а
ги t /
20
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ НАМОТКИ ПРОВОЛОКИ | 1995 |
|
RU2104101C1 |
| ПРЯДИЛЬНОЕ УСТРОЙСТВО | 1991 |
|
RU2008378C1 |
| Устройство для загрузки профильногопРОКАТА | 1979 |
|
SU796105A1 |
| УСТРОЙСТВО ДЛЯ РАСКЛАДКИ ПРОВОДА ПРИ НАМОТКЕ | 1992 |
|
RU2024089C1 |
| Устройство для укладки длинномерных изделий в пакет | 1989 |
|
SU1756248A1 |
| Устройство для послойной укладки изделий в пакет | 1988 |
|
SU1572954A1 |
| Устройство для измерения длины движущегося проката | 1983 |
|
SU1193434A1 |
| ХОБОТ ФРЕЗЕРНОГО СТАНКА | 1970 |
|
SU275350A1 |
| Устройство для резки проката | 1989 |
|
SU1676757A1 |
| Устройство для раскладки нитевидногоМАТЕРиАлА | 1979 |
|
SU810332A1 |
Изобретение относится к устройствам для автоматической раскладки и подачи профильного проката (ПП) для последующей его обработки и позволяет повысить надежность работы и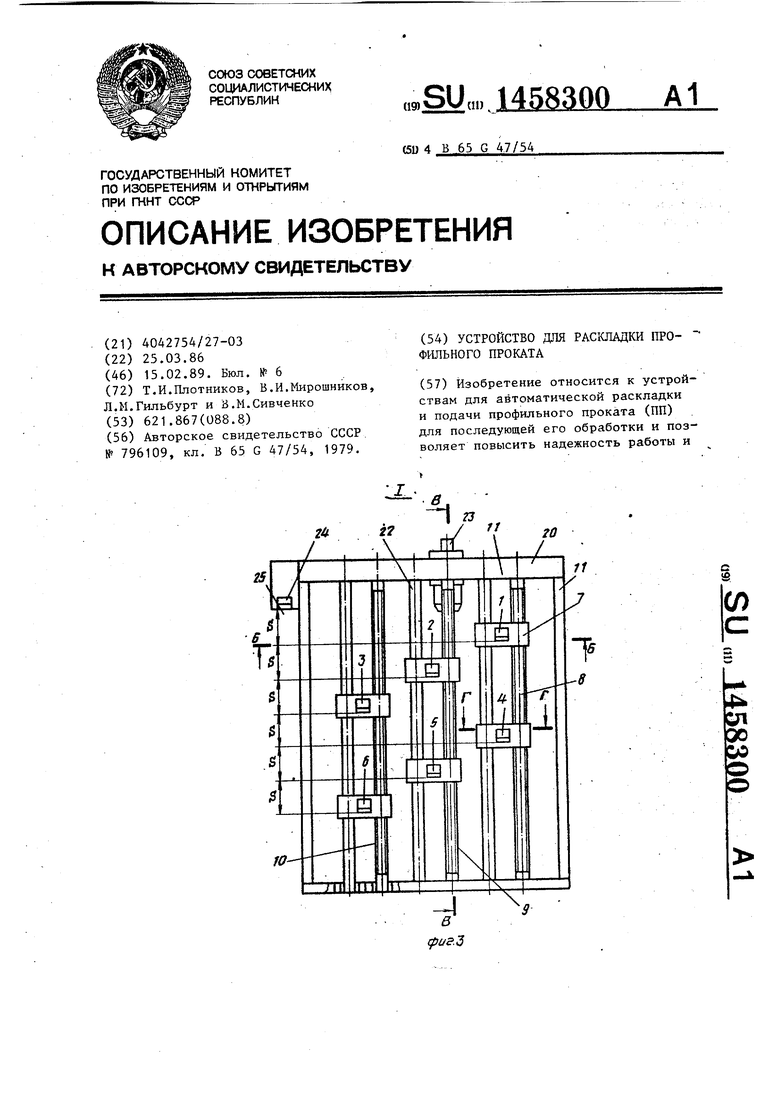
СП
эо
произп-сть. За приемным шлеппером с перекрытием установлен подъемно- опускной шлеппер. Последний одновременно перекрывает отводящий рольганг. В зоне перекрытия размещены подвижные упоры (У) 1-6 с датчиками наличия ПП, установленные попарно в траверсах 7. За У 1-6 на торцовой стенке рамы раскладчика со стороны коробки передач 20 размещена пара неподвижньЕХ У 24, снабженных датчиками 25 контроля наличия ПП. При этом У 1-6 и 24 выполнены выдвижными. Привод линейного перемещения У 1-6 выполнен масштабным в виде шпинделей 8-10 с возможностью пропорционального перемещения каждой пары У 1-6. Привод состоит из полых винтовых валов (ВВ) с однозаходной резьбой, внутри которых размещены дополнительные БВ, связанных с выходными концами полых и дополнительных ВВ зубчатых пар коробки передач 20 и расположенных параллельно полым и
1
Изобретение относится к устройствам для автоматической раскладки и подачи профильного проката для после- дую1чей его обработки.
Целью изобретения является повьш1е- ние надежности работы н повьш1ение производительности.
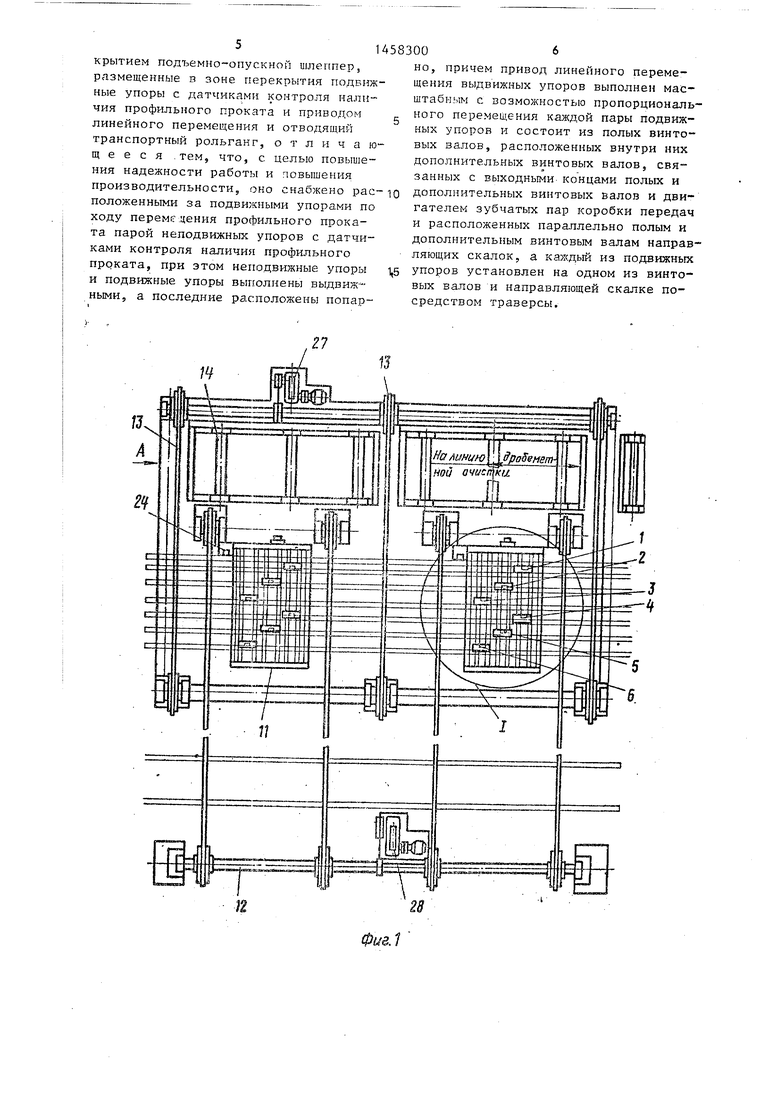
На фиг. 1 изображено предлагаемое
в 1
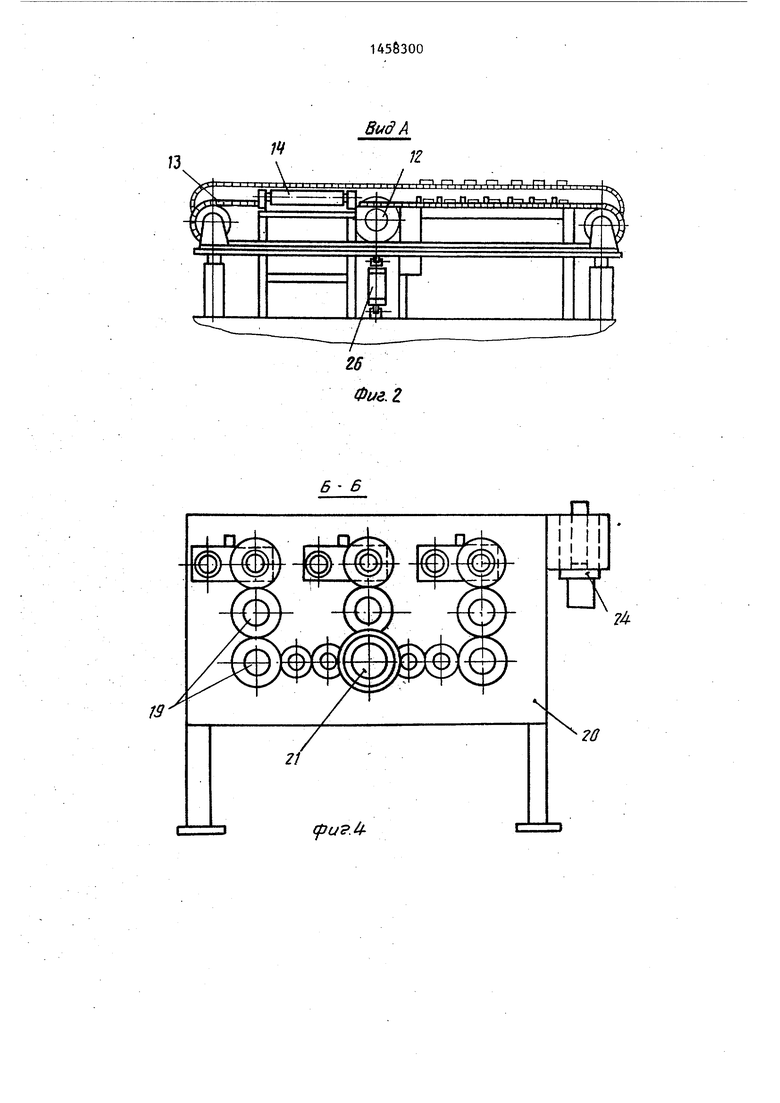
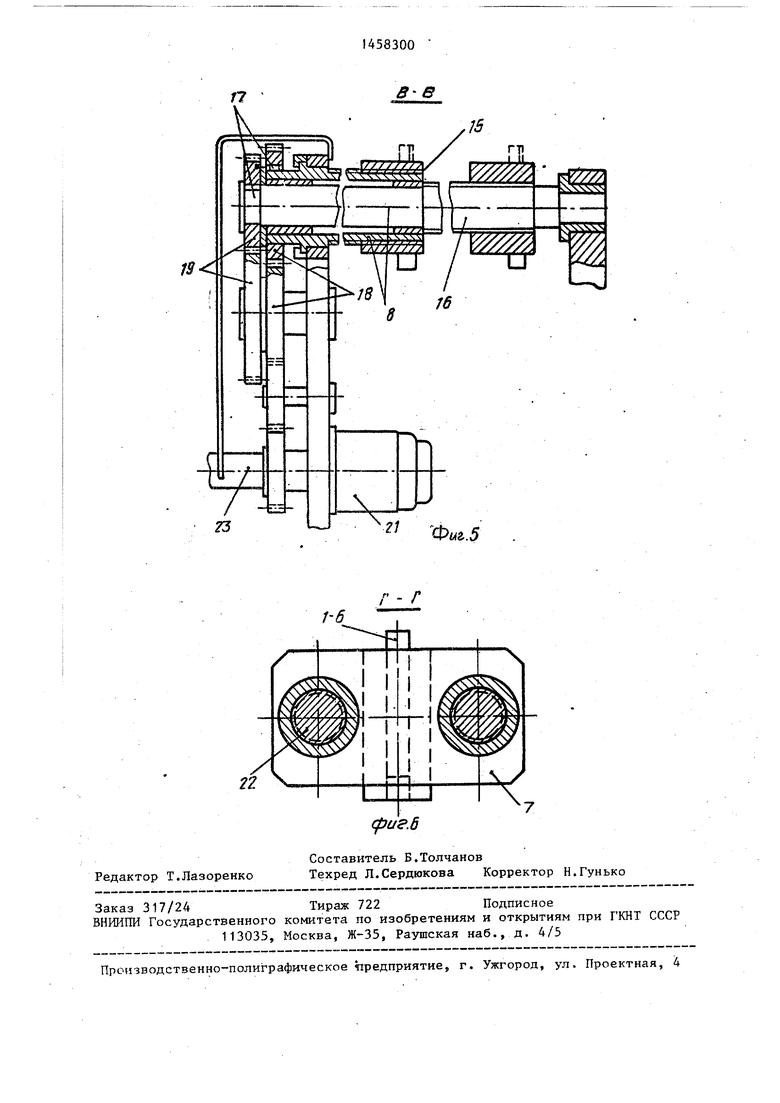
устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - сечение В-В на фиг.З; на фиг.6 - сечение Г-F на фиг. 3.
Устройс тво для раскладки профильного проката цредставляет собой раму, утапливаемые подвижные упоры 1-6, которые установлены в траверсах 7, Р вод линейного перемещения в виде масштабного привода - шпинделей 8 - 10, обеспечивающих пропорциональное перемещение пар подвижных упоров 1-6.
Количество шпинделей в раскладчи- ке диктуется в зависимости от номенклатуры профильного проката, которьм должен быть уложен с технологически необходимым интервалом по ширине «ридополнительным ВВ направляющих скалок 22. На последние одним концом опирается траверса 7, другой конец которой взаимодействует с полым ВВ. Движение от коробки передач 20 передается на выходные концы полого и дополнительного ЕВ шпинделей 8-10. При вращении ВВ перемещают по скалке 22 траверсы 7 вместе с У 1-6. Подъемно-опускной шлеппер находится в нижнем положении. При перемещении приемного шлеппера с ПП первьй ПП наезжает на У 24, которьй его останавливает. Датчик 25 У 24 подает сигнал на выдвижение У 1, который останавливает второй ПП. Датчик У 1 подает сигнал на включение следующего У. Датчик У 6 подает сигнал на подъем подъемно-опускного шлеппера и одновременное утапливание У 1-6,24. При включении привода подъемно-опускного шлеппера последний перемещает партию ПП. 6 ил.
0
0
емного конвейера в линии дробометной очистки.
Шпиндели установлены на боковых стенках 11 раскладчика параллельно друг другу.
Раскладчик установлен между ветвями приемного шлеппера 12.
Зона действия раскладчика перекрывается подъемно-опускным шлеппером 13, который одновременно перекрывает приемный конвейер, выполненный в виде отводящего рольганга -14 линии дробометной очистки.
Масштабный привод включает полые винтовые валы 15 с однозаходной резьбой, внутри которых расположены дополнительные винтовые валы 16, связанных с выходными концами 17 валов 15.и 16 зубчатых передач 18 и 19 коробки 20 передач, подключенных к дви- га:теляю 21, и расположенных параллельно винтовым валам 15 и 16 направляющих скалок 22, на которые одним концом опирается траверса 7, а другой конец которой взаимодействует с винтовым валом.
Внутренний дополнительный винтовой вал 16 шпинделя 8 имеет двухза10
что соответствует линейному перемещению ограничительного упора на величину S и обеспечению заданного шага Т между упорами, что обеспечивает удовлетворительную дробометную очистку всей поверхности проката.
Ограничительный неподвижньш упор 24 выдвинут, остальные ограничительные упоры 1-6 утоплены.
Включается двигатель 21, от которого движение передается через зубчатые зацепления 18 и 19, коробку 20 передач на выходные концы-17 винто- . 15 вых валов 15 и 16 шпинделей 8 - 10. Вращаясь, винтовые валы 15 и 16 пе- ремещают по скалке 22 траверсы 7 шпинделей 8-10 вместе с ограничительными упорами 1-6.
Коробка 20 передач, резьбовая за- ходность валов 15 и 16 кинематически обеспечивают одновременное перемещение первого упора на заданную индукционным датчиком линейную величинуS,
ходкую резьбу и передаточное отношение зубчатой пары 19 , а передаточное отношение зубчатой пары 18 Э.ТОГО шпинделя .
Внутренний дополнительный винтовой вал 16 шпинделя 9 имеет двухза- ходную резьбу и передаточное отношение зубчатой пары 19 ,5, а передаточное отношение зубчатой пары 18 этого шпинделя .
Внутренний дополнительный винтовой вал шпинделя 10 имеет трехзаход- ную резьбу и передаточное отношение зубчатой пары 19 , а передаточное отношение зубчатой пары 18 этого шпинделя . От привода 21 через коробку 20 передач подключен индуктор индукционного датчика 23, отта- рированного на линейное перемещение ограничивающего выдвижного упора 1.
Раскладчик также содержит расположенную за подвижными упорами 1-6 пару неподвижных выдвижных упоров 24, которые как и упоры 1-6 снабжены дат- 25 второго упора - на 2S, третьего упо- чиком 25 контроля наличия профильно- ра - на 3S, четвертого упора - на 4S, го проката. Неподвижные упоры 24 расположены на торцовой стенке рамы раскладчика со стороны коробки передач.30
Подъем и опускание шлеппера 13 осуществляется гидроцилиндрами 26, перемещение ветвей - приводом 27. Перемещение ветвей шлеппера 12 осуществляется от привода 28. Шпиндели 8-10 установлены на боковых стен20
35
пятого упора - на 5S, шестого упора - на 6S.
Подъемно-опускной шлеппер 13 находится в нижнем положении. Включается привод движения приемного шлеппера 12 с уложенным на его поверхности профильным прокатом необходимого для производства размера. Первый профильный прокат наезжает на неподвижньп
ограничительньш упор 24, которьш его останавливает, а датчик 25 подает сигнал на вьщвижение первого подвижного ограничительного упора 1, который останавливает второй профильный прокат, а датчик этого упора подает
ках 11 в подшипниках.
Заходность резьбы выходных валов шпинделей и передаточное отношение коробки передач при работе привода обеспечивают величину линейного перемещения выдвижных упоров относительно неподвижных упоров в отношении:
S-, Su.Si.S.Sj.
3 4 5 6 где , 2S, S-j 3S, ,
,
a перемещение индуктора, заданного программой, контролирует продолжительность работы привода.
Устройство для раскладки профильного проката работает следующим образом.
Оператор задает программу работы раскладчика на осуществление укладки профильного проката, необходимого для производства размера. Эта программа характеризуется перемещением индуктора индукционного датчика 23,
0
что соответствует линейному перемещению ограничительного упора на величину S и обеспечению заданного шага Т между упорами, что обеспечивает удовлетворительную дробометную очистку всей поверхности проката.
Ограничительный неподвижньш упор 24 выдвинут, остальные ограничительные упоры 1-6 утоплены.
Включается двигатель 21, от которого движение передается через зубчатые зацепления 18 и 19, коробку 20 передач на выходные концы-17 винто- . 5 вых валов 15 и 16 шпинделей 8 - 10. Вращаясь, винтовые валы 15 и 16 пе- ремещают по скалке 22 траверсы 7 шпинделей 8-10 вместе с ограничительными упорами 1-6.
Коробка 20 передач, резьбовая за- ходность валов 15 и 16 кинематически обеспечивают одновременное перемещение первого упора на заданную индукционным датчиком линейную величинуS,
25 второго упора - на 2S, третьего упо- ра - на 3S, четвертого упора - на 4S, 30
0
5 второго упора - на 2S, третьего упо- ра - на 3S, четвертого упора - на 4S, 0
5
пятого упора - на 5S, шестого упора - на 6S.
Подъемно-опускной шлеппер 13 находится в нижнем положении. Включается привод движения приемного шлеппера 12 с уложенным на его поверхности профильным прокатом необходимого для производства размера. Первый профильный прокат наезжает на неподвижньп
0
ограничительньш упор 24, которьш его останавливает, а датчик 25 подает сигнал на вьщвижение первого подвижного ограничительного упора 1, который останавливает второй профильный прокат, а датчик этого упора подает
. сигнал на включение следующего упора. Датчик 25 последнего упора подает сигнал на подъем шлеппера 13 и одновременное утапливание всех упоров
5 1 - 6,24.
Включается привод шлеппера 13, который перемещает партию профильного проката, размещенного с технологически необходимым интервалом на поверхности отводящего рольганга 14. Этим рольгангом профильный прокат транспортируется дальше на линию дробомет- ной очистки.
Формула изобретения Устройство для раскладки профильного проката, включающее приемный шлеппер, расположенньш за ним с пере50
1
крытием подтэемно-опускной шлеппер, размещенные в зоне перекрытия ПОДБНЖ ные упоры с датчиками контроля наличия профильного проката и приводом линейного перемещения и отводящий транспортный рольганг, отличающееся .тем, что, с целью повышения надежности работы и повышения производительности, оно снабжено рас положенными за подвижными упорами по ходу перемедения профильного проката парой неподвшкньк упоров с датчиками контроля наличия профильного проката, при этом неподвижные упоры и подвижные упоры вь полнены выдвижными, а последние расположены попар
4583006
но, причем привод линейного перемещения выдвижных упоров выполнен мас- щтабиым с возможностью пропордиональ- g ного перемещения каждой пары подвижных упоров и состоит из полых винтовых валов, расположенных внутри них дополнительных винтовых валов, связанных с выходными ко нцами полых и 10 дополнительных винтовых валов и двигателем зубчатых пар коробки передач и расположенных параллельно полым и дополнительным винтовым валам направляющих скалок, а каждьш из подвижных 1,5 упоров установлен на одном из винтовых валов и направляющей скалке посредством траверсы.
/V
6- Б
(риРЛ
6 lid А
п
/ 4i
75
Редактор Т.Лазоренко
Составитель Б.Толчанов
Техред Л.Сердюкова Корректор Н.Гунько
в-в
Фиг.5
Г - Г
cfjue.d
| Способ подачи профильных изделийи уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU796109A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
