1 .
Изобретение относится к ленточному щли- фованию внутренних поверхностей деталей типа тел вращения.
Цель изобретения - расширение технологических возможностей и повышение производительности ленточного шлифования.
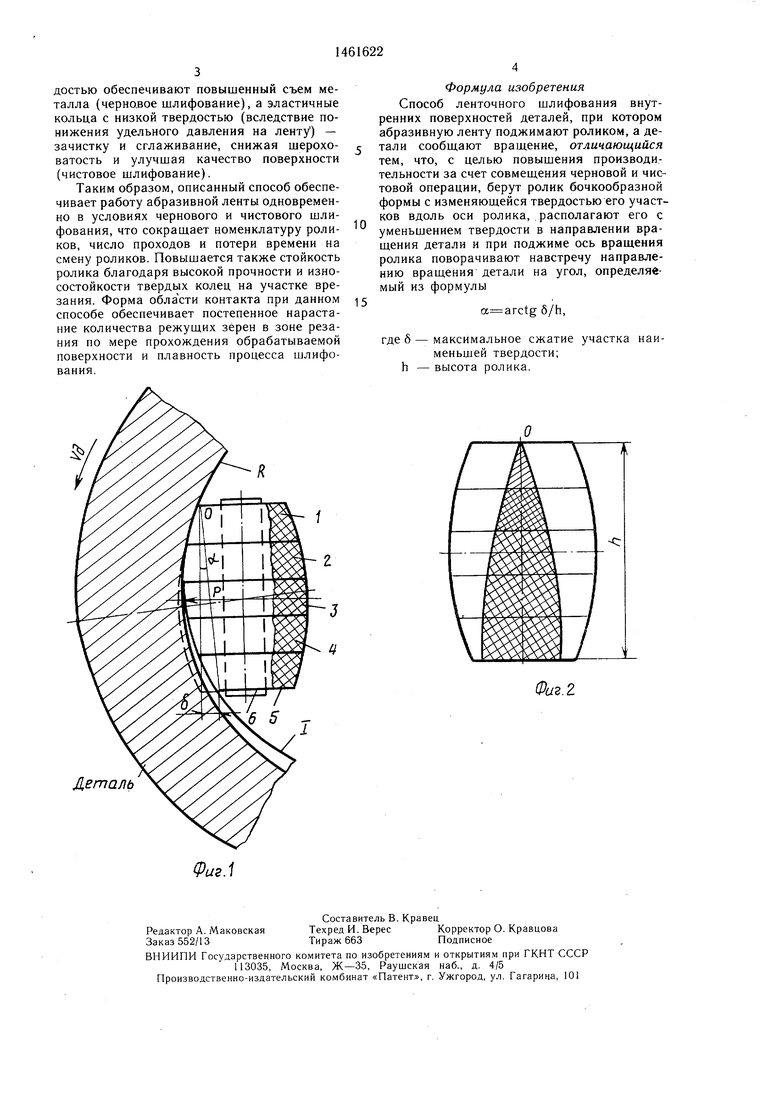
На фиг. 1 изображено положение ролика относительно обрабатываемой поверхности; на фиг. 2 - форма области контакта абразивной ленты с поверхностью.
Ролик состоит из твердого, участка (кольца) 1 и эластичных участков (колец) 2-5, имеющих различную твердость. Кольцо 3 имеет меньщую твердость, чем кольцо 2, кольцо 4 - меньше, чем кольцо 3, а кольцо 5 имеет самую низкую твердость по сравнению с остальными. Степень твердости эластичных колец выбирают с учетом требуемой шероховатости и качества обрабатываемой поверхности. Число колец не ограничено. Радиус бочкообразности ролика R близок к радиусу обрабатываемой поверхности. Кольца закреплены на ступице 6.
При повороте оси вращения контактного ролика навстречу направлению вращения детали и прижатии абразивной ленты к обрабатываемой поверхности под действием силы Р по всему периметру образующей ролика эластичные кольца получают дополнительные деформации, возрастающие по .мере уменьшения твердости колец. Угол поворота а ролика определяется величиной максимального сжатия кольца наименьщей твердости б, высотой ролика h и при небольших углах поворота (ввиду ограниченности деформаций) выражается зависимостью
a arctg б/h.
В процессе шлифования детали сообщают вращение вокруг продольной оси со скоростью Va, а ролику с абразивной лентой - продольную подачу S вдоль оси вращения детали с одновременным прижатием ленты, движущейся со скоростью v, к обрабатываемой поверхности. Благодаря повороту оси вращения ролика на угол а и дополнительному поджатию эластичных колец увеличиваются деформации эластичных колец, возрастает их давление, и абразивная лента образует с обрабатываемой поверхностью область контакта в виде клина (фиг. 2), осуществляя щлифование в пределах этой области. Кольца с высокой тверCZ
О5
о го ю
достью обеспечивают повышенный съем металла (черновое шлифование), а эластичные кольца с низкой твердостью (вследствие понижения удельного давления на ленту) - зачистку и сглаживание, снижая шероховатость и улучшая качество поверхности (чистовое шлифование).
Таким образом, описанный способ обеспечивает работу абразивной ленты одновременно в условиях чернового и чистового шлифования, что сокращает номенклатуру роликов, число проходов и потери времени на смену роликов. Повышается также стойкость ролика благодаря высокой прочности и износостойкости твердь1х колец на участке врезания. Форма обла сти контакта при данном способе обеспечивает постепенное нарастание количества режуших зёрен в зоне резания по мере прохождения обрабатываемой поверхности и плавность процесса шлифования.
5
Формула изобретения Способ ленточного шлифования внутренних поверхностей деталей, при котором абразивную ленту поджимают роликом, а детали сообщают вращение, отличающийся тем, что, с целью повышения производительности за счет совмещения черновой и чистовой операции, берут ролик бочкообразной формы с изменяющейся твердостью его участков вдоль оси ролика, располагают его с уменьшением твердости в направлении вращения детали и при поджиме ось вращения ролика поворачивают навстречу направлению вращения детали на угол, определяемый из формулы
a arctg б/h,
где 6 - максимальное сжатие участка наименьшей твердости; h - высота ролика.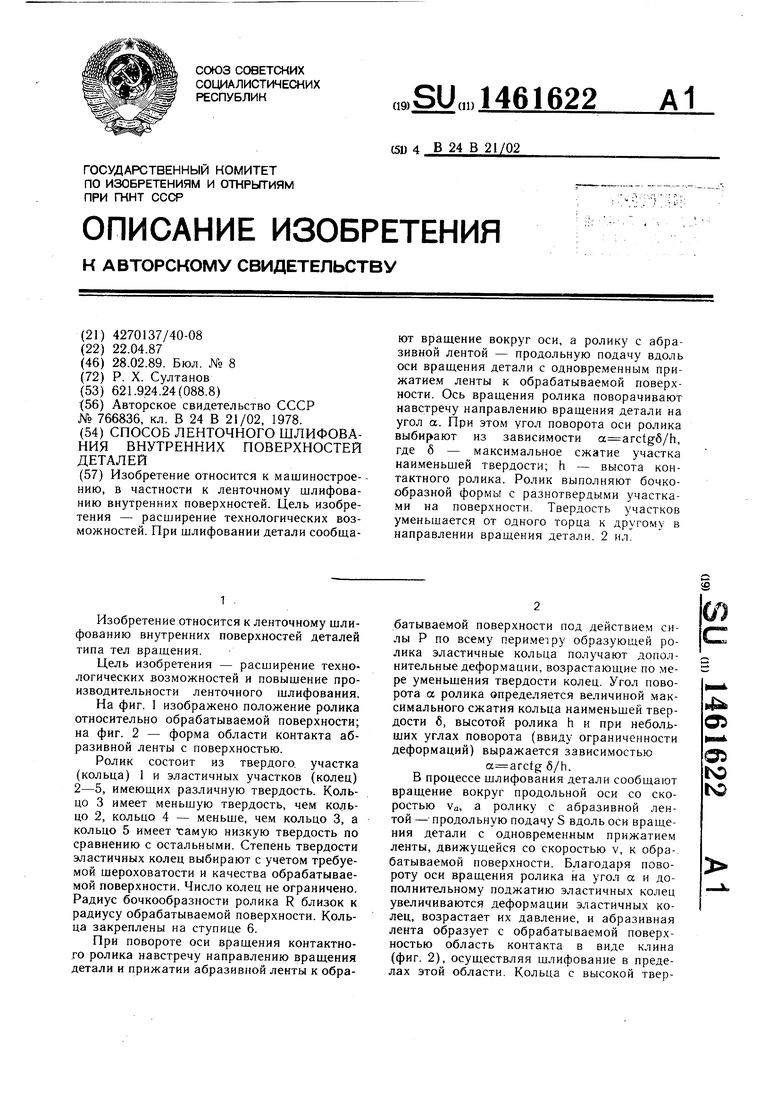
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ПОНИЖАЮЩЕГО ТЕМПЕРАТУРУ ШЛИФОВАНИЯ | 2001 |
|
RU2199429C1 |
| Контактный ролик для ленточного шлифования | 1981 |
|
SU1016140A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2283734C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2146605C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1991 |
|
RU2008190C1 |
| Контактный ролик | 1982 |
|
SU1036503A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 1996 |
|
RU2103153C1 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2001 |
|
RU2188114C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2004 |
|
RU2252854C1 |
Изобретение относится к машинострое- нию, в частности к ленточному шлифованию внутренних поверхностей. Цель изобретения - расширение технологических возможностей. При шлифовании детали сообщают вращение вокруг оси, а ролику с абразивной лентой - продольную подачу вдоль оси вращения детали с одновременньш прижатием ленты к обрабатываемой поверхности. Ось вращения ролика поворачивают навстречу направлению вращения детали на угол а. При этом угол поворота оси ролика выбирают из зависимости a arctg6/h, где б - максимальное сжатие участка наименьшей твердости; h - высота контактного ролика. Ролик выполняют бочкообразной формы с разнотвердыми участками на поверхности. Твердость участков уменьшается от одного торца к другому в направлении вращения детали. 2 ил
Летапь
Фаз.2
