Сд Ф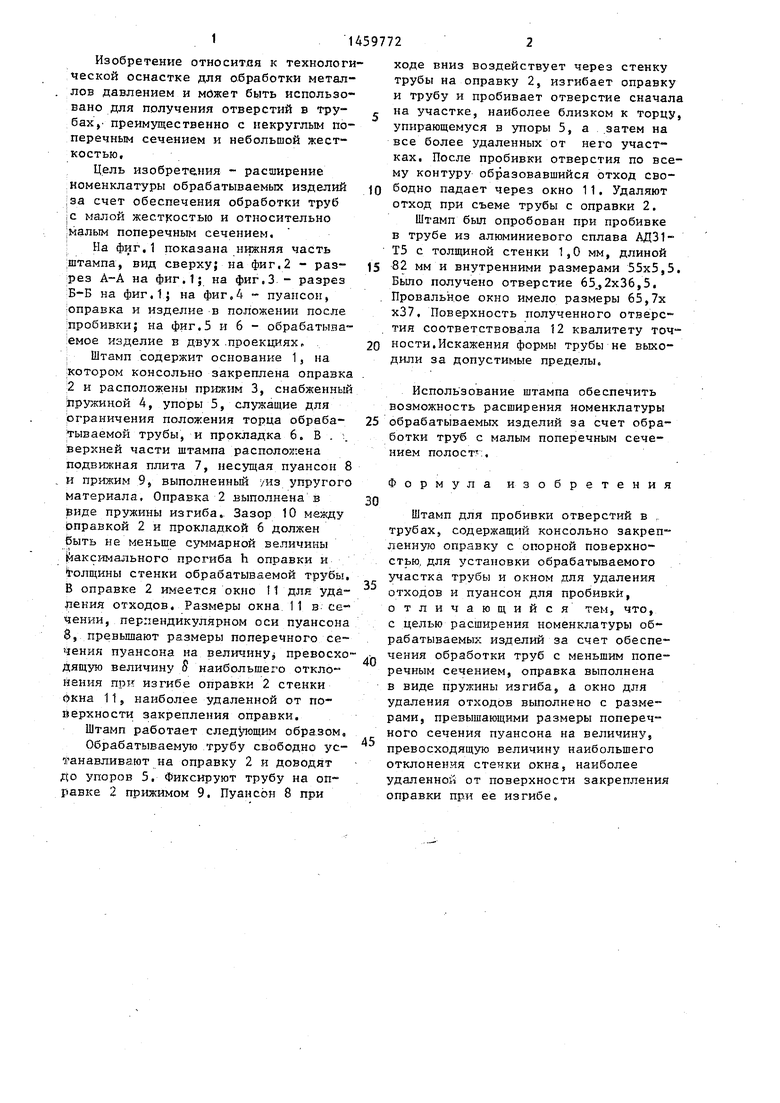
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки отверстий в стенках полых изделий | 1982 |
|
SU1276398A1 |
| Устройство для пробивки отверстий в полых изделиях | 1985 |
|
SU1258564A1 |
| Устройство для пробивки отверстий в полых изделиях | 1989 |
|
SU1607996A2 |
| ШТАМП ДЛЯ ПРОБИВКИ В БОКОВЫХ СТЕНКАХ ПОЛЫХ ИЗДЕЛИЙ ОТВЕРСТИЙ | 1985 |
|
SU1332636A1 |
| Штамп для пробивки отверстий в полых изделиях | 1989 |
|
SU1667988A1 |
| СПОСОБ ОБРАЗОВАНИЯ ОКОН В ТОНКОСТЕННЫХ ТРУБАХ | 1967 |
|
SU202860A1 |
| Штамп для пробивки радиальных отверстий в полых деталях | 1979 |
|
SU919788A1 |
| Пуансон для пробивки отверстий в трубах | 1981 |
|
SU1031582A1 |
| Штамп для пробивки отверстий | 1988 |
|
SU1682013A1 |
| Штамп для пробивки в полых изделиях отверстий | 1986 |
|
SU1428498A1 |
Изобретение относится к технологической оснастке для обработки металлов давлением и может использоваться для пробивки отверстия в некруглых трубах малой жесткости. Цель - расширение номенклатуры обра-г батываемых изделий за счет обработки труб с относительно малым поперечным сечением. Штамп содержит пуансон (П 8 и консольно закрепленную оправку 2, выполненную в виде пружины изгиба и имеющую окно 11 для удаления отходов, размеры последнего превышают размеры поперечного сечения П 8.При воздействии П 8 на стенку трубы оправка и труба изгибаются, П 8 внедряется в стенку трубы сначала со стороны закрепления оправки, а затем последовательно на участках, все более удаленных от поверхности закрепления, 6 ил.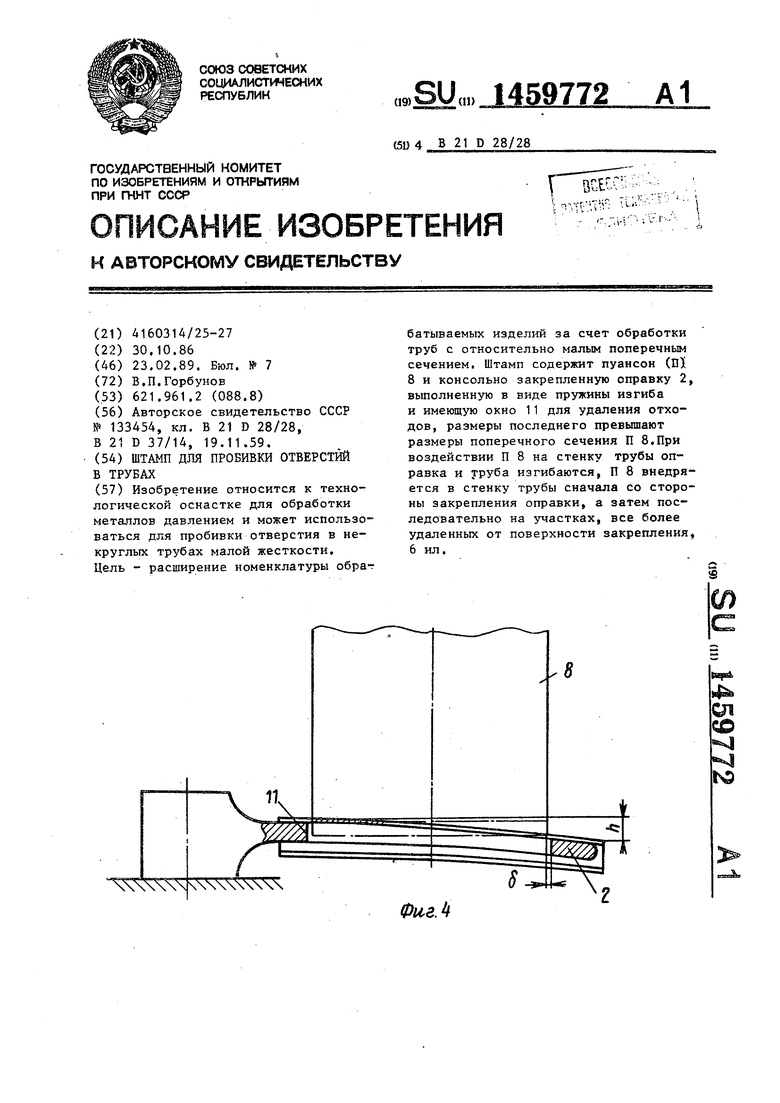
Ю
Фи.гЛ
10
15
11459772
Изобретение относитяя к технологической оснастке для обработки метал- лов давлением и может быть использовано для получения отверстий в трубах, преимущественно с некруглым поперечным сечением и небольшой жесткостью.
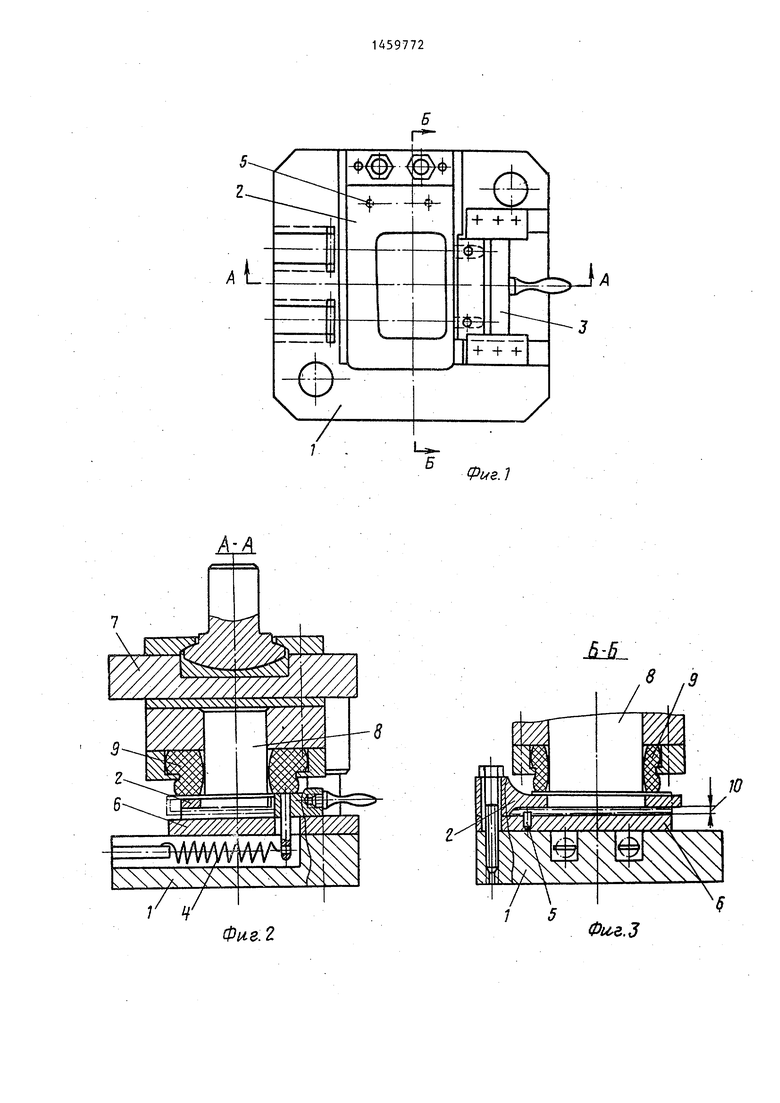
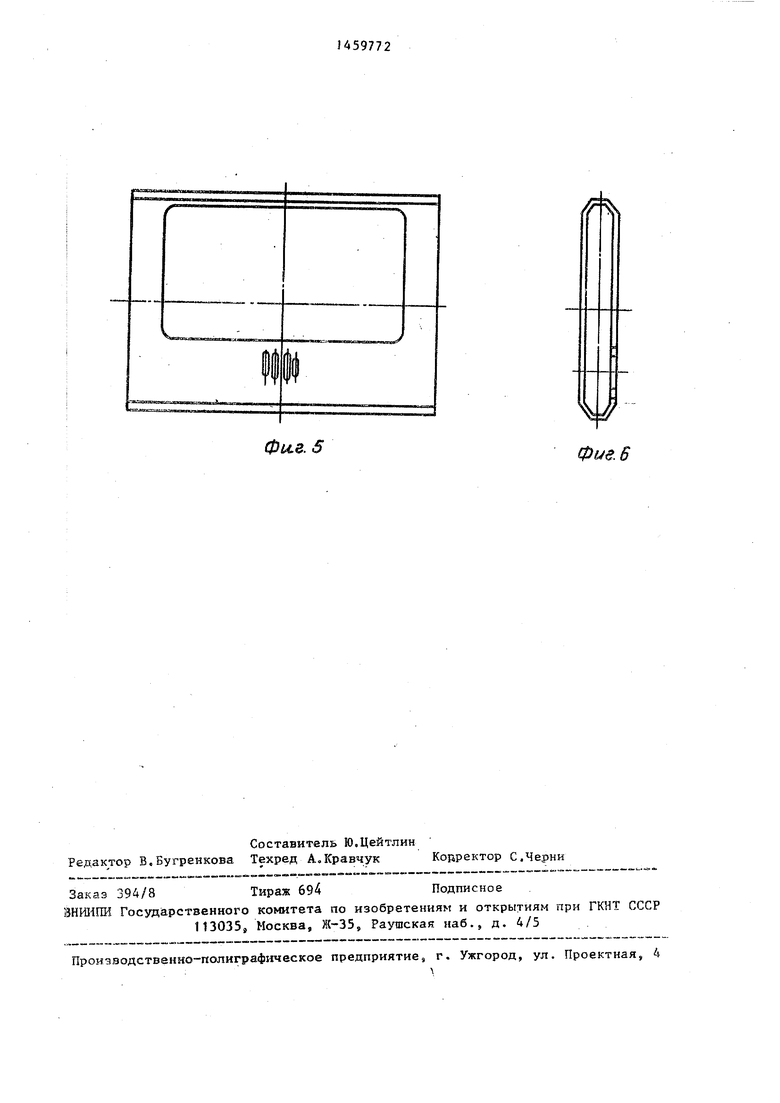
Цель изобретения - расширение номенклатуры обрабатываемых изделий :эа счет обеспечения обработки труб ic малой жесткостью и относительно |мальш поперечным сечением, ; На фиг.1 показана нижняя часть :штампа, вид сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг,4 - пуансон, юправка и изделие в положении после :пробивки; на фиг.5 и 6 - обрабатыва- :емое изделие в двух .проекциях, , : Штамп содержит основание 1, на котором консольно закреплена оправка 2 и расположены прижим 3, снабженный Ьружиной 4, упоры 5, служащие для рграничения положения торца обраба- ;тываемой трубы, и прокладка 6. В . ;. (верхней части штампа расположена подвижная плита 7, несущая пуансон 8 и прижим 9j выполненный уиз упругого Материала, Оправка 2 выполнена в виде пружины изгиба. Зазор 10 между (эправкой 2 и прокладкой 6 должен быть не меньше суммарной величины Максимального прогиба h оправки и толщины стенки обрабатываемой трубы. В оправке 2 имеется окно I1 для уда- |зения отходов. Размеры окна 11 в сечении, перпендикулярном оси пуансона 8, превьнпают размеры поперечного се чения пуансона на величинуj превосходящую величину S наибольшего отклонения при изгибе оправки 2 стенки окна 11, наиболее удаленной от поверхности закрепления оправки.
Штамп работает образом. Обрабатываемую трубу свободно устанавливают на оправку 2 и доводят о упоров 5. Фиксируют трубу на опавке 2 прижимом 9. Пуансон 8 при
20
25
30
35
40
45
хо тр и на уп вс ка му бо от
в Т5 82 Бь Пр х3 ти но ди
во об бо ни
Ф
тр ле ст уч от о с ра че ре в уд ра но пр от уд опр
0
5
0
5
ходе вниз воздействует через стенку трубы на оправку 2, изгибает оправку и трубу и пробивает отверстие сначала на участке, наиболее близком к торцу, упирающемуся в упоры 5, а .затем на все более удаленных от него участках. После пробивки отверстия по всему контуру образовавшийся отход свободно падает через окно 11. Удаляют отход при съеме трубы с оправки 2.
Штамп был опробован при пробивке в трубе из алюминиевого сплава АД31- Т5 с толщиной стенки 1,0 мм, длиной 82 мм и внутренними размерами 55x5,5. Бьто получено отверстие 65,,2х36,5. Провальное окно имело размеры 65,7х х37. Поверхность полученного отверстия соответствовала 12 квалитету точности. Искажения формы трубы не выходили за допустимые пределы.
Использование штампа обеспечить возможность расширения номенклатуры обрабатываемых изделий за счет обработки труб с малым поперечным сечением полост :.
Формула изобретения
5
0
5
Штамп для пробивки отверстий в , трубах, содержащий консольно закрепленную оправку с опорной поверхностью, для установки обрабатьшаемого участка трубы и окном для удаления отходов и пуансон для пробивки, отличающийся тем, что, с целью расширения номенклатуры обрабатываемых изделий за счет обеспечения обработки труб с меньшим поперечным сечением, оправка выполнена в виде пружины изгиба, а окно для удаления отходов выполнено с размерами, превышающими размеры поперечного сечения пуансона на величину, превосходящую величину наибольшего отклонения стечки окна, наиболее удаленной от поверхности закрепления оправки при ее изгибе.
Фиг.
.
Фи.З
ф14.г.5
| Установка для пробивки отверстий в трубе | 1959 |
|
SU133454A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
