Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ И ОТВОДОВ | 1998 |
|
RU2149726C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 2001 |
|
RU2205712C2 |
| СПОСОБ ГИБКИ ЗМЕЕВИКОВ | 1991 |
|
RU2014926C1 |
| Способ гибки змеевиков и устройство для его осуществления | 1988 |
|
SU1639831A1 |
| СПОСОБ ГИБКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2016683C1 |
| Отвод трубопровода для транспортировки многофазного потока | 2023 |
|
RU2814319C1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| Трубогибочная машина | 1985 |
|
SU1299655A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
Изобретение относится к обработке металлов давлением, в частности к способу изготовления гибкой из трубной заготовки отводов и коленчатых змеевиков теплообменников. Цель изобретения - улучшение качества изделий за счет уменьшения деформации стенок. Способ включает гибку силами, одновременно воздействующими в поперечном и продольном направлениях, и осуществляется в два этапа. Сначала заготовке придают волнообразную форму с сопрягаемыми радиусами, большими расчетного. Затем ее догибают до расчетного радиуса, одновременно формуя прямые участки между коленами. Способ позволяет уменьшить деформацию стенок, увеличивая проходное сечение изделия. 4 ил.
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления гибкой из трубной заготовки отводов и коленчатых змеевиков теплообменников трубчатых печей, тепло- обменных аппаратов воздушного охлаждения, котлов, холодильников и других аппаратов.
Целью изобретения является улучшение качества изделий за счет уменьшения деформации стенок трубной заготовки.
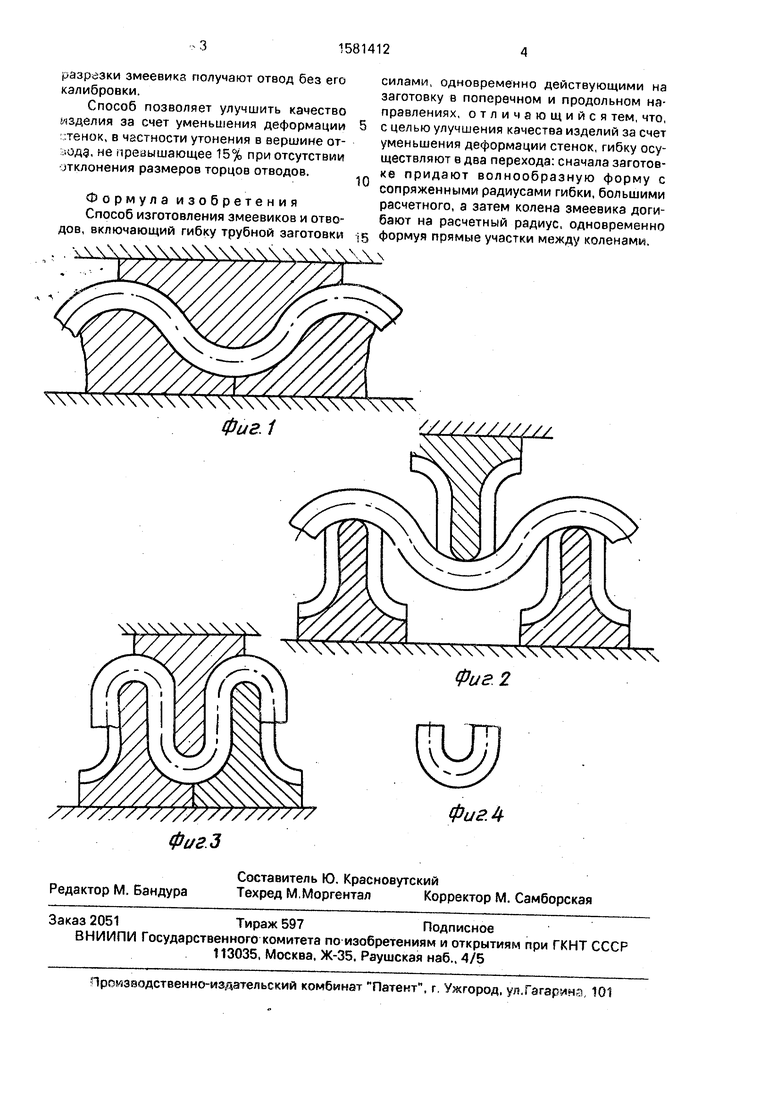
На фиг. 1 показан конечный момент ги- ба на первом переходе; на фиг. 2 - начальный момент гиба на втором переходе; на фиг. 3 - конечный момент гиба на втором переходе; на фиг. 4 - отвод, полученный из отформованного змеевика.
Способ осуществляют в два перехода. На первом переходе заготовке придают волнообразную форму с сопрягаемыми радиусами гибки, большими расчетного. На
втором переходе колена змеевика догибают до расчетного радиуса, одновременно формуя прямые участки между коленами. После гибки змеевик калибруют с помощью жидкостного или газообразного наполнителя, осуществляя им раздачу змеевика. Для получения отвода змеевик разрезают.
Пример. Штампуют отвод 42x8,5 мм, радиус гиба Rr 0,9; D 38 мм, прямые участки между коленами равны 30 мм. Материал заготовки - ст. 3.
Перед штамповкой трубную заготовку заполняют песком, а торцы заготовки заку- порвиают смесью песка с жидким стеклом, заготовку нагревают до 1000-1100°С. На первом переходе получают змеевик с радиусом гиба колен Rr 1,35; D 57 мм с сопряженными радиусами. На втором переходе змеевик догибают. Получено изделие с прямыми участками между коленами по 65 мм и расчетным радиусом гиба. После
разрезки змеевика получают отвод без его калибровки.
Способ позволяет улучшить качество изделия за счет уменьшения деформации ::.тенок, в частности утонения в вершине отвода, не превышающее 15% при отсутствии отклонения размеров торцов отводов.
Формула изобретения Способ изготовления змеевиков и отводов, включающий гибку трубной заготовки
. V
Фиг. 1
v
/ //
0
силами, одновременно действующими на заготовку в поперечном и продольном направлениях, отличающийся тем, что, с целью улучшения качества изделий за счет уменьшения деформации стенок, гибку осуществляют в два перехода: сначала заготовке придают волнообразную форму с сопряженными радиусами гибки, большими расчетного, а затем колена змеевика доги- бают на расчетный радиус, одновременно формуя прямые участки между коленами.
////////////
XV
Фиг 2
Фиг 4
| Авторское свидетельство СССР № 1243211, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
