нитную массу к стыку н уплотняющие ее.
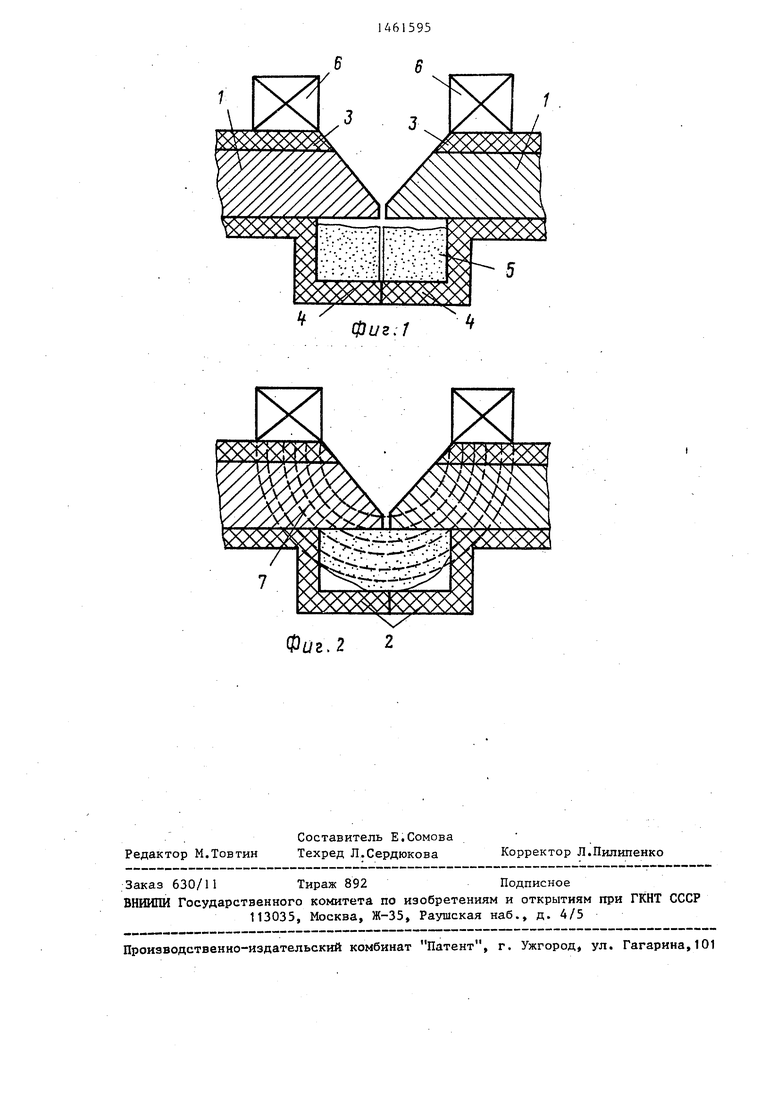
На фиг.,1 дано расположение элементов до наведения элёктромагнитного поля; на фиг. 2 - после наведения электромагнитного поля.
На наружную поверхность соединяемых деталей 1 и 2 до сборки устанавливают экранирующие накладные элементы 3, а с внутренней стороны эк- ранирующие подкладные элементы 4, в Г-образных паэах которых укладывают магнитный порошок 5, частицы которого соединяются между собой пластичной связкой. Затем детали собирают и снаружи по обе стороны разделки на них устанавливают электромагниты 6, при включении которых образуется электромагнитное поле, силовые магнитные линии 7 которого замыкаются через цепь магнит - деталь магнитный порошок - деталь - магнит.
Под действием силовых магнитных линий магнитная масса, перемещаясь, образует под зазрром подкладку, обеспечивающую гарантированное проплав- ление всего сечения трубы и удержание металла в зазоре, что позволяет качественно формировать обратный валик. Если сварку производить автоматом, то магниты могут быть сняты. Экранирующая масса в этом случае будет удерживаться в том положении, в котором ее сформировало магнитное поле. В отличие от жестких прокладок эластичная прокладка может быть убрана с внутренней поверхности детали перед введением последней в эксплуатацию, например, с помощью скребков. Это позволяет получить надежное соединение, не уменьшая проходного сечения трубопровода.
Пример. Способ осуществляли при сварке полуавтоматом А 1660 двух отрезков труб диаметром 426x16, длиной по 400 мм на глубине 2 с. На наружные и внутренние поверхности соединяемых деталей устанавливадта экранирующие элементы, выполненное из кабельной .резины по ГОСТ 2068-70. Они могут также выполняться из любого другого немагнитного материала, сходного с кабельной резиной по электрическим и физико-механическим характеристикам j водостойкости, маслот
нефтестойкости, способности не распространять горение. Экранирующие подкладки удерживаются на внутренних
поверхностях с помощью клея. В пазах подкладок предварительно перед сборкой деталей закладывают маг:нитньй порошок, смешанный с солидолом или моторным маслом. В качестве магнитного порошка испол зовался порошок магнитный черный ТУ-6-14-1009-74 для магнитопорошковой дефектоскопии, представляющий собой измельченную окись-закись железа (). Размер
частиц основной массы не превышает 300 мкм. Затем трубы собирали с зазором 3-6 мм. На концы труб, противоположные разделке, надевали кольцевые электромагниты, подключали их
к сварочному трансформатору и включали ток. Под действием магнитных силовых линий магнитная масса, перемещаясь, под зазором образует магнитную подкладку. Время включения тока не более 2-3 мин.
Таким образом, использование изоб- ретения позволяет производить одностороннюю сварку конструкций с технологическими зазорами в стыке.
Ф о р м у ла изобретения
Способ односторонней сварки, при котором на внутренних поверхностях
соединяемых деталей располагают экранирующие подкладные элементы, а на наружных - экранирующие накладные элементы, выполненные из немагнитного материала , отличающийс я тем, что, с целью расширения технологических возможностей способа за счет возможности сварки деталей с технологическими зазорами, со стороны накладных элементов устанавли- .
вают магниты, в каждом из .подкладных элементов предварительно выполняют Г-образный паз, .-который заполняют магнитной массой, собирают детали с образованием единого П-образногр.паза, расположенного под стыком, и воздействуют на магнитную массу, магнитным полем, обеспечивая ее прижа-вие к обратной стороне стыка за счет замыкания магнитных силовых линий по цепи: магнит - деталь порошок - дет&ль - магнит.
фиг.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подводной сварки с односторонним формированием шва | 1983 |
|
SU1140924A1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| СПОСОБ СБОРКИ ПЛОСКИХ СЕКЦИЙ КОРПУСА КОРАБЛЯ | 2007 |
|
RU2465167C2 |
| Способ стыковой сварки и устройство для его осуществления | 1991 |
|
SU1816615A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| Внутренний центратор | 1982 |
|
SU1073057A1 |
| Устройство для сборки и сварки стыков труб | 1987 |
|
SU1779226A3 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1992 |
|
RU2047439C1 |
| Поточная линия для сборки и сварки крупногабаритных тонколистовых полотнищ из листов | 1985 |
|
SU1328127A1 |
Изобретение относится к способам сварки металлоконструкций, преимущественно с ограниченным доступом обратной стороны стыка, и может быть использовано при изготовлении полотнищ обшивки судов, сварке трубопро:водов или трубчатых конструкций, а также при подводном ремонте и строительстве трубопроводов различного назначения. Целью изобретения является расширение технологических возможностей способа за счет сварки детаИзобретение относится к способам сварки металлоконструкций, преимущественно с ограниченным доступом обратной стороны стыка, и может быть использовано при изготовлении полотнищ обшивки судов, сварке трубопроводов или трубчатых конструкций, а также при подводном ремонте и строи,- тельстве трубопроводов различного назначения. Цель изобретения - расширение технологических возможностей способа лей с технологическими зазорами и повышение качества соединения с На свариваемых кромках с обратной стороны стыка при сборке закрепляют вспомогательные элементы с Г-образным пазом, который заполняют магнитной массой. Подкладку под свариваемым стыком образуют путем воздействия магнитного поля на магнитную массу (магнитный порошок, частицы которого соединены меж,ду собой пластичной связкой). Под действием силовых маг- нитньк линий магнитная масса, перемещаясь, образует под зазором подкладку, обеспечивающую гарантированное проплавление всего сечения стенки трубы и удержание металла в зазо- ре. Магнитная подкладка может быть изъята с внутренней поверхности конструкций, в частности труб, перед введением их в эксплуатацию. Это позволяет получить надежное соединение, не уменьшая проходного сечения трубы. 2 ил. i при сварке деталей с технологическими зазорами. Суть способа заключается в образовании, надежной подкладки для формирования шва при сварке деталей с технологическими зазорами. Для созданип подкладки используют магнитную массу (магнитный порошок), например, магнитный флюс, соединенный пластичной связкой, на который воздействуют магнитным полем, притягивающим магел ел О сд
| Способ подводной сварки с односторонним формированием шва | 1983 |
|
SU1140924A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
