1
Изобретение относится к сварке термопластичных пластмасс преимущественно в виде листовых материалов.
Целью изобретения является равномерный нагрев материалов в месте соединения путем распределения потока теплоносителя между свариваемыми участками .материалов.
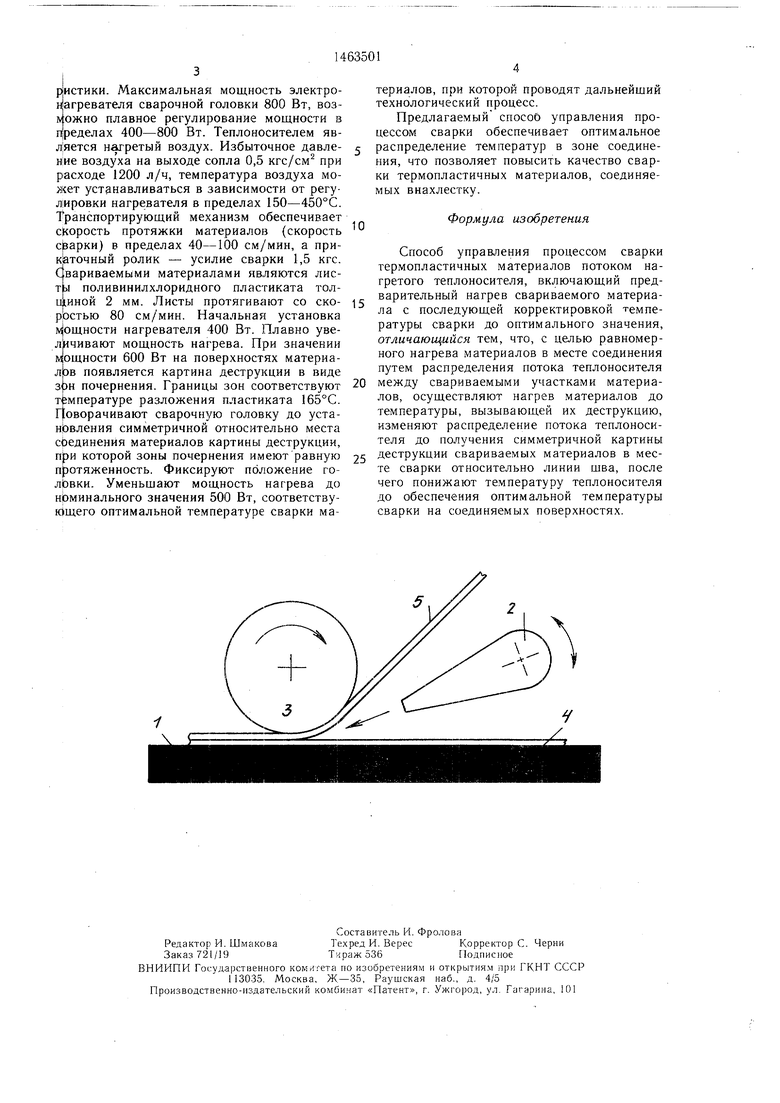
На чертеже представлена схема, поясняющая сущность предлагаемого способа.
На чертеже обозначены опорный стол 1; газовая сварочная головка 2 со щелевым соплом, установленная с возможностью по ворота вокруг оси, параллельной линии щва, прикаточный ролик 3; свариваемые листовые термопластичные .материалы 4 и 5, которые перемещают с по.мощью транспортирующего механизма (не показан).
Способ осуществляют следующим образом.
На материалы 4 и 5, движущиеся относительно стола 1 в направлении ролика 3
направляют поток теплоносителя (нагретого воздуха) от сварочной головки 2. В начальный момент распределение потока по поверхности материалов является, в общем случае, неоптимальным и не обеспечивает их равномерный нагрев в месте соединения. Повышают температуру газа (или уменьшают скорость перемещения материалов) до перегрева материалов, вызывающего появление видимых следов деструкции на свариваемых поверхностях в виде зон почернения. Путем поворота головки 2 изменяют распределение потока теплоносителя до получения симметричной картины деструкции свариваемых материалов в месте сварки относительно линии щва. Сохраняя установленное распределение потока, понижают температуру газа до температуры сварки. При этой температуре проводят даль нейший технологический процесс.
Пример Способ реализуют на установке, имеющей следующие технические характе4;
О5 05 (У1
ристики. Максимальная мощность электронагревателя сварочной головки 800 Вт, возможно плавное регулирование мощности в пределах 400-800 Вт. Теплоносителем яв- л;яется нагретый воздух. Избыточное давле- н1ие возду ха на выходе сопла 0,5 кгс/см при расходе 1200 л/ч, температура воздуха может устанавливаться в зависимости от регу- Л ировки нагревателя в пределах 150-450°С. Транспортирующий механизм обеспечивает скорость протяжки материалов (скорость с|варки) в пределах 40-100 см/мин, а при- к аточный ролик - усилие сварки 1,5 кгс. С1вариваемыми материалами являются листы поливинилхлоридного пластиката толщиной 2 мм. Листы протягивают со скоростью 80 см/мин. Начальная установка м|ощности нагревателя 400 Вт. Плавно увеличивают мощность нагрева. При значении мощности 600 Вт на поверхностях материалов появляется картина деструкции в виде зон почернения. Границы зон соответствуют температуре разложения штастиката 65°С. Г оворачивают сварочную головку до установления симметричной относительно места соединения материалов картины деструкции, п|ри которой зоны почернения имеют равную протяженность. Фиксируют положение го лЬвки. Уменьщают мощность нагрева до номинального значения 500 Вт, соответствующего оптимальной температуре сварки ма
териалов, при которой проводят дальнейший технологический процесс.
Предлагаемый способ управления процессом сварки обеспечивает оптимальное распределение температур в зоне соединения, что позволяет повысить качество сварки термопластичных материалов, соединяемых внахлестку.
Формула изобретения
Способ управления процессом сварки термопластичных материалов потоком нагретого теплоносителя, включающий предварительный нагрев свариваемого материала с последующей корректировкой температуры сварки до оптимального значения, отличающийся тем, что, с целью равномерного нагрева материалов в месте соединения путем распределения потока теплоносителя
между свариваемыми участками материалов, осуществляют нагрев материалов до температуры, вызывающей их деструкцию, изменяют распределение потока теплоносителя до получения симметричной картины
деструкции свариваемых материалов в месте сварки относительно линии щва, после чего понижают температуру теплоносителя до обеспечения оптимальной температуры сварки на соединяемых поверхностях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки полимерных материалов | 1987 |
|
SU1497033A1 |
| Устройство для сварки термопластов | 1977 |
|
SU657996A1 |
| Способ сварки излучением термопластичных полимерных пленок | 1987 |
|
SU1502396A1 |
| Устройство для сварки полимерных материалов | 1986 |
|
SU1791148A1 |
| Способ сварки термопластичных полимерных пленок | 1988 |
|
SU1599238A1 |
| Станок для тепловой сварки листовых термопластичных материалов | 1960 |
|
SU146032A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1983 |
|
SU1106664A1 |
| СПОСОБ НЕПРЕРЫВНОЙ СВАРКИ ВСТЫК ПРИ ИСПОЛЬЗОВАНИИ ПЛАЗМЫ И ЛАЗЕРА И СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПРИ ИСПОЛЬЗОВАНИИ ЭТОГО СПОСОБА | 2004 |
|
RU2356713C2 |
| Способ сварки термопластичных полимерных материалов | 1987 |
|
SU1512803A1 |
| Устройство для сварки газообразным теплоносителем периодически движущейся термопластичной ленты | 1982 |
|
SU1024288A1 |
Изобретение относится к сварке термопластичных пластмасс, преимущественно в виде листовых материалов. Цель изобретения - обеспечение равномерного нагрева в месте соединения путем распределения потока теплоносителя между свариваемыми участками материалов. Для этого осуществляют нагрев .материалов до температуры, вызывающей их деструкцию, изменяют распределение потока теплоносителя до получения симметричной картины деструкции свариваемых материалов в месте сварки относительно линии шва, после чего понижают температуру теплоносителя до обеспечения оптимальной температуры сварки на соединяемых поверхностей. 1 ил.
| Устройство для сварки полимерных материалов | 1981 |
|
SU1006252A1 |
| Солесос | 1922 |
|
SU29A1 |
