Изобретение относится к технологической оснастке для обработки металлов давлением, в частности к штампам для пробивки отверстий в полых изделиях типа труб.
Цель изобретения - повышение надежности фиксации изделия на рабочей позиции.
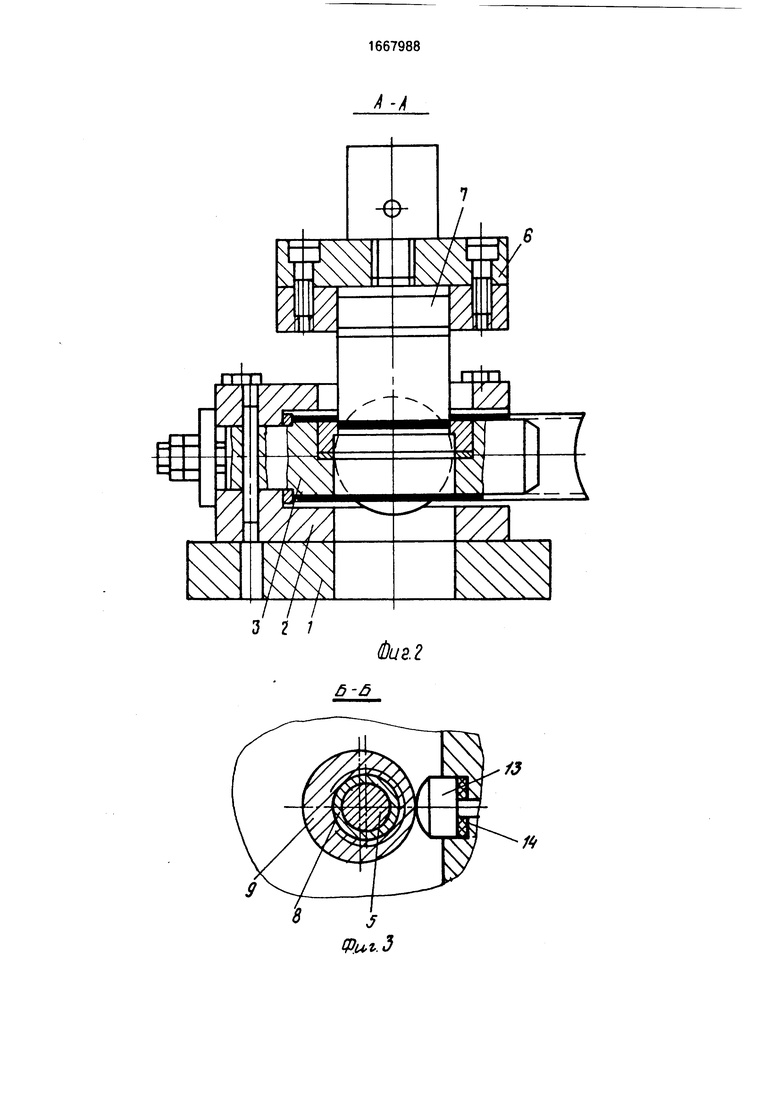
На фиг.1 изображен предлагаемый штамп, общий вид; на фиг.2 - разрез А-А на фиг.1; на фит.З- разрез Б-Б на фиг.1.
Штамп содержит неподвижную нижнюю плиту 1, жестко закрепленный на ней корпус 2, несущий консольно установленную оправку-матрицу 3, опору оправки-матрицы, выполненную в виде двух секций 4, направляющие колонки 5. Штамп содержит также подвижную верхнюю плиту 6, жестко закрепленные на ней пуансон 7 и направляющие втулки 8. На наружной поверхности направляющих втулок 8 выполнена резьба и с ней связаны резьбовым с эдинением эксцентриковые втулки 9, которые используют в составе механизма перемещения секций 4. Положение эксцентриковых втулок 9 на направляющих втулках 8 фиксируют контргайками 10. На нижнем конце каждой эксцентриковой втулки 9 выполнена заходная фаска. Механизм перемещения содержит также два упругих элемента в виде пружин 11, каждая из которых закреплена одним концом в корпусе 2, а другим упирается в шпильку 12. Последние закреплены в секциях 4 опоры. В каждой секции 4 установлен вкладыш 13. Между опорной поверхностью вкладыша 13 и поверхностью секции 4 размещена упругая прокладка 14. Положение вкладыша фиксируется гайкой 15.
Штамп работает следующим образом.
После установки обрабатываемого изделия на оправку-матрицу 3 регулируют положение эксцентриковых втулок 9 на направляющих втулках 8 путем поворота и фиксируют это положение контргайками 10. При ходе верхней плиты 6 вниз эксцентриковые втулки 9 входят в контакт с вкладышами 13 и через упругие прокладки 14 перемещают секции 4 опоры до соприкосновения поверхностей секций с поверхностью обрабатываемого изделия. При дальнейшем опускании плиты 6 до соприкосновения пуансона 7 с обрабатываемым изделием происходит окончательный зажим изделия и пробивка отверстия.
При ходе плиты 6 вверх пуансон 7 выходит из контакта с обрабатываемым изделием. При дальнейшем подъеме плиты 6
эксцентриковые втулки 9 освобождают вкладыши 13, пружины 11 толкают шпильки 12, секции 4 опоры раздвигаются и освобождают обрабатываемое изделие, после чего
его снимают с оправки-матрицы 3.
В предлагаемом штампе обеспечивается повышение надежности фиксации изделия на рабочей позиции.
Формула изобретения
1, Штамп для пробивки отверстий в полых изделиях типа труб, содержащий пуансон, установленный в подвижной верхней части, смонтированные в неподвижной нижней части оправку-матрицу, опору оправки-матрицы, установленную с возможностью перемещения в направлении, перпендикулярном оси давления и оси оправки-матрицы, механизм перемещения опоры, включающий упругий элемент, закрепленный в неподвижной части, отличающийся тем, что, с целью повышения надежности фиксации изделия на рабочей позиции, опора выполнена в виде двух секций, расположенных симметрично относительно оси оправки-матрицы с возможностью встречного перемещения, механизм перемещения выполнен в виде двух эксцентриковых втулок, каждая из которых связана с подвижной частью штампа
с возможностью возвратно-поступательного и вращательного перемещений относительно оси, параллельной оси давления, и возможностью взаимодействия с одной из секций опоры, штамп снабжен дополнительным упругим элементом, усилие каждого упругого элемента направлено от оси оправки-матрицы к одной из секций.
2.Штамп по п.1,отличающийся тем, что он снабжен вкладышами, размещенными в секциях с возможностью контакта каждого из них с одной из эксцентриковых втулок, и упругими прокладками, расположенными между опорными торцами вкладышей и
соответствующими секциями.
3.Штамп по п.1,отличающийся тем, что он снабжен средствами фиксации положения эксцентриковых втулок, выполненными в виде контргаек,
4. Штамп по п.1, отличающийся
тем, что эксцентриковые втулки выполнены
с заходными фасками.
5. Штамп по п.1, отличающийся
тем, что он снабжен шпильками, закреплен- ными в секциях, а каждый упругий элемент
размещен с возможностью взаимодействия
с одной из шпиле.к.
г 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки участков боковой поверхности изделий | 1984 |
|
SU1181753A1 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ТРУБЧАТЫХИЗДЕЛИЯХ | 1970 |
|
SU264325A1 |
| Штамп для пробивки окон в полых изделиях | 1989 |
|
SU1750804A1 |
| Штамп для пробивки в полых деталях отверстий | 1986 |
|
SU1388149A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для пробивки отверстий в полых цилиндрических изделиях | 1987 |
|
SU1563811A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| ШТАМП ДЛЯ ПРОБИВКИ В БОКОВЫХ СТЕНКАХ ПОЛЫХ ИЗДЕЛИЙ ОТВЕРСТИЙ | 1985 |
|
SU1332636A1 |
| Штамп для пробивки отверстий в стенке полого изделия | 1986 |
|
SU1360856A1 |
| Устройство для изготовления кабельных наконечников | 1987 |
|
SU1480937A1 |
Изобретение относится к технологической оснастке для обработки металлов давлением, в частности к штампам для пробивки отверстий в полых изделиях типа труб. Цель изобретения - повышение надежности фиксации изделия на рабочей позиции. Штамп содержит оправку-матрицу (ОМ) 3, опору для ОМ 3 в виде секций 4 и механизм перемещения ОМ 3. Механизм перемещения включает эксцентриковые втулки (ЭВ) 9, упругие элементы в виде пружин 11, вкладыши 13 и упругие прокладки 14. После установки изделия на ОМ 3 регулируют положение ЭВ 9 путем поворота с одновременным перемещением вдоль направляющих втулок 8. При опускании плиты 6 ЭВ 9 через вкладыши 13 и упругие прокладки 14 сдвигают секции 4 и прижимают их к ОМ 3. После этого пуансон 7 пробивает отверстие. 4 з.п. ф-лы, 3 ил.
Лиг. г
| Устройство для пробивки отверстий в трубе | 1983 |
|
SU1088849A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для пробивки отверстий в полых изделиях | 1985 |
|
SU1258564A1 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ТРУБЧАТЫХИЗДЕЛИЯХ | 0 |
|
SU264325A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
