1
Изобретение относится к испытательной технике, а именно к способам контроля качества заготовок.
Целью изобретения является повы- шение точности контроля за счет обеспечения выявления коробления от действия остаточных напряжений при контроле заготовок.типа диска с центральным отверстием.
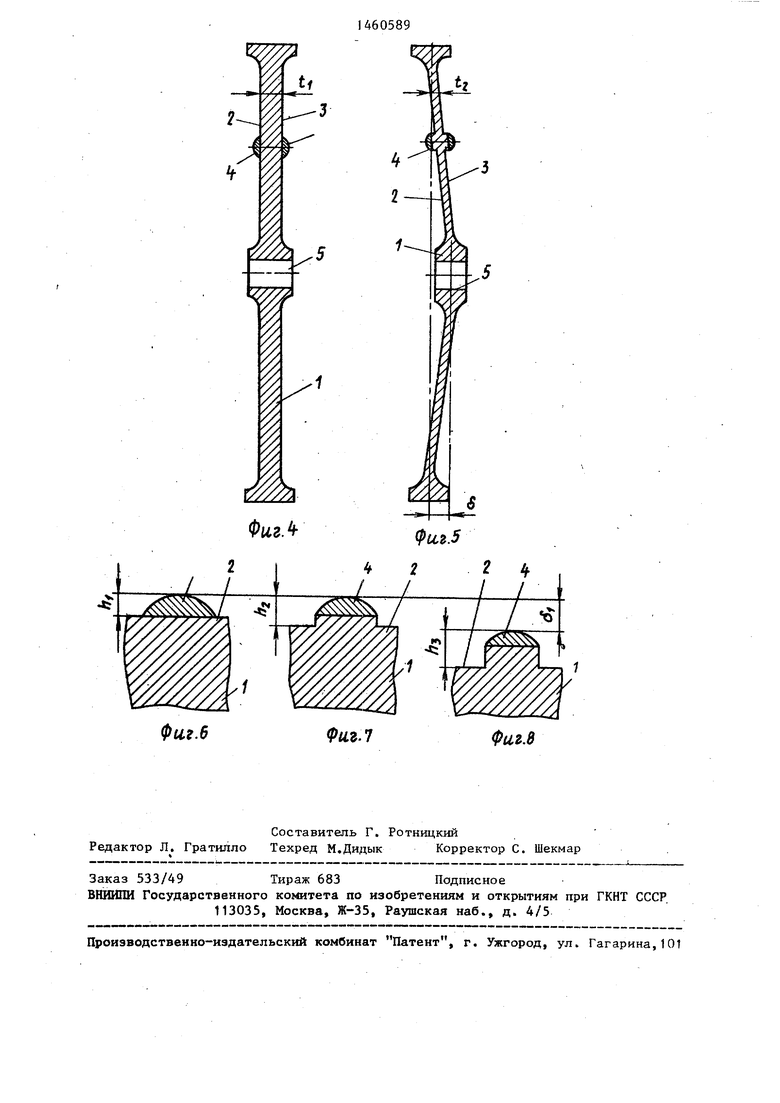
На фиг. 1 приведена схема осуществления способа; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема контакта измерителя перемещений с торцом диска; на фиг. 4 - диск до трав- ления; на фиг. 5 - то же, после травления; на фиг. 6 - место измерения до травления; на фиг. 7 - то же, в начале травления; на фиг. 8 - то же, после начала коробления.
Способ осуществляют следующим способом.
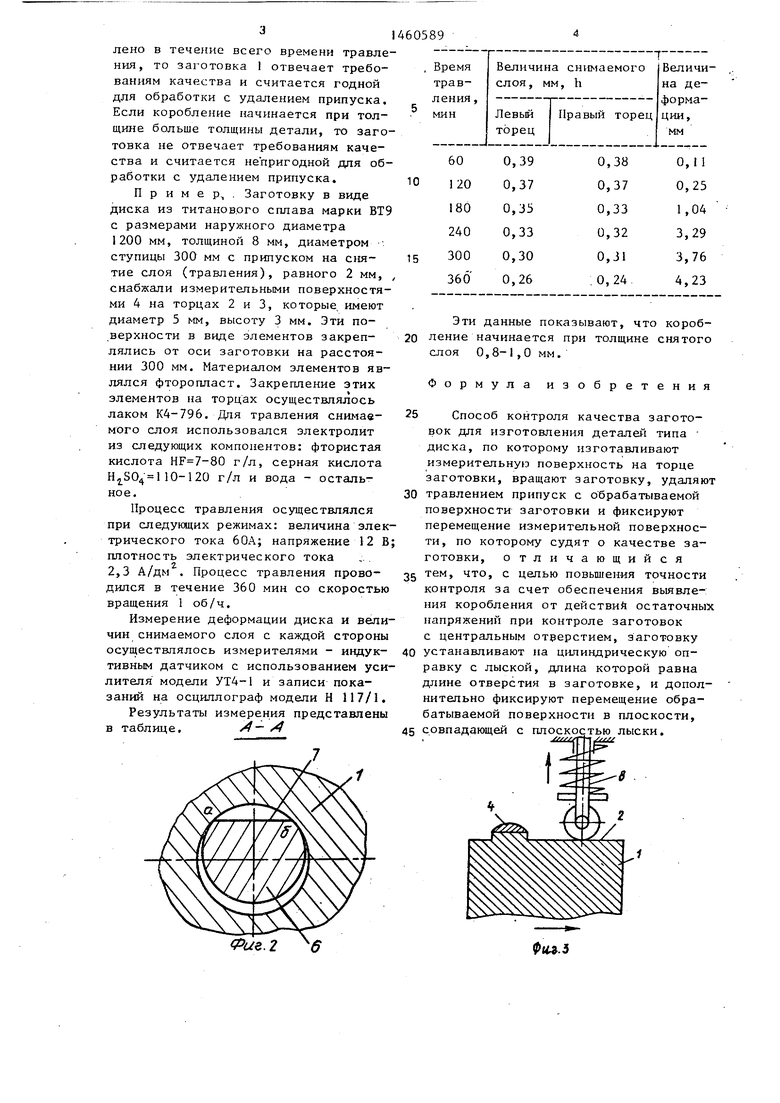
Контролируют заготовку 1 в виде диска. На торцахД и 3 заготовки 1 изготавливают измерительную поверхность 4, например, в виде приклеиваемых на торцах 2 и 3 фторопластовых элементов. Затем устанавливают заготовку 1 отверстием 5 на оправку 6 с лыской 7. При этом поверхнвсть отверстия 5 контактирует с оправкой 6 по двум параллельным линиям а-а и б-б, обеспечивающим постоянство положения заготовки 1 относительно оправки. Предварительно ориентируют измерители 8 перемещений так, чтобы их ось была параллельна оси оправки и лежала в плоскости, совпадающей с
0
5 0
5
0
5
плоскостью лыски 7, а их расстояние от оси оправки составляло 1/2 радиуса заготовки 1. Длина лыски 7 равна длине отверстия 5 или больше ее. Поджимают заготовку 1 пружиной 9 к оправке 6 и подводят измерители 8 перемещений к заготовке 1 так, чтобы они касались как измерительной верхности 4, так и обрабатываемых поверхностей торцов 2 и 3. Далее начинают вращать заготовку 1 е помощью ролика 10, обеспечивающего фрик- й,ионньй контакт с заготовкой вдоль ее образующей в плоскости, нормальной к поверхности лыски 7, обеспечивая прижатие заготовки по двум параллельным ЛИ1ШЯМ а-а и б-б. Во время вращения производят удаление припуска с обрабатываемой поверхности торцов 2 и 3 ее травлением. Величину съема припуска заготовки 1 фиксируют за счет замера расстояния между измерительной поверхностью 4 и обрабатываемой поверхностью торцов 2 и 3, т.е. замера величины h и ее изменения, а также замера изменения толщины t диска. Величину коробления определяют за счет замера -величины отклонения точки контакта измерителя 8 с измерительной поверхностью 4 от точки начального контакта. Фиксируют время травления до появления коробления и Зависимость величины S короб- , ления от време1ш.
В случае, если момент начала коробления соответствует толщине t за-- готовки, которая меньше толщины готовой детали, или коробление не вьивлено в течение всего времени травления, то заготовка 1 отвечает требованиям качества и считается годной для обработки с удалением припуска. Если коробление начинается при толщине больше толщины детали, то заготовка не отвечает требованиям качества и считается непригодной для обработки с удалением припуска.
Пример. Заготовку в виде диска из титанового сплава марки ВТ9 с размерами наружного диаметра 1200 мм, толщиной 8 мм, диаметром ступицы 300 мм с припуском на снятие слоя (травления), равного 2 мм, снабжали измерительными поверхностями 4 на торцах 2 и 3, которые, имеют диаметр 5 {м, высоту 3 мм. Эти поверхности в виде элементов закреплялись от оси заготовки на расстоянии 300 мм. Материалом элементов являлся фторопласт. Закрепление этих элементов на торцах осуществлялось лаком К4-796. Для травления снимаемого слоя использовался электролит из следующих компонентов: фтористая кислота г/л, серная кислота Н2, 10-120 г/л и вода - остальное.
Процесс травления осуществлялся при следующих режимах: величина электрического тока 60А; напряжение 12 В плотность электрического тока 2,3 А/дм . Процесс травления проводился в течение 360 мин со скоростью вращения 1 об/ч.
Измерение деформации диска и величин снимаемого слоя с каждой стороны осуществлялось измерителями - индуктивным датчиком с использованием усилителя модели УТ4-1 и записи показаний на осциллограф модели Н 117/1. Результаты измерения представлены в таблице, 4 - /
Фи.2
10
15
Эти данные показывают, что короб- 20 ление начинается при толщине снятого слоя 0,8-1,0 мм.
Формула изобретения
25Способ контроля качества заготовок для изготовления деталей типа диска, по которому изготавливают измерительную поверхность на торце заготовки, вращают заготовку, удаляю
30 травлением припуск с обрабатываемой поверхности заготовки и фиксируют перемещение измерительной поверхности, по которому судят о качестве заготовки, отличающийся
25 тем, что, с целью повышения точности контроля за счет обеспечения вьивле- ния коробления от действий остаточных напряжений при контроле заготовок с центральным отверстием, заготовку
40 устанавливают на цилиндрическую оправку с лыской, длина которой равна длине отверстия в заготовке, и дополнительно фиксируют перемещение обрабатываемой поверхности в плоскости,
45 совпадающей с плоскостью лыски.
Фил.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заготовок дисковых изделий | 1988 |
|
SU1678492A1 |
| Способ испытания дисков энергетических машин | 1983 |
|
SU1126833A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛИСТОВЫХ ЗАГОТОВОК | 1995 |
|
RU2104825C1 |
| Инструмент для кузнечной протяжки | 1982 |
|
SU1042863A1 |
| Устройство для термической обработки лопаток | 1983 |
|
SU1142518A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
| Многоместное делительное устройство | 1980 |
|
SU918024A1 |
| Станок для абразивной обработки | 1988 |
|
SU1611704A1 |
| Устройство для наружного протягивания | 1986 |
|
SU1431899A1 |
| Способ механической обработки керамических деталей | 1977 |
|
SU637266A1 |
Изобретение относится к испытательной технике, а именно k способам контроля качества заготовок. Целью изобретения является повышение точности контроля за счет выявления коробления от действия остаточных на- цряжений при контроле заготовок ти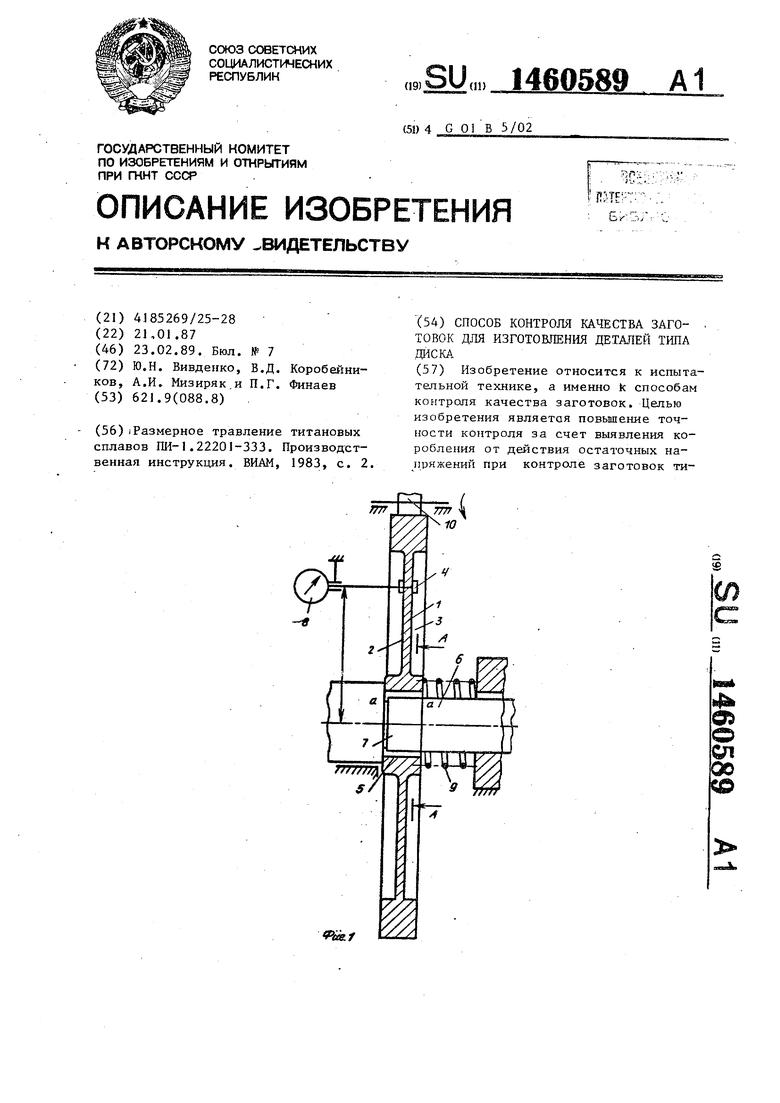
м
Фиг.
04гг.5
Фиг-7
W,2.5
Фиг.8
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Производственная инструкция | |||
| ВИАМ, 1983, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
