Известно автоматическое устройство для набора вырубленных деталей в стопу заданной высоты и удаления ее из зоны набора без остановки процесса вырубки.
Также известен механизм возвратно-поступательного перемещения рейки путем попеременного зацепления рейки с одним из двух взаимодействующих с ней зубчатых колес.
В описываемом приспособлении для удаления стопы выштампованных заготовок из корпуса матрицы, установленной на прессе, без остановки последнего, снабженном системой автоматического управления, содержащим отсекатель, отделяющий стопу заданной высоты, и шиберный выталкиватель. Последний укреплен на зубчатой рейке, получающей возвратно-поступательное перемещение от валка подающего устройства, осуществляющего подачу листового материала к прессу посредством зубчатых щестерен, попеременно вступающих в зацепление с рейкой под действием диафрагменных цилиндров и фрикционных муфт.
Такая конструкция позволяет производить удаление листовых заготовок больших размеров.
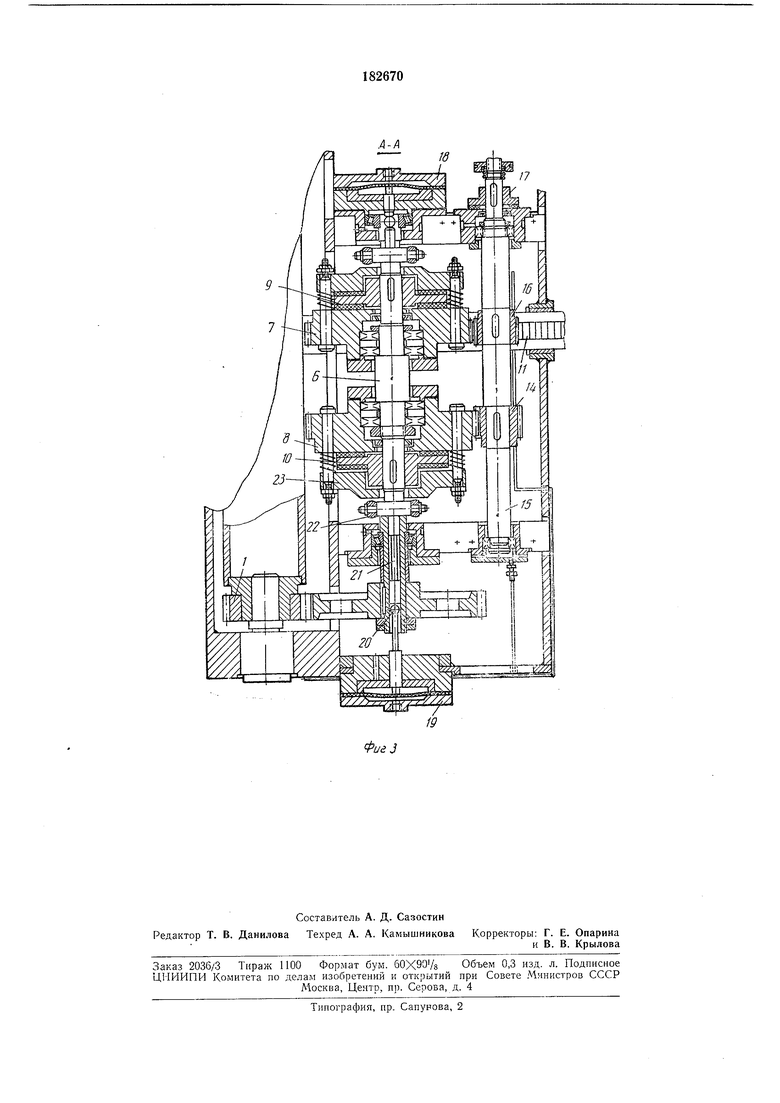
привод выталкивателя, разрез по А-А на фиг. 2.
Описываемое приспособление предназначено для вырубного штампа, устанавливаемого на прессе, имеющем увеличенную закрытую высоту и снабженном валковой подачей, например модели К 366А.
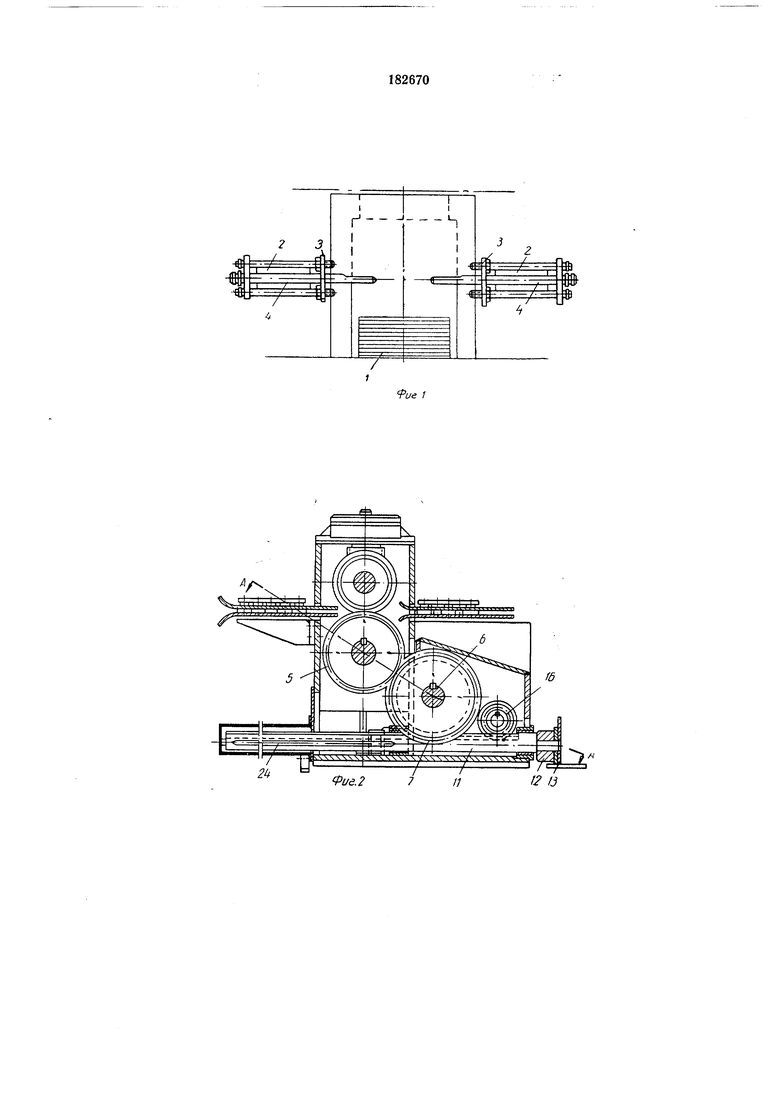
Вырубленные штампом детали выпадают из матрицы одна на другую, образуя стопу I.
Достигнув заданной высоты, стопа пересекает луч фотореле, в результате этого подается команда на включение отсекателя.
Для обеспечения непрерывной работы пресса во время удаления стопы отштампованных
деталей из корпуса матрицы служит отсекатель. Он представляет собой два пневматических цилиндра 2, которые крепятся к боковым сторонам корпуса матрицы посредством плит 5.
К штокам поршней нневмоцилиндров с помощью плит крепятся по два приемных штырч 4, проходян1,ие через отверстия, предусмотренные для них в корпусе матрицы на высоте, превышающей высоту стопы. При срабатывзНИН фотореле происходит включение пневматических цилиндров на рабочий ход, вследствие чего штыри 4 вдвигаются в глубь корпуса матрицы, принимая на себя вырубленные детали, выпадающие из матрицы после образодвижение толкателя, удаляющего стопу из корпуса матрицы.
Привод толкателя осуществляется от щестерни 5, сидящей на нижнем валке валковой подачи пресса. На валу 6 свободно сидят две шестерни 7 н 8, сблокированные с фрикционными муфтами 9 и /f. Шестерня 7 сцеплена с рейкой //, на конце которой укреплен толкатель 12 с прикрепленной к нему плитой 13, а шестерня 8 - с шестерней 14, связанной с валом 15. На этом же валу укреплена шестерня 16, которая также сцеплена с рейкой //. На конце вала 15 смонтирован дисковый тормоз 17 постоянного действия.
Включение фрикционных муфт 9 и 10 осуществляется от диафрагменных пневмоцилиндров 18 и /9. Усилие от диафрагмы пневмоцилиндра через шарик 20, палец 21 и планку с нажимными роликами 22 передается на подвижный диск 23 фрикционной муфты.
Когда в пневмоцилиндрах 18 и 19 нет давления, фрикционные муфты не включены, и шестерни 7 и 5 вращаются вхолостую. Нри подаче давления в пневмоцилиндр 18 включается муфта 9, сблокированная с шестерней 7, которая при этом начинает вращаться и перемещать рейку 11 вперед. Шестерня 8 продолжает вращаться вхолостую.
При подаче давления в пневмоцилиндр 19, наоборот, шестерня 7 вращается вхолостую, а шестерня 8 через шестерни 14 и 16 возвращает рейку в исходное положение. Перемещаясь вперед, рейка посредством
толкателя 12 с плитой 13 выталкивает стопу вырубленных деталей из корпуса матрицы штампа на переносный стеллаж.
Переключение муфт производится по командам от концевых выключателей, переключаемых скосами лыски 24 на рейке //.
Предмет изобретения
Приспособление для удаления стопы выщтампованных заготовок из корпуса матрицы, установленной на прессе, без остановки последнего, снабженное системой автоматического управления, содержащее отсекатель, отделяющий стопу заданной высоты, и шиберный выталкиватель, отличающееся тем, что, с целью удаления листовых заготовок больших размеров, выталкиватель укреплен на зубчатой рейке, получающей возвратно-поступательное перемешение от валка подающего устройства, осуществляюш,его подачу листового материала к прессу посредством зубчатых шестерен, попеременно вступающих в зацепление с рейкой под действием диафрагменных цилиндров и фрикционных муфт.
Фие.2
f2 /J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырубки заготовок из полосового и ленточного материала | 1979 |
|
SU856834A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |
| Устройство для вырубки заготовок из листовых материалов | 1977 |
|
SU704814A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для вырубки заготовок из плоского материала | 1983 |
|
SU1136870A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Пресс А.С.Кривовязюка для вырубки заготовок из плоского материала | 1984 |
|
SU1242282A1 |
| Устройство для вырубки заготовок из листовой резины | 1977 |
|
SU707819A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Устройство для перемещения заготовок с позиции вырубки на следующую позицию штампа | 1989 |
|
SU1696065A1 |