Изобретение относится к обработке металлов давлением, а точнее к трубо- гибочным производствам, и может быть использовано в различных отраслях пр омышле н н о с ти.
Целью изобретения является предотвращение искажения формы сечения изделия.
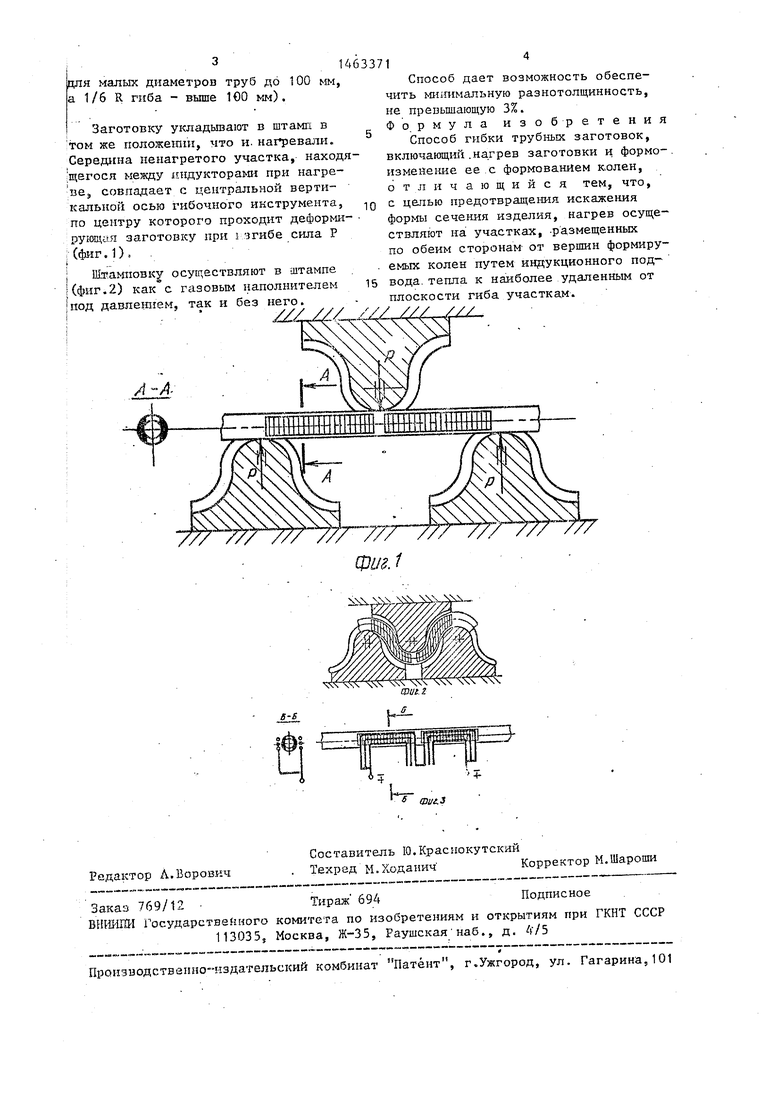
На фиг.1 показано расположение заготовки в штампе перед гибкой, разрез А-А; на фиг.2 - то же, в процессе гибки; на фиг.З - схема нагрева заготовки перед гибкой петлевым индуктором ТВ4, разрез Б-Б.
Спо :об осуществляют следующим образом.
Заготовку нагревают на участках, размещенных по обеим сторонам от
формуемых .колен путем индукционного подвода тепла к наиболее удаленным от плоскости гиба участкам ,с помощью петлевых индукторов (фиг.З) до 800-1000°С. Длина нагретых боковых участков заготовки зависит от радиуса гиба, угла гиба и прямых
участков между коленами изделия. Верхние и нижние поверхности этих участков и участки заготовки между индукторами не нагревают. Однако за
счет теплопередачи они нагреваются, но температура их не превьппает 500- 600°С, Длина участков заготовки между индукторами зависит от радиуса .гиба и составляет 1/4-1/6 радиуса гиба (1/4 R гиба практически берут.
Од 00 &Q Ч
1463371
для малых диаметров труб до 100 мм, а 1/6 R гнба - выше 100 км).
Заготовку укладьшают в штамг; в том же положетш, что и. нагревали. Середина ненагретого участка, наход ;щегосп между ятщуктора ш при нагре- -ве, совпадает с центральной вертикальной осью гибочного инструмента, по центру которого проходит деформи РУ10ЩУ.Я заготовку при изгибе сила Р ;(фиг.1)- Шжамповку осуществляют в штампе |(фиг.2) как с газовым наполнителем под давпещгем, так и без иего. iZZ- Lr fА-А.
0
5
Способ дает возможность обеспечить ми1шмальную разнотолщинность, не превьшающую 3%. Формула изобретения
Способ гибки трубтк заготовок, включающий .нагрев заготовки и формо-. измене1ше ее с формованием колен, отличающийся тем, что, с целью предотвращения искажения формы сечения изделия, нагрев осуществляют на участках, .размещенных по обеим сторонам от вершин формируемых колен путем индукционного подвода, тепла к наиболее удаленным от плоскости гиба участкам.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| СПОСОБ ГИБКИ ЗМЕЕВИКОВ | 1991 |
|
RU2014926C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ОТВОДАМИ | 1998 |
|
RU2149722C1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| Способ изготовления крутоизогнутого колена из трубной заготовки | 1991 |
|
SU1766556A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ЭЛЕМЕНТА ИЗ ТОЛСТОСТЕННОЙ ТРУБЫ ДЛЯ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2012 |
|
RU2510840C1 |
| Способ изготовления изогнутых изделий и устройство для его осуществления В.А.Афанасьева | 1986 |
|
SU1411072A1 |
| УСТРОЙСТВО для ГИБКИ ТРУБ с МАЛЫМ РАДИУСОМ ГИБА | 1964 |
|
SU163873A1 |
| Способ изготовления змеевиков и отводов | 1987 |
|
SU1581412A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ, ПРЕИМУЩЕСТВЕННО МАЛОЛИСТОВЫХ РЕССОР, И СПОСОБ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212972C1 |
Изобретение относится к области обработки металлов давлением, а точнее - к трубогибочному производству, и может быть использовано в различных отраслях машиностроения. Цель изобретения - предотвращение искажения формы сечения изделия. Нагревают участки заготовки, расположенные по обеим сторонам от вершин формуемых колец, путем индукционного подвода тепла с помощью петлевых индукторов к наиболее удаленш)1м от плоскости гиба участкам. Длина нагреваемых участков зависит от радиуса гиба, угла гиба и длины прямых участков. Нагретую заготовку укладьгоают в штамп и изгибают, прикладывая усилие к верпинам формуемых колец. Способ дает возможность обеспечить минимальную разнотолщинность, не превышающую 3 %. 3 ил. с
- г-ттг- г / тгФш. 1
В-Б
S Фиг.3
