L ХЛ.У
Г Г - -
(Л
устройства за счет ориентации деталей в горизонтальной и вертикальной плоскостях. Ориентация ступенчатых цилиндрических деталей осуществляется при помощи поворотного стола 2 и ловителей, установленных на столе 2 с возможностью возвратно-поступательного перемещения в вертикальной и горизонтальной плоскостях. После перемещения детали в наклонном положении в зону ориентации по подающему лотку 1 ловители автоматически .сближаются Сразводятся) и их призмы 3 и 4 располагаются под деталью. После подъема ловителей до соприкоснрве- ния с деталью подпружиненные щупы 6: и 8 призм 3 и 4 путем утапливания до уровня рабочей поверхности призм
3 и 4 вьщают при помощи датчиков 10 и 12 сигнал, и подъем продолжает ловитель, занимающий в данный момент нижнее положение. После снятия сип- нала с датчиков 9 и 11, щупы 5 и 7 которых опустятся ниже уровня рабочей поверхности призм 3 и 4, подъем ловителя прекращается. Сигналы с датчиков 9 - 12 означают,что деталь находится в горизонтальной плоскости и занимает ориентированное положение. Для ориентации детали вокруг вертикальной оси производят поворот стола 2 на угол 180° по сигналу датчика 14, взаимодействуюп1,его с опорной пластик, ной 13, закрепленных соответственно на ловителях. 1 з.п. ф-лы, 5 ил.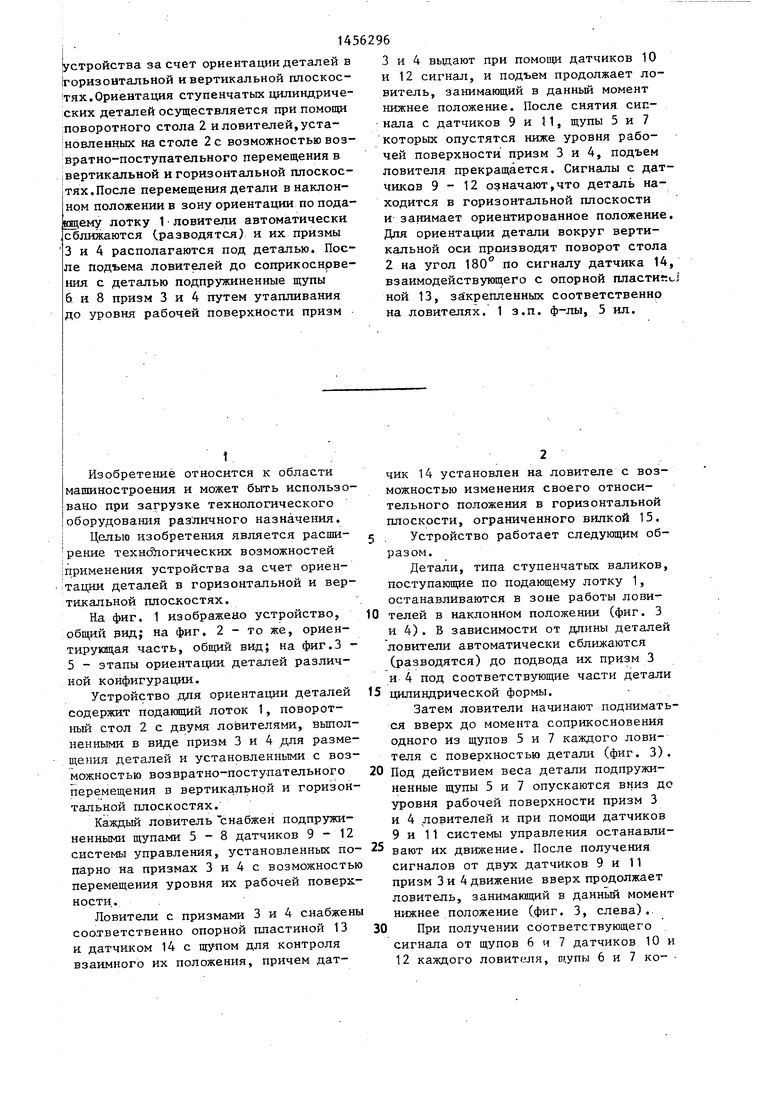
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Ориентирующее устройство | 1989 |
|
SU1761437A1 |
| Стенд для установки замков на бурильные трубы | 1985 |
|
SU1299769A1 |
| Устройство для установки базовой детали в спутник автоматической линии сборки | 1983 |
|
SU1087299A1 |
| Поворотный стол для подачи кассет с деталями к роботу | 1989 |
|
SU1792775A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| Вертикальная машина для центробежного литья | 1979 |
|
SU996078A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| Устройство для сборки охватываемой и охватывающей деталей типа вал-втулка | 1982 |
|
SU1215255A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
Изобретение огносится к машиностроению и может быть использовано при загрузке технологического оборудования различного назначения. Целью изобретения является расширение технологических возможностей применения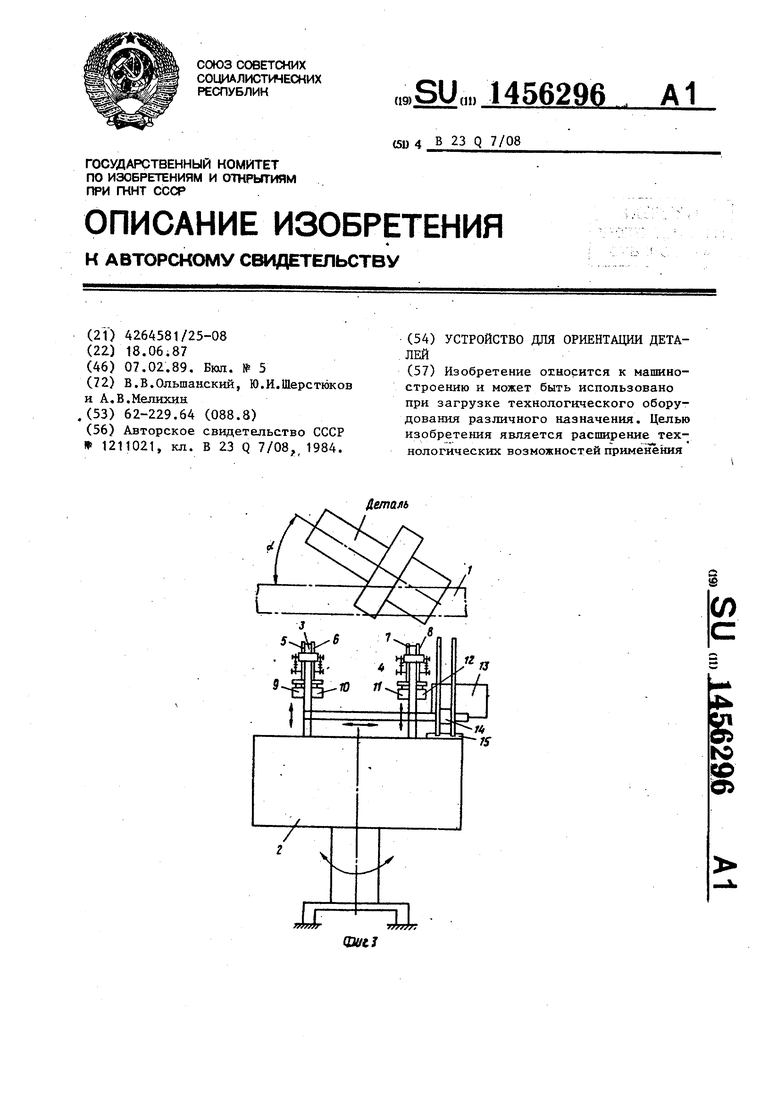
1
Изобретение относится к области машиностроения и может быть использовано при загрузке технологического оборудования различного назначе1шя.
Целью изобретения является расширение технсйтогических возможностей применения устройства за счет ориен- тацтии деталей в горизонтальной и вертикальной плоскостях.
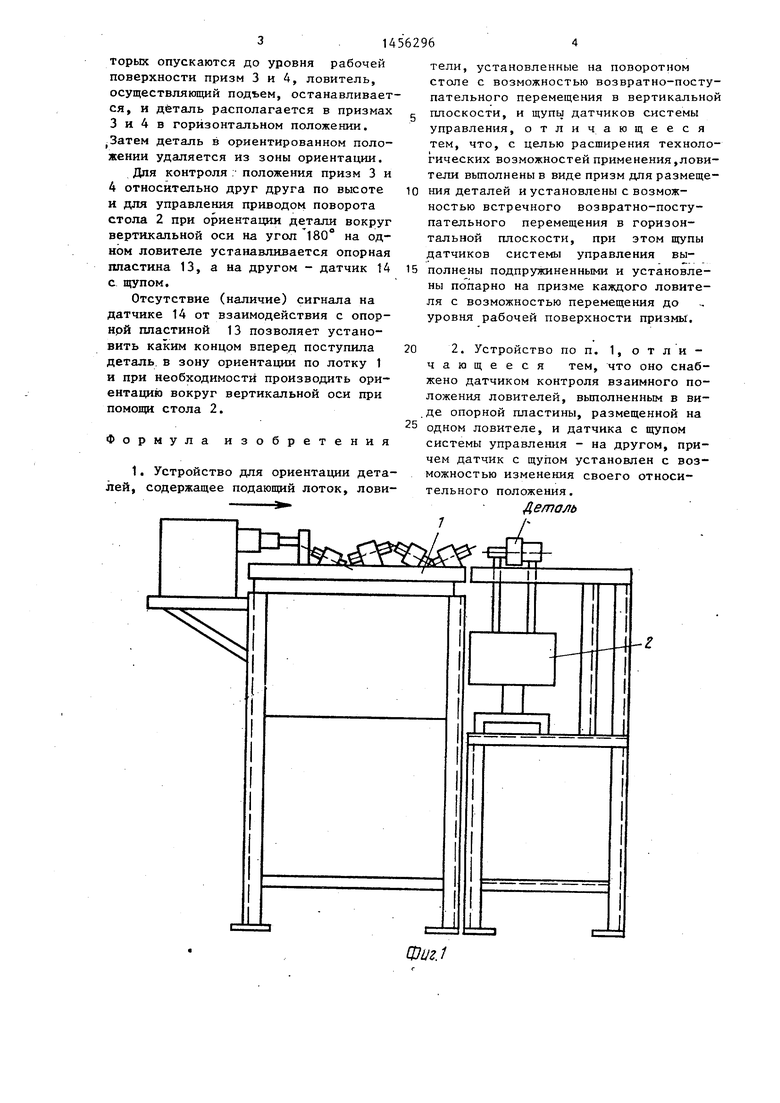
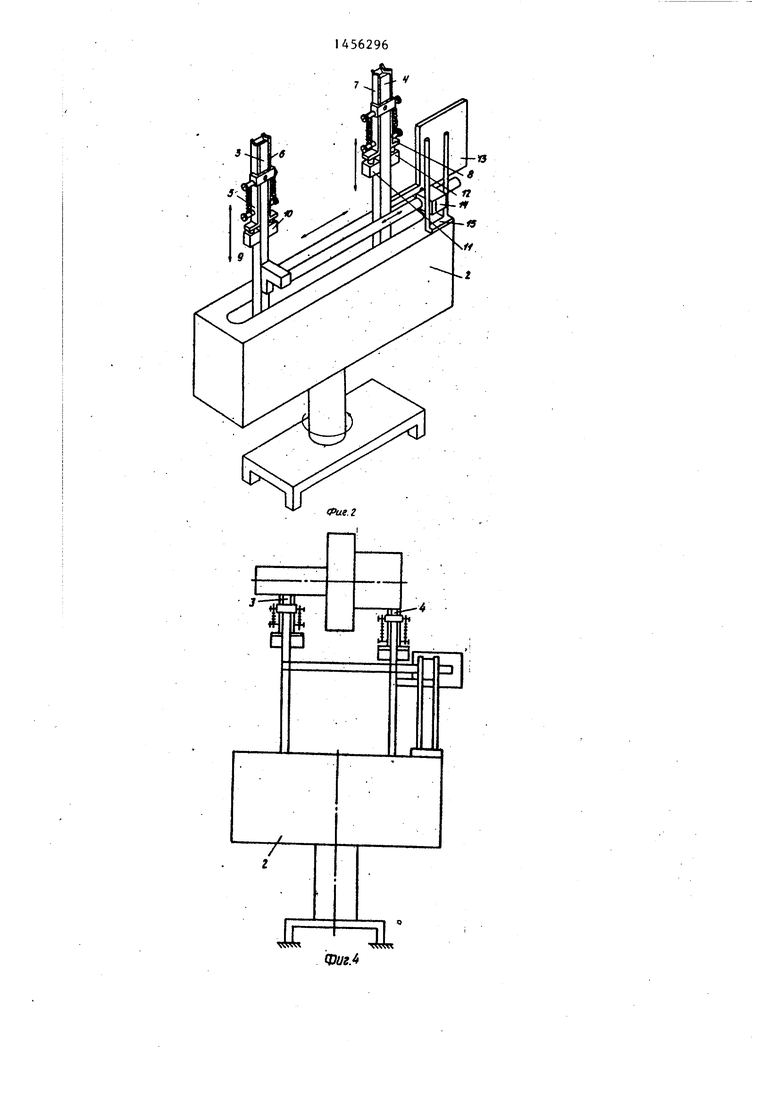
На фиг. 1 изображено устройство, общий ВИД} на фиг. 2 - то же, ориентирующая часть, общий вид; на фиг.З - 5 - этапы ориентации деталей различной конфигурации.
Устройство для ориентации деталей содержит подакиций лоток 1, поворотный стол 2 с двумя ловителями, вьшол- ненными в виде призм 3 и 4 для размещения деталей и установленньми с возможностью возвратно-поступательного перемещения в вертикальной и горизонтальной плоскостях.
Каждый ловитель снабжен подпружиненными щупами 5-8 датчиков 9-12 системы управления, установленных попарно на призмах 3 и 4 с возможность перемещения уровня их рабочей поверхности . .
Ловители с призмами 3 и 4 снабжен соответственно опорной пластиной 13 и датчиком 14 с щупом для контроля взаимного их положения, причем датчик 14 установлен на ловителе с возможностью изменения своего относительного положения в горизонтальной плоскости, ограниченного вилкой 15. 5 Устройство работает следующим образом.
Детали, типа ступенчатых валиков, поступающие по подаквдему лотку 1, останавливаются в зоне работы лови- 10 телей в наклонном положении (фиг. 3 и 4). В зависимости от длины деталей ловители автоматически сближаются (разводятся) до подвода их призм 3 и. 4 под соответствующие части детали 15 цилиндрической формы.
Затем ловители начинают поднимать ся вверх до момента соприкосновения одного из щупов 5 и 7 каждого ловителя с поверхностью детали (фиг. 3). 20 Под действием веса детали подпружиненные щупы 5 и 7 опускаются вниз до уровня рабочей поверхности призм 3 и 4 ловителей и при помощи датчиков 9 и 11 системы управления останавли- 25 вают их движение. После получения сигналов от двух датчиков 9 и 11 призм 3 и 4 движение вверх продолжает ловитель, занимающий в данный момент нижнее положение (фиг. 3, слева). 30 При получении соответствующего сигнала от щупов 6 и 7 датчиков Ю и 12 каждого ловителя, щупы 6 и 7 ко-
ся, и деталь располагается в призмах
3и 4 в горизонтальном положении.
,Затем деталь в ориентированном положении удаляется из зоны ориентации. Для контроля положения призм 3 и
4относительно друг друга по высоте и для управления приводом поворота стола 2 при ориентации детали вокруг вертшсальной оси на угол 180° на одном ловителе устанавливается опорная пластина 13, а на другом - датчик 14 с. щупом.
Отсутствие (наличие) сигнала на датчике 14 от взаимодействия с опор- нрй пластиной 13 позволяет установить каким концом вперед поступила деталь в зону ориентации по лотку 1 и при необходимости производить ориентацию вокруг вертикальной оси при помощи стола 2.
Формула изобретения
0
5
0
5
столе с возможностью возвратно-поступательного перемещения в вертикальной плоскости, и щупы датчиков системы управления, отличающееся тем, что, с целью расширения технологических возможностей применения,ловители вьшолнены в виде призм для размещения деталей и установлены с возможностью встречного возвратно-поступательного перемещения в горизонтальной плоскости, при этом щупы датчиков системы управления выполнены подпружиненными и установлены попарно на призме каждого ловителя с возможностью перемещения до уровня рабочей поверхности призмы,
Ае/паль
фцг.1
Л-.
.2
TwWX
ФигА
4%W
Детом
Фиг. 5
| Устройство для ориентации деталей | 1984 |
|
SU1211021A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
