1
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей типа штифтов из прутка или проволоки.
Цель изобретения - расширение технологических возможностей, повьш1ение надежности автомата и качества изделий .
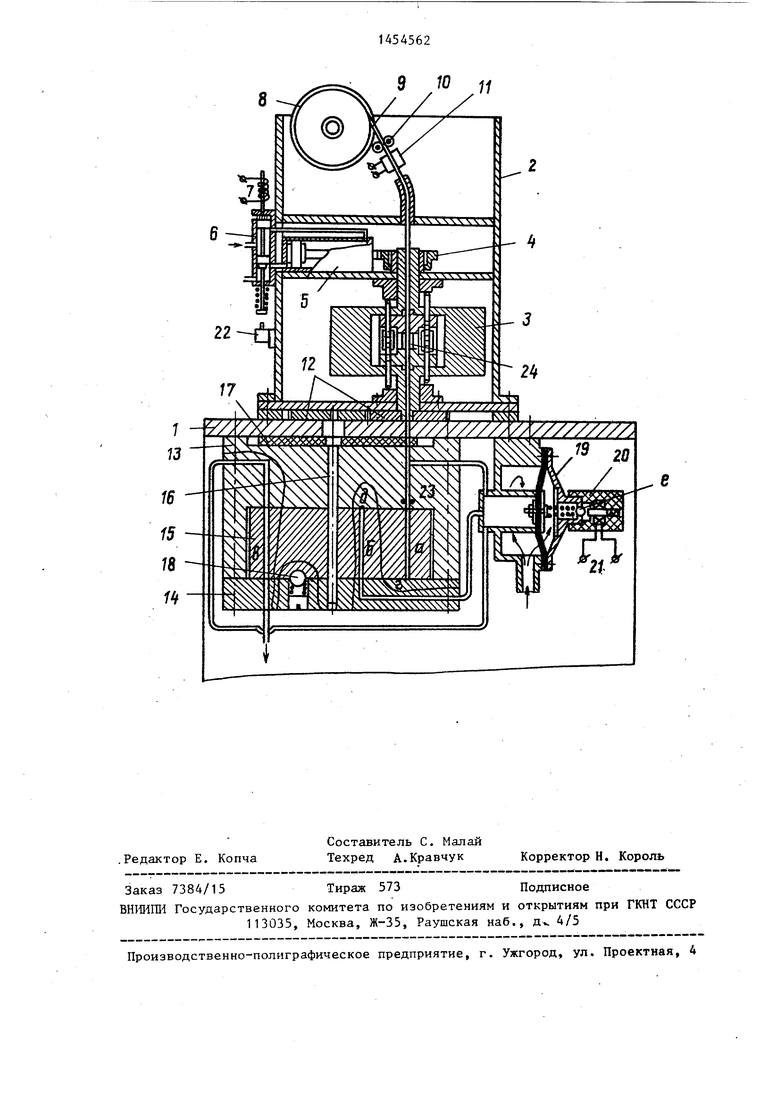
На чертеже схематично изображен . роторный автомат.
10
Роторный автомат содержит установленную на общей станине 1 роторную прокатную головку (РПГ) 2 с ротором 3, снабженным обгонной муфтой 4, сцепленной зубчатым венцом с реечным штоком силового цилиндра 5, золотник 6 с электромагнитной катушкой 7 управления, катушку 8 с бунтом прутковой заготовки 9, направляющие ролики 10 и электронагреватель 11 заготовки, размещенные над ротором
31454562
в корпусе РПГ, сцепленнуто с роторомлиндра 5 вместе с этим каналом ротоРПГ посредством зубчатой передачи 12 Ра РВГ занимает положение f, а еще роторную высадочную головку (РВГ),через такой же ход занимает положевключающую в себя закрепленный на об- V
щей станине корпус 13 с крьшпсой 14В канапе 6 штифт выстреливается
и ротор 15 с валом 16 (и вертикальны- по формирующему конусу 3, а по кана- ми каналами ч, б , в для выстреливания лу в (в положении в штифт вьшадает, изготавливаемым штифтом по формирую- или выстреливается) из роторной ма- щим конусам г, В), на котором закреп-10 шины.
Применение предлагаемого роторного автомата для обработки деталей позволяет получать качественные детали типа штифтов путем повьш1ения 15 их износостойкости наклепом, расширить технологические возможности за счет обработки деталей из различных материалов, повысить надежность отдельных узлов и автомата в целом.
лен затвор 17 канала о, фиксатор 18 ротора РВГ, закрепленный на общей станине пневмопистолет 19, выходные каналы которого соединены с каналами а - 6 - в, равномерно расположенными по окружности ротора РВГ, и снабженный пускателем 20 с электромагнитной катушкой 21 управления, включаемой конечным выключателем 22, действием на него штока золотника, уплотнительное резиновое кольцо 23 для фиксации штифта в канале а перед выстрелом, зубчатые накатно-прокатПрименение предлагаемого роторного автомата для обработки деталей позволяет получать качественные детали типа штифтов путем повьш1ения 15 их износостойкости наклепом, расширить технологические возможности за счет обработки деталей из различных материалов, повысить надежность отдельных узлов и автомата в целом.
20
Формула изобретения
ные диски 24 РПГ.
электронагревателем прутковой заготовки, расположенным перед ее вхо- дом в роторную прокатную головку.
Роторньп автомат для обработки деталей, содержащий смонтированные
Роторный автомат работает следую- 25 на станине роторную прокатную голов- щим образом.ку с приводом, устройство для обраПруток 9 заготовки продевается че- ботки деталей и пневмопистолет, о т- рез ролики 10 и нагреватель 11вличающийся тем, что, с цецентральный канал ротора 3, гделью расширения технологических воззахватьшается зубьями накатно-про- 30 можностей, повышения надежности авто- катных дисков 24, Включением катушки мата и качества изделий, он снабжен 7 золотника 6 силовой цилиндр 5 сообщает одиночное шаговое вращение рото- t)y 3 РПГ, благодаря чему зубчатые диски 24 накаткой и обкаткой отреза- 35 привод последней выполнен шаговым в ют от прутка 9 штифт с коническимивиде силового цилиндра и муфты обгона, а устройство для обработки выполнено в виде роторной высадочной головки, содержащей корпус с выпол- 40 ненными в нем формирующими конусами и ротор с равномерно расположенными в нем по окружности параллельными его оси вращения вертикальными каналами, установленньй в корпусе,
отжимает шарик 1 пневмопистолета 19- 45 при этом каналы ротора соединены происходит выстрел штифтом в каналес соответствующими каналами пневмо« по формируемому конусу г.пистолета, а его привод осуществлен
Обработанный в канале а штифт приот роторной прокатной головки посследующем включении силового ци-редством зубчатой передачи.
концами. Этот штифт проваливается в канал я через дуговое окно в затворном диске 17 и становится на фиксатор 23. Затвор 17, вращаясь, перекрывает канал а сверху, а катушка 7 отпускает шток золотника, который действием на микровыключатель 22 включает катушку 21 и пускатель 20,
по формирующему конусу 3, а по кана- лу в (в положении в штифт вьшадает, или выстреливается) из роторной ма- шины.
Применение предлагаемого роторного автомата для обработки деталей позволяет получать качественные детали типа штифтов путем повьш1ения их износостойкости наклепом, расширить технологические возможности за счет обработки деталей из различных материалов, повысить надежность отдельных узлов и автомата в целом.
Формула изобретения
электронагревателем прутковой заготовки, расположенным перед ее вхо- дом в роторную прокатную головку.
можностей, повышения надежности авто- мата и качества изделий, он снабжен привод последней выполнен шаговым в виде силового цилиндра и муфты обго
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для двухсторонней обработки деталей | 1979 |
|
SU1020187A1 |
| Роторный автомат для объемной штамповки стержневых изделий | 1990 |
|
SU1803337A1 |
| Узел крепления штамповочного инструмента | 1990 |
|
SU1803338A1 |
| Роторный автомат | 1988 |
|
SU1586838A1 |
| Автоматическая линия для изготовления штучных изделий из пруткового материала | 1990 |
|
SU1719132A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЛИННОМЕРНОГО МАТЕРИАЛА В ЗОНУ ОБРАБОТКИ | 1990 |
|
RU2028855C1 |
| Роторно-конвейерная машина | 1983 |
|
SU1217741A1 |
| Холодновысадочный автомат для изготовления полупустотелых заклепок | 1989 |
|
SU1632599A1 |
| Двухударный однопозиционный автомат для холодной высадки деталей стержневого типа | 1982 |
|
SU1084102A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей типа штифтов из прутка или проволоки. Цель - расширение технологических возможностей, повьпнение надежности автомата и качества изделий. Роторньй автомат содержит смонтированные на станине роторную щ окатную головку (РПГ), роторную высадочную головку (РВГ) и пневмо- пистолет. Перед входом ПРУТКОВОЙ заготовки в РПГ установлен электронагреватель. РБГ содержит корпус с вьшолненными в нем формирующими конусами и ротор, установленный в корпусе. Ротор РВГ выполнен с равномерно расположенными в нем по окружности вертикальными каналами, соединенными с соответствующими каналами пневмопистолета. Прутковая заготовка через электронагреватель подается в РПГ, где осуществляется отрезка и получение штучной заготовки типа штифта с коническими концами. Штифт поступает в один из каналов ротора РВГ и посредством пневмопистолета деформируется одним концом по формирующему конусу корпуса РВГ. В другом канале ротора РВГ осуществляется упрочнение другого конца штифта, Б результате повьшиется качество деталей путем повьш1ения их изно- состойкости наклепом и расширяются технологические возможности автомата за счет дбработки деталей из различных материалов. 1 ил. i (/)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
