Известные многоэлектродные сварочные головки для точечной сварки, в которых каждый электрод снабжен нлунжером для создания давления, не имеют системы клапанов для независимого регулирования давления на электродах, а сварочные головки не являются съемными. Такая конструкция сварочных головок не обеснечивает высокого качества сварки при сравнительной конструктивной сложности.
У предлагаемой многоэлектродной сварочной головки для упрощения конструкции и повышения качества сварки каждый плунжер снабжен отдельным регулировочным клапаном для независимого регулирования давления на электродах. Многоэлектродная сварочная головка выполнена съемной и может быть установлена на хоботе сварочной машины.
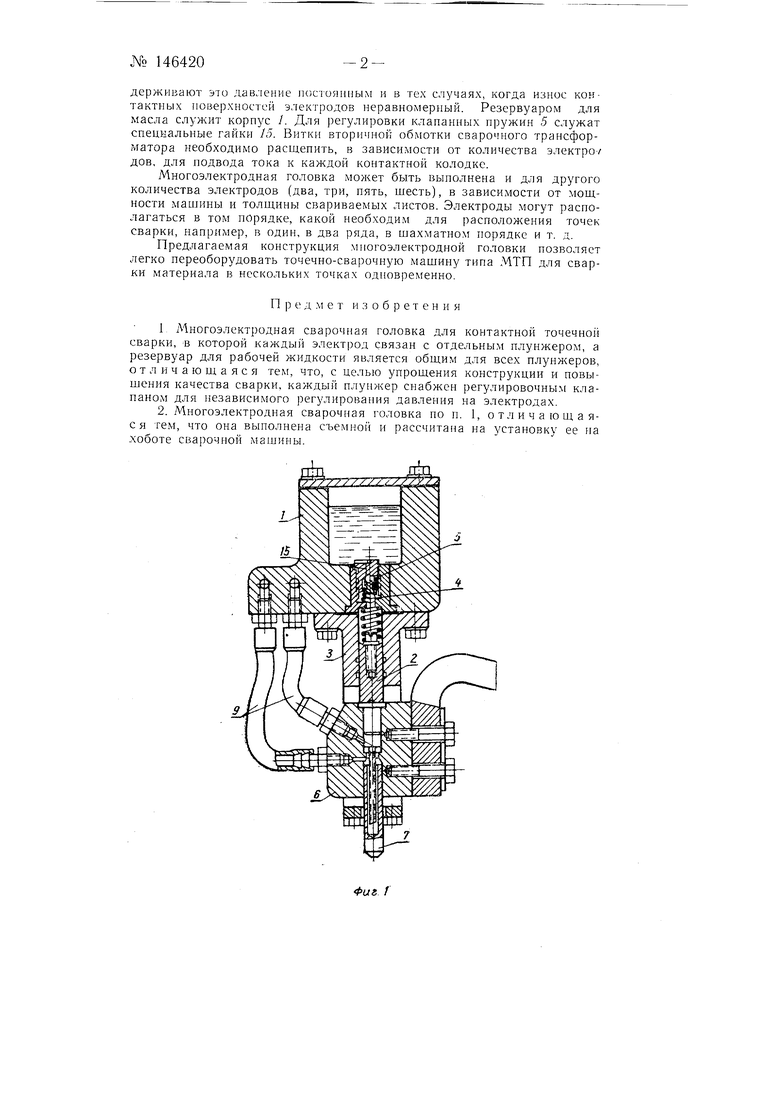
На фиг. 1, 2 и 3 показана конструкция многоэлектродиой сварочной головки.
Многоэлектродная головка, показанная на чертежах, предназначена для машины МПТ-100 и может производить сварку ленты толщиной до 1 мм, шириной 80 мм в нахлестку, одновременно в четырех точках.
Многоэлектродная головка включает следующие основные части: латунный корпус У; четыре плунжера 2 блоки пневматических цилиндров 5; систему клапанов 4 систему пружин 5; контактные колодки 6; сварочные электроды 7; токоподводящие шины 8; шланги для охлаждения 9. Многоэлектродная головка крепится на верхней консоли машины посредством болтов 10. Охлаждаемый электрод // монтируется в латунном корпусе 12, который крепится с помощью болтов 13 на нижней консоли 14 машины.
При помощи пневматических цилиндров 3 электроды 7 сжимают свариваемые листы с нужным усилием, а гидравлическая .система головки через плунжеры 2 и колодки 6 обеспечивает равномерное распределение усилия между электродами. Системы клапанов 4 и пружин ,5 поддерживают это д.ав.чение постоянным и в тех случаях, когда износ контактных новерхностей электродов неравномерный. Резервуаром для масла служит корпус /. Для регулировки клананных нружин 5 служат специальные гайки 15. Витки вторнчной обмотки сварочного трансформатора необходимо расп еиить, в зависимости от количества электро/ дов, для подвода тока к каждой контактной колодке.
Многоэлектродная головка может быть выполнена и для другого количества электродов (два, три, пять, шесть), в зависимости от мощности машины и толгцины свариваемых листов. Электроды могут располагаться в том порядке, какой необходим для расположения точек сварки, например, в один, в два ряда, в шахматном порядке и т. д.
Предлагаемая конструкция многоэлектродпой головки позволяет легко переоборудовать точечно-сварочную машину типа МТП для сварки материала в нескольких точках одновременно.
П р е д м е т изобретен и я
I Многоэлектродная сварочная головка для контактной точечной сварки, в которой каждый электрод связан с отдельным плунжером, а резервуар для рабочей жидкости является общим для всех плунжеров, отличающаяся тем, что, с целью упрощения конструкции и повышения качества сварки, каждый плунжер снабжен регулировочны.м клапаном для независимого регулирования давления на электродах.
2. Многоэлектродная сварочная головка но п. 1, отличающаяся тем, что она выполнена съемной и рассчитана на установку ее на хоботе сварочной мащины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РОЛИКОВОЙ ЭЛЕКТРОСВАРКИ ОБЕЧАЕК РЕЗЕРВУАРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2194599C2 |
| Сварочная головка для контактной стыковой сварки колец | 1961 |
|
SU145287A1 |
| Машина для контактной сварки | 1979 |
|
SU841860A1 |
| Электродный узел для контактной сварки | 1980 |
|
SU927446A1 |
| МАШИНА ДЛЯ МНОГОЭЛЕКТРОДНОЙ ТОЧЕЧНОЙ СВАРКИ КОРОБЧАТЫХ КОНСТРУКЦИЙ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 1969 |
|
SU251111A1 |
| Пистолет для контактной точечной сварки | 1972 |
|
SU585007A1 |
| Многоэлектродная машина для контактной точечной сварки коробчатых изделий | 1983 |
|
SU1082585A1 |
| Устройство для управления процессом точечной сварки | 1951 |
|
SU95075A2 |
| Многоэлектродная головка для контактной точечной и рельефной сварки | 1982 |
|
SU1050832A1 |
| Многоэлектродная головка для точечной контактной сварки | 1977 |
|
SU644611A1 |

