Изобретение относится к машиностроению, а именно к технологии сборки агрегатных узлов, и может быть использовано для определения толщины компенсатора, устанавливаемого между распорной втулкой и подшипником при сборке редуктора.
Целью изобретения является повышение точности за счет приближения условий измерения к реальным условиям эксплуатации.
Указанная цель достигается благодаря определению толщины компенсатора при сборке редуктора, как расстояния между торцом распорной втулки и торцом внутреннего кольца подшипника, измеренного под действием испытательной силы, рассчитанной с учетом натяга в сопряжении кольцо - вал - шестерня, деформации распорной втулки под действием нормированной нагрузки и изменения монтажной высоты подшипников.
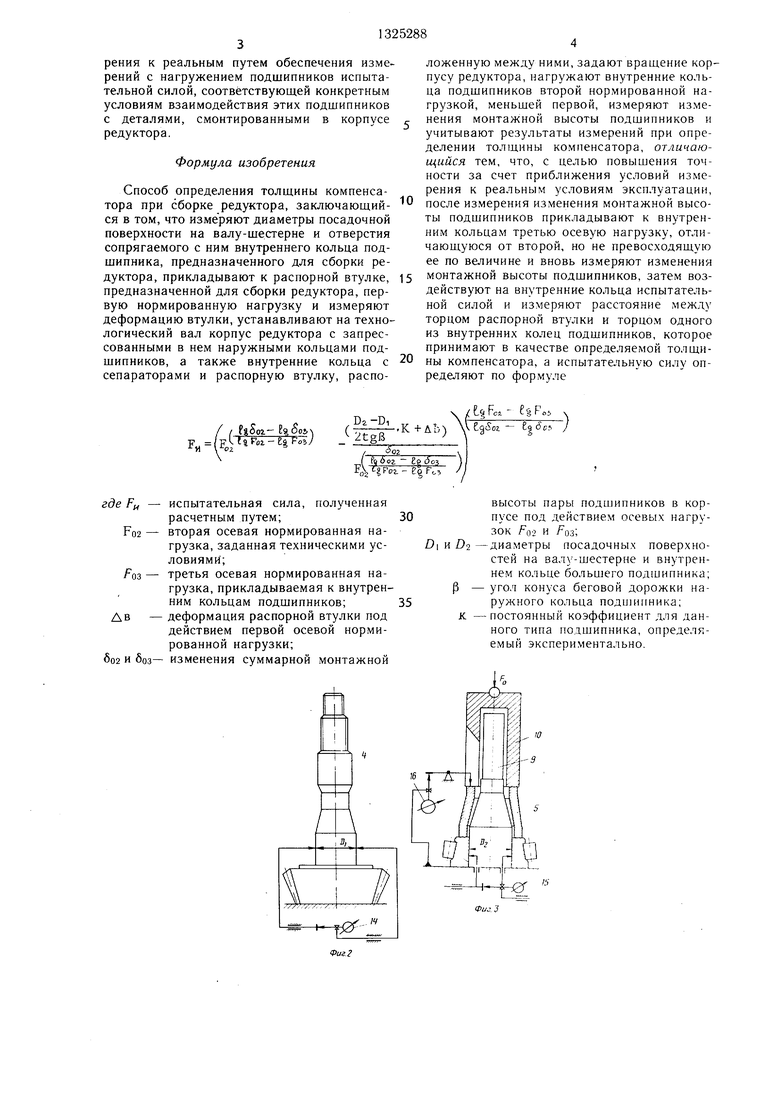
На фиг. 1 показана схема редуктора; на фиг. 2 - схема измерения вала-шестерни; на фиг. 3 - схема измерения распорной втулки и кольца подшипника; на фиг. 4 - схема измерения линейных размеров в корпусе редуктора.
Редуктор содержит корпус 1, смонтированные в нем подшипники 2 и 3, вал-шестерню 4, распорную втулку 5, компенсатор 6, фланец 7 и затяжную гайку 8. Схема измерения линейных размеров в корпусе редуктора содержит технологический вал 9, обеспечивающий установку на него с зазоро.м
ра D2 кольца подшипника 2 - измерителем 15, а деформации распорной втулки 5- измерителем 16.
Способ осуществляют следующим об- 5 разом.
Устанавливают на измерительный столик вал-шестерню 4 и с помощью измерителя 14 измеряют диаметр DI посадочной поверхности. Затем устанавливают на тех нологический вал 9 внутреннее кольцо подшипника 2 и распорную втулку 5, с помощью нагружателя 1 прикладывают к распорной втулке 5 нормированную нагрузку FO и с помощью измерителя 16 измеряют изменение
5 длины && втулки 5, а с помощью измерителя 15 - диаметр Dj, посадочной поверхности внутреннего кольца подшипника 2. Напрессовывают внутреннее кольцо подшипника 2 на вал-шестерню 4, а наружные кольца подшипников 2 и 3 монтируют в корпусе 1. Затем ус20 танавливают на технологический вал 9 корпус 1 редуктора с запрессованными в нем под шипниками 2 и 3 и распорной втулкой 5 между ними, задают вращение корпусу 1 редуктора с запрессованными в не.м подшипниками 2 и 3 н распорной втулкой 5 между ними, задают вращение корпусу 1 редуктора, нагружают с помощью нагружателя 10 подшипники 2 и 3 осевой силой Foe, , а затем Рог, каждая из которых меньше нормированной нагрузки, и измеряют при
25
подшипников 2 и 3 и распорной втулки 5, г. этом с помощью измерителей П и 12 изменагружатель 10 и измерители 11 -13 линейных перемещений.
Намерение диаметра D на валу-шестерне 4 осуществляется измерителем 14, диаметнения монтажной высоты подшипников 3 и 2.
По полученным данным определяют величину испытательной силы по ф.ормуле
)
( Da -DI „ 2.tgB
/- Ь ог f е Soi K ЕЧ FO,
+ лъ
FO, Ез,Рог-Е|
31
-i
испытательная сила; два значения осевой силы, прикладываемой к подшипникам в сборе с корпусом редуктора;
изменение длины распорной втулки под действием силы FOI величиной около 5-6 т;
изменения суммарной монтажной высоты пары подшипников в корпусе под действием сил Fo2 и Fo3 величиной около 300 и 200 кг; диаметры посадочных поверхностей на валу-шестерне и внутреннем кольце большего подшипника; угол конуса беговой дорожки наружного кольца подшипника; постоянный коэффициент для данного типа подшипника, определяемый экспериментально. нагружают подшипники 2 и 3 с поагружателя 10 осевой испытательра D2 кольца подшипника 2 - измерителем 15, а деформации распорной втулки 5- измерителем 16.
Способ осуществляют следующим об- разом.
Устанавливают на измерительный столик вал-шестерню 4 и с помощью измерителя 14 измеряют диаметр DI посадочной поверхности. Затем устанавливают на технологический вал 9 внутреннее кольцо подшипника 2 и распорную втулку 5, с помощью нагружателя 1 прикладывают к распорной втулке 5 нормированную нагрузку FO и с помощью измерителя 16 измеряют изменение
длины && втулки 5, а с помощью измерителя 15 - диаметр Dj, посадочной поверхности внутреннего кольца подшипника 2. Напрессовывают внутреннее кольцо подшипника 2 на вал-шестерню 4, а наружные кольца подшипников 2 и 3 монтируют в корпусе 1. Затем устанавливают на технологический вал 9 корпус 1 редуктора с запрессованными в нем подшипниками 2 и 3 и распорной втулкой 5 между ними, задают вращение корпусу 1 редуктора с запрессованными в не.м подшипниками 2 и 3 н распорной втулкой 5 между ними, задают вращение корпусу 1 редуктора, нагружают с помощью нагружателя 10 подшипники 2 и 3 осевой силой Foe, , а затем Рог, каждая из которых меньше нормированной нагрузки, и измеряют при
этом с помощью измерителей П и 12 измеэтом с помощью измерителей П и 12 изменения монтажной высоты подшипников 3 и 2.
По полученным данным определяют величину испытательной силы по ф.ормуле
.- + лъ) V
-Е|
V
5
0
5
ной силой F«. и при вращении корпуса 1 редуктора с по.мощью измерителя 13 измеряют расстояние между торцами распорной втулки 5 и внутреннего кольца подшипника 3, которое принимают в качестве измеряемой толщины компенсатора. Затем набирают компенсатор из шайб, суммарная толщина которых равна измеренному значению, устанавливают эти шайбы между распорной втулкой 5 и подшипником 3 и окончательно собирают редуктор, закручивая гайку 8. Нри этом подшипники 2 и 3 будут сжаты осевой силой, равной второй нормированной нагрузке Fo2: а распорная втулка 5 будет сжата при этом первой нормированной нагрузкой FOI.
Использование предлагаемого способа для определения толщины компенсатора при сборке редуктора по сравнению с известным обеспечивает более высокую точность измерения за счет приближения условий измерения к реальным путем обеспечения измерений с нагружением подшипников испытательной силой, соответствующей конкретным условиям взаимодействия этих подшипников с деталями, смонтированными в корпусе редуктора.
Формула изобретения
Способ определения толщины компенсатора при сборке редуктора, заключающий- ся Б том, что измеряют диаметры посадочной поверхности на валу-шестерне и отверстия сопрягаемого с ним внутреннего кольца подшипника, предназначенного для сборки редуктора, прикладывают к распорной втулке, предназначенной для сборки редуктора, первую нормированную нагрузку и измеряют деформацию втулки, устанавливают на технологический вал корпус редуктора с запрессованными в нем наружными кольцами подшипников, а также внутренние кольца с сепараторами и распорную втулку, распо/ / fiSoi- С%боь (РЛ « 2.-Е|Р«гУ
(2iz2i..K..Ab)(
- 2tgB
/- /т
( П) Рог р ооз 1 F.V (-9 Ро5 PQ F, л /
F J-TIP T
испытательная сила, полученная расчетным путем;
30
вторая осевая нормированная нагрузка, заданная техническими условиями ;
третья осевая нормированная нагрузка, прикладываемая к внутренним кольцам подщипников;35 деформация распорной втулки под действием первой осевой нормированной нагрузки; изменения суммарной монтажной
ложенную между ними, задают вращение корпусу редуктора, нагружают внутренние кольца подшипников второй нормированной нагрузкой, меньшей первой, измеряют изменения монтажной высоты подшипников и учитывают результаты измерений при определении толщины компенсатора, отличающийся тем, что, с целью повышения точности за счет приближения условий измерения к реальным условиям эксплуатации, после измерения изменения монтажной высоты подшипников прикладывают к внутренним кольцам третью осевую нагрузку, отличающуюся от второй, но не превосходящую ее по величине и вновь измеряют изменения монтажной высоты подщипников, затем воздействуют на внутренние кольца испытательной силой и измеряют расстояние между торцом распорной втулки и торцом одного из внутренних колец подщипников, которое принимают в качестве определяемой толщины компенсатора, а испытательную силу определяют по формуле
tgFo. - ggFo | (5 с
н
( П) Рог F.V (-9 Ро5 F J-TIP T
высоты пары подшипников в корпусе под действием осевых нагрузок Fo2 и оз;
D и D2 -диаметры посадочных поверхностей на валу-шестерне и внутреннем кольце большего подшипника; Р - угол конуса беговой дорожки наружного кольца подшипника; к. -постоянный коэффициент для данного типа подшипника, определяемый экспериментально.
ю
-3
п
ФигЛ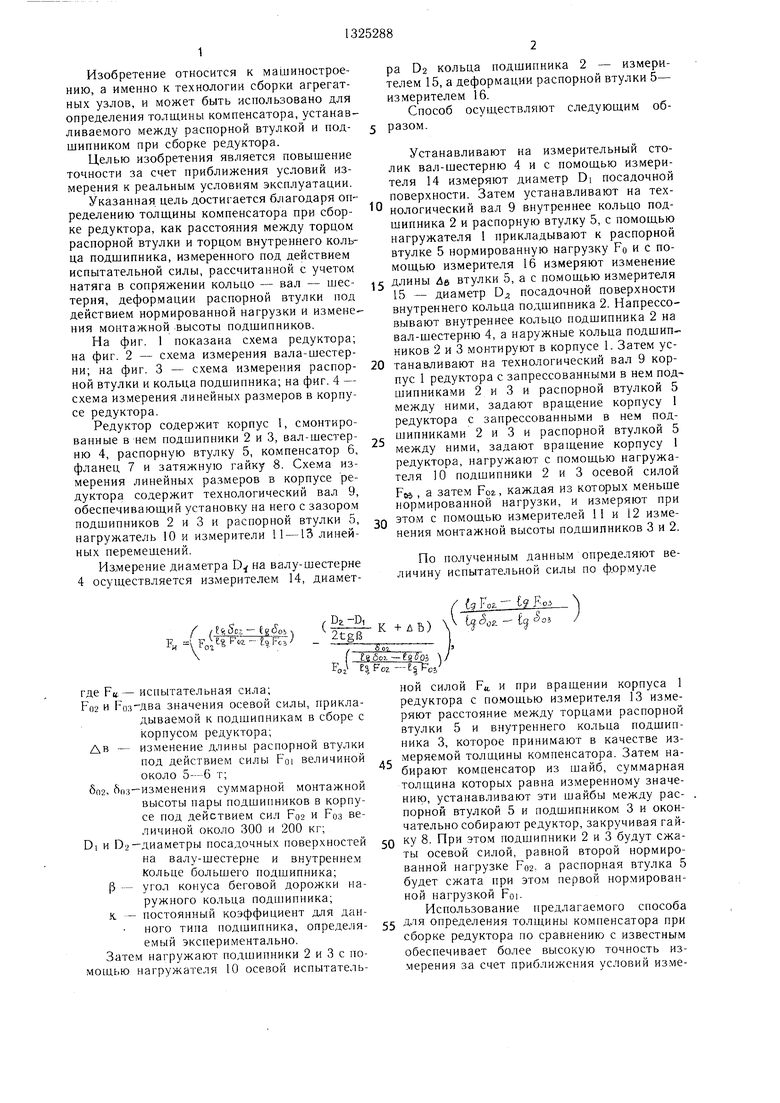
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения толщины компенсатора при сборке редуктора | 1981 |
|
SU974093A1 |
| Способ определения допуска на компенсатор зазора при регулировке преднатяга подшипников при сборке редуктора | 1986 |
|
SU1413473A1 |
| Способ определения толщины компенсатора при сборке редуктора | 1987 |
|
SU1460591A1 |
| Способ определения толщины ком-пЕНСАТОРА пРи СбОРКЕ РЕдуКТОРА | 1978 |
|
SU819562A1 |
| Способ создания осевого предварительного натяга в подшипниковом узле | 1990 |
|
SU1733944A1 |
| Способ определения толщины компенсатора при сборке редуктора | 1982 |
|
SU1104355A2 |
| Способ приработки радиально-упорных подшипников в дуплексе | 1989 |
|
SU1663256A1 |
| Способ определения величины осевого усилия сжатия радиально-упорных подшипников | 1981 |
|
SU1006950A1 |
| Способ обеспечения осевого преднатяга в подшипниковом узле | 1984 |
|
SU1200155A1 |
| Стенд для измерения толщины компенсатора при сборке редуктора | 1985 |
|
SU1265457A1 |

Изобретение относится к машиностроению и может быть использовано для определения толщины компенсатора, устанавливаемого между распорной втулкой и подшипником при сборке редуктора. Цель изобретения - повышение точности за счет приближения условий измерения к реальным, что достигается совместным учетом натяга в сопряжении кольцо - вал - шестерня, деформации распорной втулки и изменения монтажной высоты подшипников. Способ заключается в том, что перед окончательной сборкой редуктора определяют величину натяга в сопряжении кольцо - вал - шестерня путем измерения диаметров вала-шестерни 4 и сопрягаемого с ним кольца подшипника 2, измеряют величину деформации распорной втулки 5 под действием нормированной нагрузки, в подсобранном редукторе измеряют изменение монтажной высоты подшипников 2 и 3 при вра- шении корпуса 1 редуктора и действии осевой силы. По полученным данным определяют величину испытательной силы, а толщину компенсатора 6 определяют путем измерения расстояния между торцами распорной втулки 5 и одного из внутренних колец подшипников при действии на подшипники 2 и 3 испытател ьной силы и вращении корпуса подсобранного редуктора. 4 ил. 5 7 (Л со N5 СП КЭ 00 00 Фиг.1
| Устройство для измерения толщины компенсатора при сборке редуктора | 1982 |
|
SU1052837A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ определения толщины компенсатора при сборке редуктора | 1981 |
|
SU974093A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
