1
Изобретение относится к машиностроению, а именно к технологии сборки агрегатных узлов, и может быть использовано для определения толщины компенсатора, устанавливаемого в редуктор на вал-шестерню между внутренним кольцом переднего конического роликоподшипника и распорной втулкой.
Целью изобретения является повышение точности определения толщины компенсатора за счет учета износа деталей в период приработки,
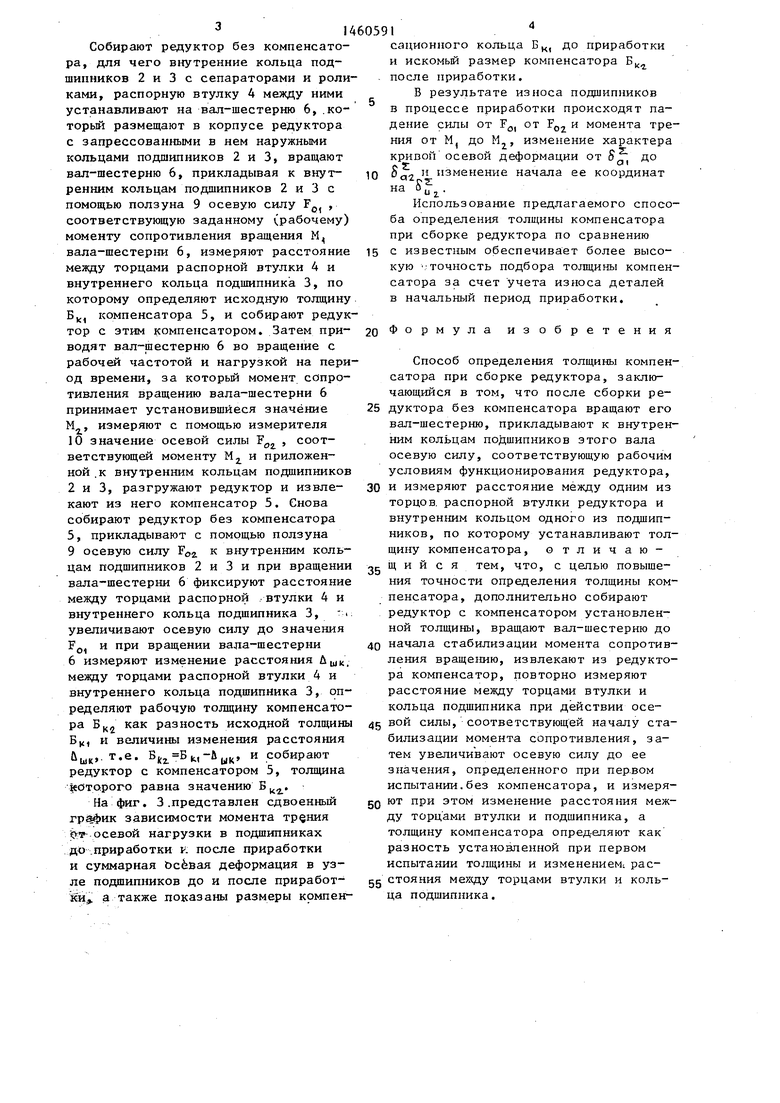
На фиг, 1 схематично показан редуктор, продольнь й разрез; на фиг.2схема определения толщины компенсатора при сборке редуктора; на фиг, 3 - графики, иллюстрирующие процесс определения толщины компенсатора.
Редуктор, в котором определяют толщину компенсатора, имеет корпус установленные в нем радиапьно-упорные подшипники 2 и 3, размещелную между ними распорную втулку 4 и компенсатор 5, вал-шестерню 6 с гайкой 7 на резьбовом хвостовике 8, ползун 9 и измеритель 10.
Способ осуществляется в следующей последовательности,
Q1
езлЕЖ
31
Собирают редуктор без компенсатора, для чего внутренние кольца подшипников 2 и 3 с сепараторами и роликами, распорную втулку 4 между ними устанавливают на вал-шестерню 6,.ко- торьй размещают в корпусе редуктора с запрессованными в нем наружными кольцами подшипников 2 и 3, вращают вал-шестерню 6, прикладывая к внутренним кольцам подшипников 2 и 3 с помощью ползуна 9 осевую силу F , соответствующую заданному (рабочему) моменту сопротивления вращения М вала-шестерни 6, измеряют расстояние между торцами распорной втулки 4 и внутреннего кольца подшипника 3, по которому определяют исходную толщину Б, компенсатора 5, и собирают редуктор с этим компенсатором. Затем приводят вал-шестерню 6 во вращение с рабочей частотой и нагрузкой на период времени, за которьй момент сопротивления вращению вала-шестерни 6 принимает установившиеся значение , измеряют с помощью измерителя значение осевой силы F, , соот
М 10
О2.
ветствующей моменту М и приложенной .к внутренним кольцам подшипников 2 и 3, разгружают редуктор и извлекают из него компенсатор 5. Снова собирают редуктор без компенсатора 5, прикладывают с помощью ползуна 9 осевую силу . к внутренним кольцам подшипников 2 и 3 и при вращении вала-шестерни 6 фиксируют расстояние между торцами распорной -втулки 4 и внутреннего кольца подшипника 3, - увеличивают осевую силу до значения FQ и при вращении вала-шестерни 6 измеряют изменение расстояния ищи между торцами распорной втулки 4 и внутреннего кольца подшипника 3, определяют рабочую толщину компенсатора Б
&
К1
ык
„ как разность исходной толщины и величины изменения расстояния
т.е.
«2.Б t, -U
ык
и собирают
редуктор с компенсатором 5, толщина которого равна значению Б .
На фиг. 3.представлен сдвоенный зависимости момента тр§ния «v-p-,осевой нагрузки в подшипниках до .приработки к после приработки и суммарная Ьсёвая деформация в узле подшипников до и после приработ- ;ки.; а также показаны размеры компен
сационного кольца Б ц, до приработки
5
KI
и искомый размер компенсатора Б после приработки,
В результате износа подшипников в процессе приработки происходят падение силы от F- от
Fo2«
момента
изменение
трехарактера55.
до
ния от М, до М,,
кривой осевой деформации от
Од И изменение начала ее координат на S J.
Использование предлагаемого способа определения толщины компенсатора при сборке редуктора по сравнению с известным обеспечивает более высокую ; точность подбора толщины компенсатора за счет учета износа деталей в начальный период приработки.
20 Формула изобретения
Способ определения толщины компенсатора при сборке редуктора, заключающийся в том, что после сборки редуктора без компенсатора вращают его вал-шестерню, прикладывают к внутренним кольцам подшипников зтого вала осевую силу, соответствующую рабочим условиям функционирования редуктора,
и измеряют расстояние между одним из торцов, распорной втулки редуктора и внутренним кольцом одного из подшипников, по которому устанавливают толщину компенсатора.
о тличаю35
40
щ и и с я тем, что, с целью повышения точности определения толщины компенсатора, дополнительно собирают редуктор с компенсатором установленной толщины, вращают вал-шестерню до начала стабилизации момента сопротив- леьшя враще1шю, извлекают из редуктора компенсатор, повторно измеряют расстояние между торцами втулки и кольца подшипника при действии осе45 вой силы, соответствующей началу стабилизации момента сопротивления, затем увеличивают осевую силу до ее значения, определенного при первом испытании,без компенсатора, и измеряgQ ют при этом изменение расстояния между торцами втулки и подшипника, а толщину компенсатора определяют как разность установленной при первом испытании толщины и изменением; расgg стояния между торцами втулки и кольца подшипника.
Sa,MKH
Sa,
к
°°2 Sul CgFo
Фиг.З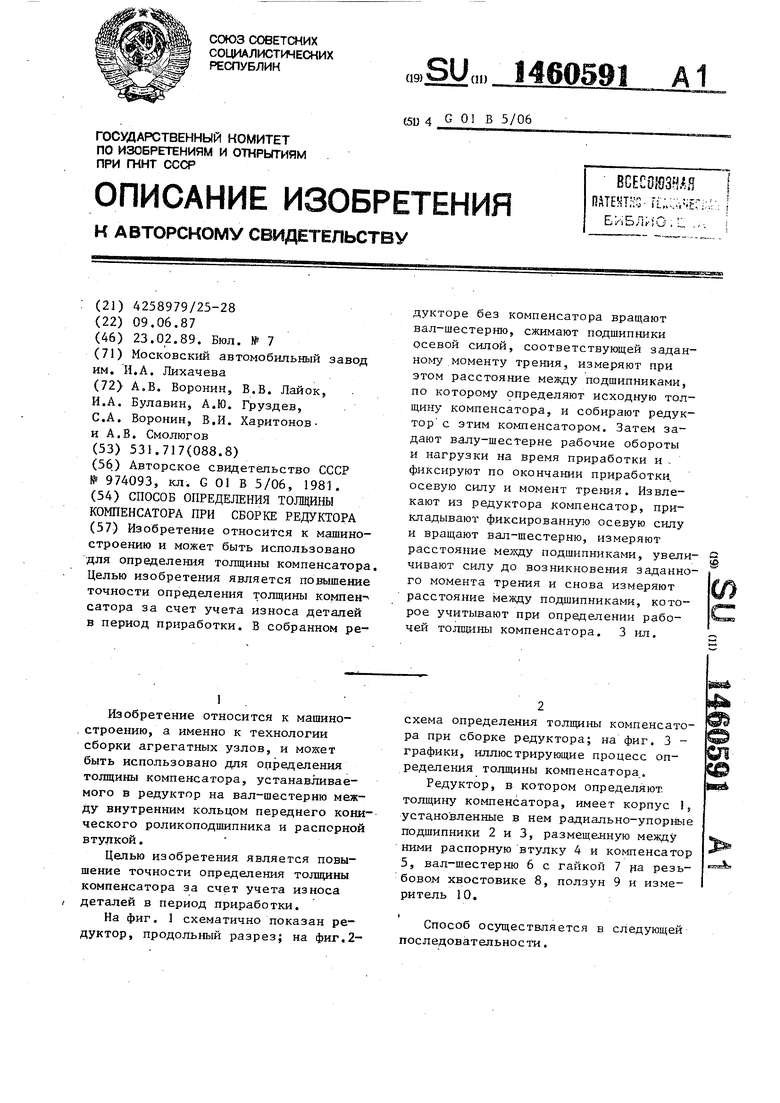
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения толщины компенсатора при сборке редуктора | 1985 |
|
SU1325288A1 |
| Способ определения толщины компенсатора при сборке редуктора | 1981 |
|
SU974093A1 |
| Способ определения толщины компенсатора при сборке редуктора | 1982 |
|
SU1104355A2 |
| Способ определения толщины ком-пЕНСАТОРА пРи СбОРКЕ РЕдуКТОРА | 1978 |
|
SU819562A1 |
| Способ определения величины осевого усилия сжатия радиально-упорных подшипников | 1981 |
|
SU1006950A1 |
| Способ создания предварительного натяга в конических роликовых подшипниках при сборке валов редукторов | 1982 |
|
SU1078270A1 |
| Способ определения величины компенсации при регулировании предварительного осевого сжатия подшипников в редукторе | 1986 |
|
SU1742664A1 |
| Способ приработки радиально-упорных подшипников в дуплексе | 1989 |
|
SU1663256A1 |
| Способ определения длины компенсаторной втулки при сборке партии редукторов | 1985 |
|
SU1250891A1 |
| Способ обеспечения осевого преднатяга в подшипниковом узле | 1984 |
|
SU1200155A1 |
Изобретение относится к машиностроению и может быть использовано для определения толщины компенсатора. Целью изобретения является повышение точности определения толщины комлей- сатора за счет учета износа деталей в период приработки. В собранном редукторе без компенсатора вращают вал-шестерню, сжимают подшипники осевой силой, соответствующей заданному моменту трения, измеряют при этом расстояние между подшипниками, по которому определяют исходную толщину компенсатора, и собирают редуктор с этим компенсатором. Затем задают валу-шестерне рабочие обороты и нагрузки на время приработки и фиксируют по окончании приработки, осевую силу и момент трения. Извлекают из редуктора компенсатор, прикладывают фиксированную осевую силу и вращают вал-шестерню, измеряют расстояние мелщу подшипниками, увеличивают силу до возникновения заданного момента трения и снова измеряют расстояние между подшипниками, которое учитывают при определении рабочей толщины компенсатора, 3 ил. «saara
| Способ определения толщины компенсатора при сборке редуктора | 1981 |
|
SU974093A1 |
