее упрессовки. Способ управления процессом прессования включает загрузку пакетов в пресс, смыкание плит пресса, подъем температуры и давления до заданных величин, вцдержку при заданном давлении и снижение давления до нуля. При достижении заданного давления определяют среднюю толщину одного пакета и время достижения заданной температуры в его середине. Снижение давления до нуля выполняют обратно пропорционально изменению температуры в пакете, при этом время вьщержки Г при заданном давлении определяют по зависимости Г (0,2- -0,8)Гpдc,гдei pae KS|-„ Ig 1,273. (ti-to):( соз(1Гх:8ер.„,к)- время достижения заданной температу- 5 (Л
Время t
определяется по формуле Формула изобретения
рос
рас
K-sJ ,, .Ig 1, CK
Способ управления процессом прес- g сования слоистой клееной древесины, включающий загрузку пакетов в пресс, смыкание плит пресса, подъем температуры и давления до заданных величин, вьщержку при заданном давлении и снижение давления до нуля, о т л и ч а«cos(),
ср.плк
где К- коэффициент прогрева клеевой
Ср.ПАК.
ЗОНЫ пакета;
температура плит, пресса; начальная температура пакета;
конечная температура прогрева наиболее удаленной клеевой прослойки; расстояние от плоскости симметрии пакета до точки, в которой определяется температура прогрева; средняя толщина одного пакета.
Одновременно определяется время выдержки г-(0,2-0,8)г-ра(; , где 0,2- 0,8 определяется толщинами прессуемых пакетов в данной запрессовке.
Величина подается в блок В управления, который определяет программу снижения давления в системе с помощью программного регулятора 6 давления, управляющего работой гидроагрегата 5о
Таким образом, циклограмма процесса прессования получается следующая; давление повьшается до заданного, а затем происходит его снижение обратно пропорционально изменению температуры в пакете, что позволяет уменьшить давление на пакет при достижении древесиной максимальной пластичности припрессовании и одновременно уменьшить упрессовку пакетов.
По окончании процесса прессования вся схема управления, кроме регулятора 4 подачи пара, возвращается в нулевое (исходное) состояние. Цикл повторяют.
Способ управления процессом прес- g сования слоистой клееной древесины, включающий загрузку пакетов в пресс, смыкание плит пресса, подъем температуры и давления до заданных величин, вьщержку при заданном давлении и снижение давления до нуля, о т л и ч а20
- ю щ и и с я тем, что, с целью повышения качества прессуемой древесины за счет снижения ее упрессовки, по достижении заданного давления опреде25 ляют среднюю толщину одного пакета к время достижения заданной температуры в его середине, а снижение давления до нуля выполняют обратно пропорционально изменению температуры в пакете, при этом время выдержки при заданном давлении определяют по следующей зависимости
30
Г(0,2-0,В) рас.
tpac KS
СЦПАК
чл ОТО tl 1-со/ .
Ig Ь273 7Г-ГГ-Т- v.tn -
II X
у COS---- - время достиже ср.пйк
жения заданной температуры в середине пакета;
К - коэффициент прогрева клееной зоны пакета;
t - температура плит пресса;
tp - начальная температура пакета;
t и - конечная температура про-
грева наиболее удаленной клееной прослойки;
X - расстояние от плоскости симметрии пакета до точки, в которой определяется температура прогрева; S- средняя толщина одного паср,пАК
кета.
Известный способ Задано . 1,8-2,0
12 -120
Предлагаемый способ
Фанера марки ФСФ, 12 мм
10
2,0-0
120
8 14-16 1,8- 2,0
120
120
8-10 1,9- 2,1
| Васечкин Ю.В., Кириллов А.Н | |||
| Производство фанеры, М.: Высшая школа, 1985, с.129-137 | |||
| Конюшков В.Н | |||
| Особенности управления процессом прессования пакета шпона | |||
| Сб.трудов Новое в производстве фанеры и фанерной продукции | |||
| М.; Лесная промьшшенность, 1985, с.61-64. |
