(54) СПОСОБ ПОДАЧИ ПРОФИЛЬНЫХ ИЗДЕЛИЙ
И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
щий рольганг, приемный рольганг обрабатывающего агрегата, механизм подчи изделий и приспособление- для фор-мирования партии изделий заданной ширины, при этом механизм подачи изделий выполнен в виде перпендикулярно расположенных к подающему и приемному конвейерам четырех приводных конвейеров, первый по ходу перемещения изделий из которых снабжен механизмом вертикального перемещения.. и упорами для выравнивания изделий и расположен между роликами подающего рольганга, второй снабжен механизмом вертикального перемещения, приспособлением для формирования партии изделий заданной ширины и размещен между ветвями первого конвейера; третий конвейер установлен стационарно между ветвями второго, а четвертый оснащен механизмом вертикального перемещения и размещен между ветвями третьего конвейера и роликами приемного рольганга; кроме того, приспособление для формирования партии изделий заданной ширины выполнено в виде конечных выключателей, расположенных на раме второго конвейера в два ряда поперек направлениЯ, подачи изделий, первый ряд которых закреплен на раме стационарно, причем рама выполнена с направляющими, а второй ряд конечных выключателей устано,влен в направляющих посредством кареток, имеющих приводные ходовые винты для перемещения кареток в направлении, -противоположном перемещению изделий и со скоростью, равной скорости перемещения изделий,
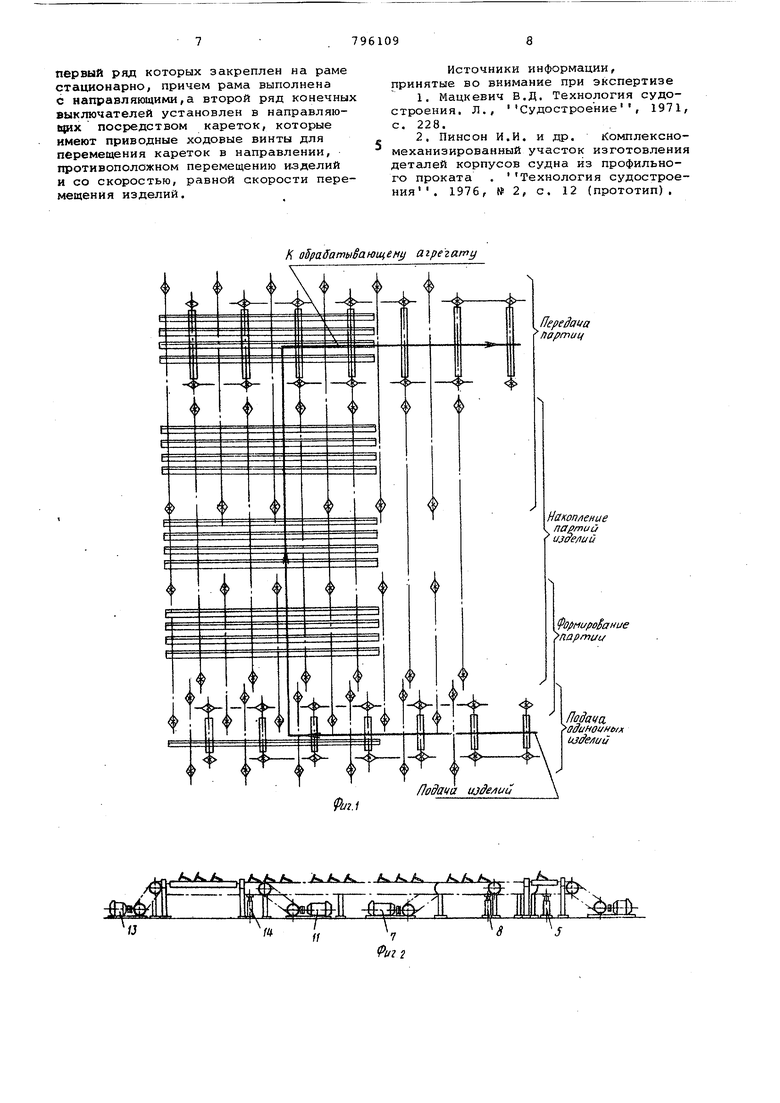
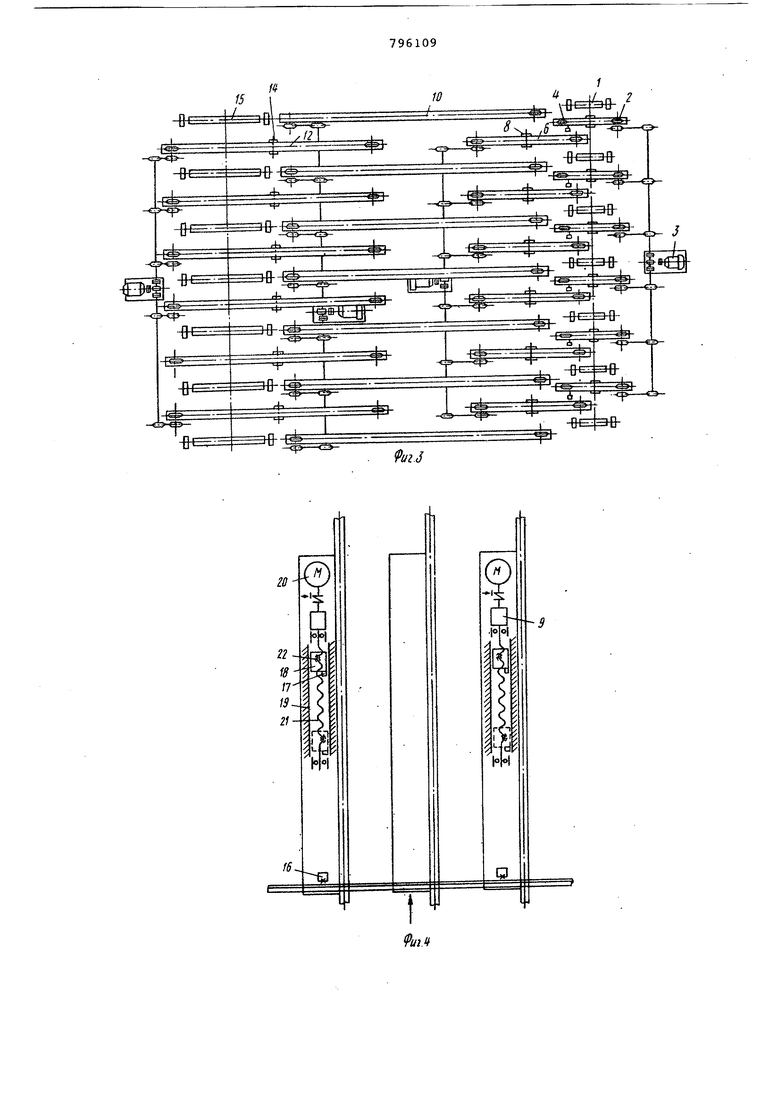
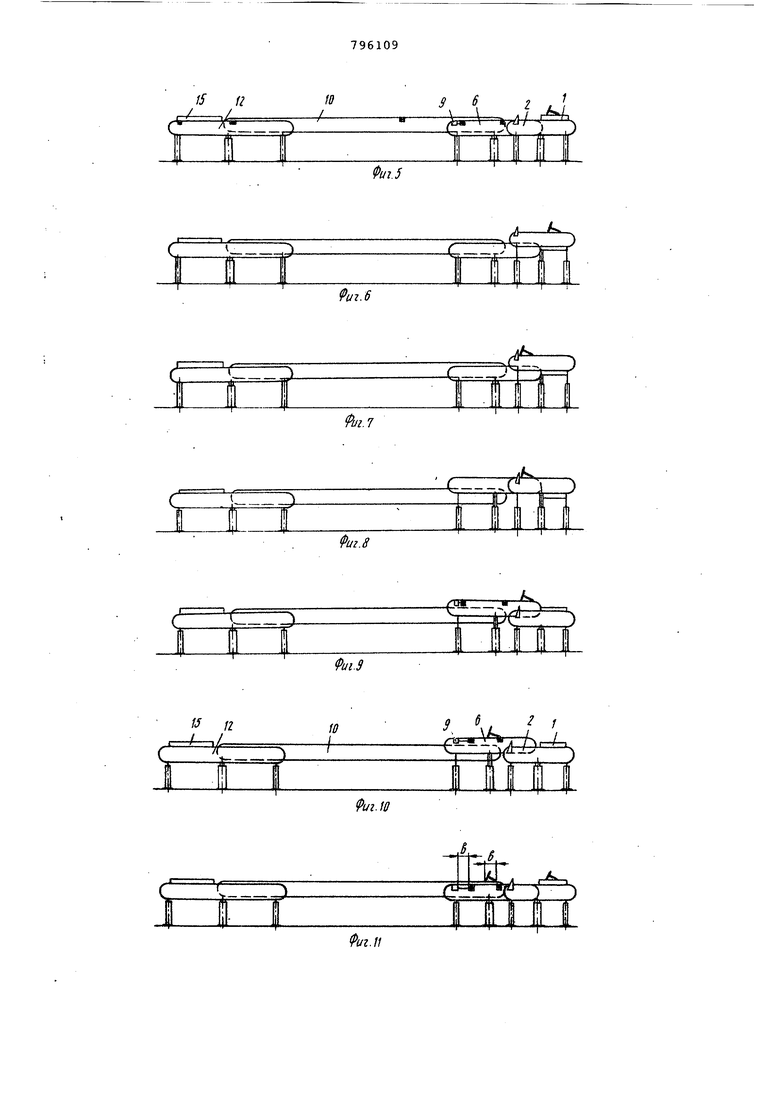
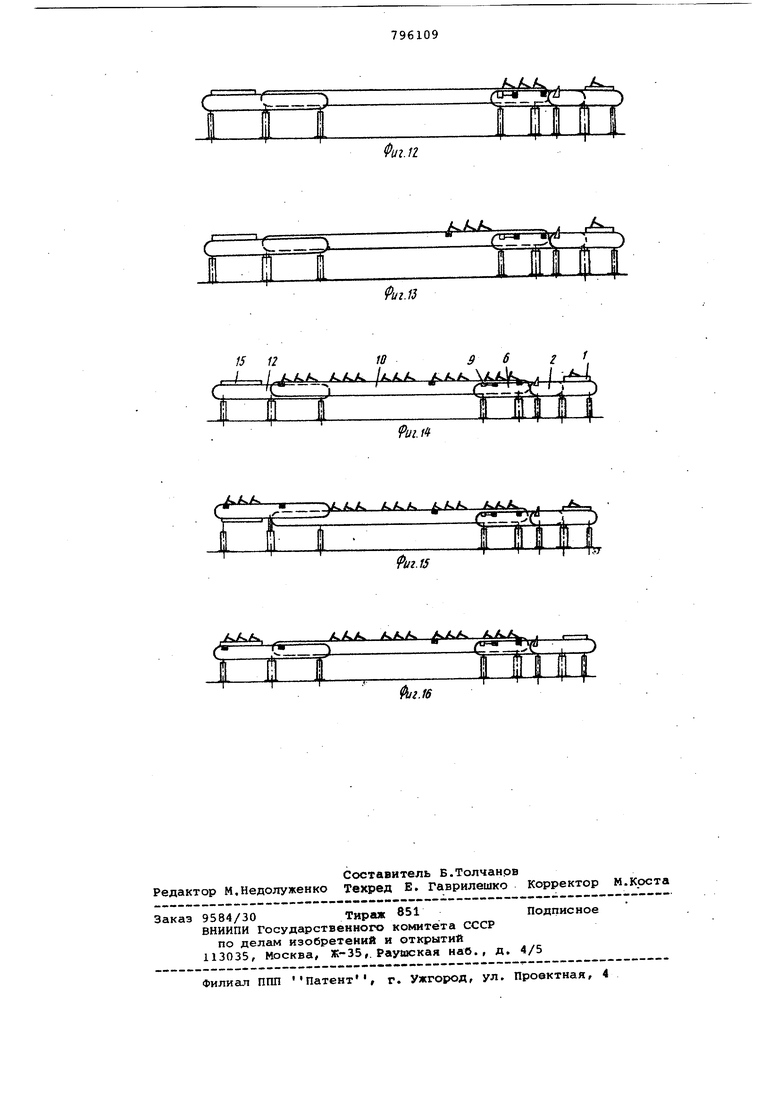
На фиг, 1 изображена технологическая схема способа подачи профильных изделий различных типоразмеров на приемный рольганг обрабатывающего агрегата на фиг. 2 дано устройство для осуществления этого способа общий вид; на фиг. 3 - устройство, вид в плане; на фиг, 4 - кинематическая схема приспособления для автоматического формирования партии заданной ширины из изделий одного из различных типоразмеров; на фиг. 5 последовательность работы устройства, глэмент подачи изделий рольгангом; на фиг. 6 - съем изделий первым конвейером с подающего рольганга на фиг. 7 - перемещение изделий по первому конвейеру и остановка у упора; на фиг, 8 - подъем второго конвейера; на фиг. 9 - опускание первого конвейера; на фиг, 10 - остановка изделия конечными выключателями первого ряда; на фиг. 11 - опускание второго конвейера; на фиг, 12 сформирование партии изделий; на фиг, 13 - образование промежутка между партиями изделий; на фиг, 14 расположение партий изделий на третьем конвейере; на фиг. 15 - передача партий изделий на приемный рольганг при поднятом четвертом конвейере; на фиг. 16 - то же, при опущенном четвертом конвейере.
Устройство для подачи профильных изделий различных типоразмеров на приемный рольганг обрабатывающего 5 агрегата содержит расположенный между роликами подающего рольганга 1 -первый конвейер 2 с приводом 3, оснащенный упорами 4 и механизмом вертикального перемещения в виде силовых
0 цилиндров 5; второй конвейер 6 с приводом 7, оснащенный механизмом вертикального перемещения в виде силовых цилиндров 8 и приспособлением 9 для автоматического формирования партии
5 заданной ширины из изделий раличных типоразмеров; третий конвейер 10 с приводом 11; четвертый конвейер 12 с приводом 13, оснащенный механизмом вертикального перемещения в виде
0 силовых цилиндров 14 и частично расположенный между роликами прием ого рольганга 15 обрабатывающего агрегата.
Приспособление 9 для автоматического формирования партии заданной ширины из изделий одного из различных типоразмеров содержит конеч- . ные выключатели 16 первого ряда, закрепленные на раме конвейера 6, и
0 конечные выключатели 17 второго ряда, каждый из которых закреплен на каретке 18, установленной в направляющих 19 с возможностью перемещения от привода 20 посредством ходового винта
21 и ходовой гайки 22.
Способ подачи профильных изделий различных типоразмеров на приемный рольганг обрабатывающего агрегата осуществляют следующим образом. Профильное изделие подается по
0 рольгангу 1 и останавливается в зоне конвейера 2, который при этом силовыми цилиндрами 5 опущен ниже плоскости катания изделия по рольгангу 1 (см.фиг.5), После остановки изделия
5 силовые цилиндры 5 поднимают конвейер 2 вместе с изделием над роликами рологанга 1 (см., фиг. 6), Включается привод 3, и изделие перемещается по конвейеру 2 до. остановки по
Q упорам 4 (см, фиг. 7), При этом происходит выравнивание изделия, а привод 3 после выравнивания изделия выключается.
Затем посредством силовых цилинде ров 8 второй конвейер бподнимается между ветвями первого конвейера 2 (см.фиг,8),а конвейер 2 с упорами 4 посредством силовых цилиндров 5 опускается в исходное положение (см.фиг.9) Включается привод 7 конвейера 6,
0 и изделие перемещается по конвейеру 6. При проходе передней кромки изделия над конечными выключателями 16 приспособления 9 включаются приводы 20, и конечные выключатели 17 начинают перемещаться навстречу изделию. При проходе задней кромки изделия над конечными выключателями 16 изделие останавливается,приводы 20 выклю чаются, конечные выключатели 17 также останавливаются, пройдя от исходного положения расстояние в, равное ширине изделия (см, фиг,10). Требуемый зазор между изделиями обеспечива ется расстоянием между упорами 4 и к вечными, выключателями 16. Конвейер 6 опускается (см. фиг. 11) . Следующе изделие подается на конвейер 6 анало гичным образом, первое изделие при этом смещается на шаг, равный сумме ширины изделия и величины требуемого зазора, а следующее изделие останавливается при проходе его задней кро ки над конечными выключателями 16. Когда в процессе шагового перемещени по конвейеру 6 первое изделие своей задней кромкой пройдет над конечными выключателями 17, подача изделий на конвейер 6 прекращается, а на кон вейере 6 сформировывается партия изделий заданной ширины с отклонением, зависящим от типоразмера изделий, Конвейер 6 посредством силовы цилиндров 8 опускается, передавая партию изделий на третий конвейер 10 (см, фиг. 12). Включается привод 11 и партия изделий перемещается по кон вейеру 10 до выхода последнего изделия партии из зоны конвейера 6 и образования требуемого промежутка межд партиями (см,фиг. 13). Привод 11 выключается, после чего производится формирование следующей партии изделий способом, описанным выше. После поступления на конвейер 10 сле,цую щей партии изделий включается привод 11, и первая партия изделий смещается на шаг, равный сумме ширины партии и величины промежутка между партиями. Когда первая партия изделий в ходе шагового перемещения по кой вейеру 10 окажется в зоне конвейера. 12 (см, фиг, 14), включаютсясиловые цилиндры 14, и партия изделий захватывается четвертым конвейером 12 при прохождении ветвей последнего между ветвями конвейера 10, Включается привод 13, и партия изделий перемещается до остановки в зоне приемного рольганга 15 обрабатывающего агрегата (см, фиг. 15), после чего кон вейер 12 посредством силовых цилиндров 14 опускается, передавая партию изделий на приемный рольганг 15 (см, фиг. 16). Осуществление в процессе поперечного перемещения изделий их шаговой подачи с автоматическим выдерживанием шага до момента сформирования партии изделий, а также шаговая подача сформированных партий с автоматическим выдерживанием промежуткамежду партиями позволяют повьгйифь автоматизации и обеспечить непрерывность подачи изделий к обрабатывающему агрегату. Кроме того, предлагаемое устройство для подачи профильных изделий различных типоразмеров на приемный рольганг обрабатывающего агрегата выполнено из однородных по конструкции и принципу действия устройств типа напольных конвейеров, что позволяет провести унификацию и снизить металлоемкость устройства, а также повысить безопасность его работы. Формула изобретения 1.Способ подачи профильных изделий различных типоразмеров на приемный рольганг обрабатывающего агрегата, включающий -захват изделий с подающего рольганга, поперечную подачу изделий заданной ширины и передачу пар.тии изделий на приемный рольганг обра.батывающего агрегата,о т л и ч а ющ и и с я тем, что, с целью повышения производительности и степени автоматизации, поперечную подачу изделий осуществляют поштучно и периодически с размером шага, равным сумме ширины изделия и величины зазора между изделиями до момента сформирования партии изделий заданной ширины, затем осуществляют шаговую подачу всей партии изделий с образованием промежутка между партиями. 2. Устройство для осуществления способа по п, 1, содержащее подающий рольганг, приемный рольганг обрабатывшощего агрегата, механизм подачи изделий и приспособление для формирования партии изделий заданной .ширины, отличающееся тем, что механизм подачи изделий выполнен в виде перпендикулярно расположенных к подающему и приемному конвейерам четырех приводных конвейеров, первый по ходу перемещений изделий из которых снабжен механизмом вертикального перемещения и упораими для вьд авнивания изделий и расположен между ролика ли подающего рольганга, второй снабжен механизмом вертикального перемещения, приспособлением для формирования партии изделий заданной ширины и размещен между ветвями первого конвейера, третий конвейер установлен стационарно между ветвями второго конвейера, а четвертый конвейер оснащен механизмом вертикального перемещения и размещен между ветвями третьего конвейера и роликами приемного рольганга. 3. Устройство по п. 2, о т л и чающеес я тем, что приспособление для форм фования партии изделий заданной ширины выполнено в виде . онечных выключателей, расположенных а раме второго конвейера в два ряа поперек направлению подачи изделий.
первый ряд которых закреплен на раме стационарно, причем рама выполнена с направляющими,а второй ряд конечных выключателей установлен в направляюь{их посредством кареток, которые имеют приводные ходовые винты для перемещения кареток в направлении, противоположном перемещению изделий и со скоростью, равной скорости перемещения изделий.
Источники информации, принятые во внимание при экспертизе
1.Мацкевич В,Д. Технология судостроения. Л., Судостроение, 1971, с. 228.
2,Пинеон И.И. и др. Комплексномеханизированный участок изготовления деталей корпусов судна из профильного проката . Технология судостроения. 1976, № 2, с. 12 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи профильных изделий различных типоразмеров на приемный рольганг обрабатывающего агрегата | 1987 |
|
SU1437317A2 |
| Устройство для подачи профильных изделий | 1987 |
|
SU1535809A1 |
| Устройство для подачи профильных изделий | 1987 |
|
SU1507697A2 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Автоматическая линия перемещения и передачи изделий | 1987 |
|
SU1502445A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Устройство для сбрасывания длинномерных грузов | 1989 |
|
SU1713870A1 |
| Полуавтоматический многопозиционный станок | 1978 |
|
SU764940A1 |
| Поточная линия для производства полых волокнистых цилиндров | 1977 |
|
SU656858A1 |
Л oSpaffambieafou eMt/ агрегягпу
. Передача HuKon/isHue партий ujffe/tuu fHupolaHue Упартии .Подана, foauHovHtf/x ifjae/ c/u
/«
fS
-g
(РигЧ
IS П
w
c. V-nzx
VliT J Tff
W n
W
fi
)
flfii fh
.ггЪ
nTT
TTTi
.)
r
fui.l
J -лхь-/ Ц
f 1 v4irgOf
H
( .Ai Д.Л/Ч 4 ..J
i -ffl I t
JiLЦ- Jilb M M .1 fl
AAA ЛЛ.А. A./W4 АЛ.%
PI
Jll
Фиг.16
