Изобретеййё относится к области оборудования для точечной контактной сварки по двум точкам одновременно и может быть использовано в радиоэлектронной промышленности для приварки проволочных перемычек.
Известна многоэлектродная головка для точечной контактной сварки, в которой каждый из плунжеров, несущих сварочные электроды, воздействует при своем перемещении на шарики, между которыми расположены клиновые тела. Перераспределение шариков и клиновых тел оОеспечивает силовое замыкание плунжеров и корпуса головки.
Однако в этой головке смещения шариков и клиновых тел, необходимые для уравнивания давления, связаны с преодо.лением сил трения скольжения, шарики в данном случае работают не как тела качения, а как сухари. Силы трения затрудняют взаимные перемещения элементов клинового устройства. Это приводит к тому, что один свариваемый стык может быть обжат относительно сильнее другого. Таким образом, полного выравнивания сварочных давлений на электродах не наступает.
Также известна многоэлектродная головка для точечной контактной сварки, содержащая установленные в корпусе плунжеры со скошенными торцами, электроды, закрепленные на плунжерах, и устройство для выравнивания сварочного давления.
В этой головке электроды смонтированы с возможностью осевых перемещений, самоустанавливаясь по поверхности свариваемого изделия, электроды приводят в движение клиновые .элементы, обеспечивая силовое замыкание корпуса головки и сварочных электродов в установившемся положении последних.
Недостатком этой головки является то, что самоустановка сварочных электродов происходит с трением скольжения, что снижает точность выравнивания давления на электроды.
Целью изобретения является улучшение качества сварки путем повышения точности выравнивания давления.
Это достигается тем, что устройство для выравнивания сварочного давления выполнено в виде жестко закрепленных на смонтированном в корпусе перпендикулярно к оси плунжеров штифте подшипника качения, свободно входящего в пазы, выполненные на скошенных торцах плунжеров, и взаимодействующего с корпусом, и роликов, установленных по обе стороны от подшипника качения с возможностью взаимодействия со скошенными торцами плунжеров.
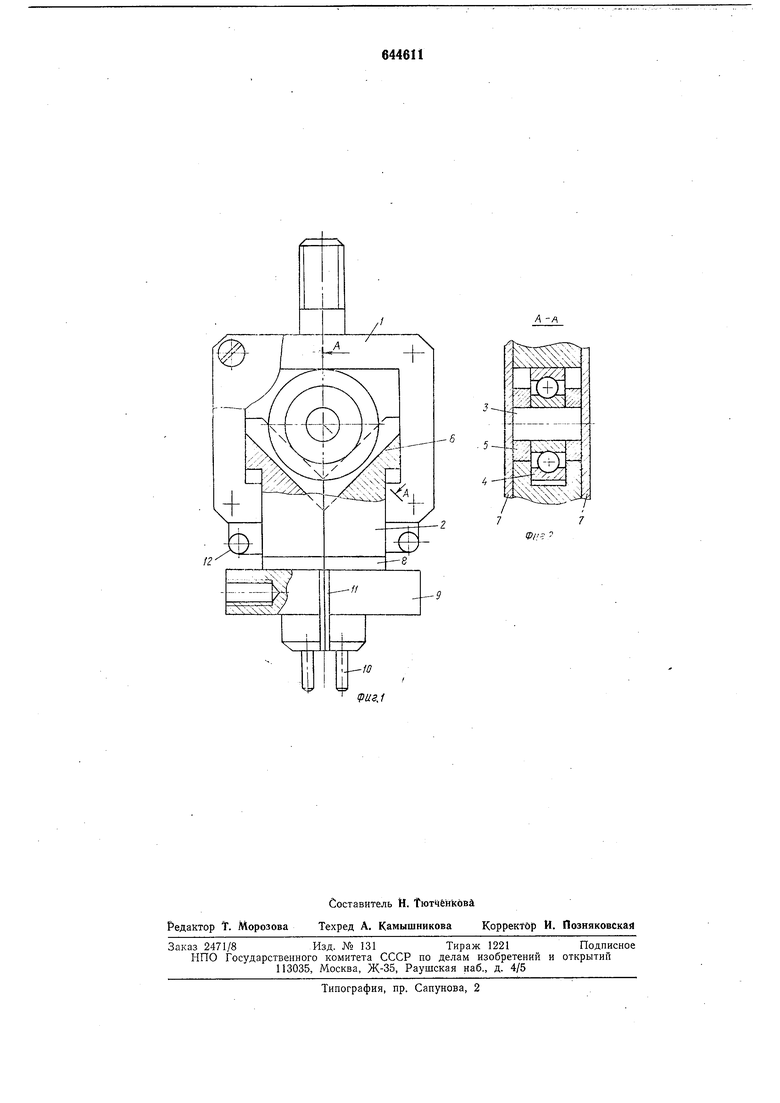
На фиг. 1 схематическиизображена многоэлектродная головка для точечной контактной сварки, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Корпус 1 многоэлектродной головки, в данном случае двухэлектродной, имеет резьбовой хвостовик для закрепления головки на силовом шТОке контактной микросварочной установки. В корпусе расположены плунжеры 2 и устройство для выравнивания давления, выполненного в виде жестко закрепленных на смонтированном в корпусе 1 перпендикулярно к оси плунжеров 2 штифте 3 подшипника 4 качения и роликов 5, свободно входящего в пазы, выполненные на скощенных торцах 6 плунжеров 2, и взаимодействующего с корпусом. Ролики 5 установлены по обе стороны от подшипника 4 с возможностью взаимодействия с торцами 6 плунжеров 2.
С боков корпус головки закрыт крышками 7, не препятствующими взаимному перемещению плунжеров и промежуточного элемента. На плунжерах 2 через изолятор 8 закреплены державки 9 со сварочными электродами 10 и резьбовыми отверстиями для подсоединения токоподводов. Накладки 11 служат для взаимной изоляции державок. Плунжеры 2 имеют заплечики, служащие для удержания их от выпадания вниз под действием пружин 12 и собственного веса выступами в нижней части корпуса головки. Зазор между заплечиками плунжеров 2 и выступами корпуса головки определяет величину достижимого взаимного смещения плунжеров при самоустановке электродов.
Работает головка следующим образом.
В исходном положении сварочной головки плунжеры 2 под действием собственного веса и пружин 12 смещены вниз и опираются своими заплечиками на выступь1 корпуса I головки. Пружины 12 служат для повышения надежности смещения плунжеров 2 до опоры на заплечики, поскольку веса плунжеров с державками 9 и электродами 10 может оказаться недостаточно для перемещения их в проеме корпуса 1 головки.
Головка, опускаясь, встречает своими электродами привариваемый элемент, например проволочку для мостика. Электроды самоустанавливаются, зазоры в головке выбираются. Далее происходит нагружение электродов до величины требуемого сварочного усилия.
В процессе самоустановки плунжеров их взаимные перемещения не сдерживаются трением скольл ения, что обеспечивает точное уравнивание давления на сварочные электроды, необходимое для идентяфикадин термодеформационных циклов сварки обеих сварных точек, а следовательно повыщение качества сварки.
Формула изобретения
25
Многоэлектродная головка для точечной контактной сварки, содержащая установленные в корпусе плунжеры со скощенными торцами, электроды, закрепленные на
плунжерах, и устройство для выравнивания сварочного давления, отличающаяся тем, что, с целью улучшения качества сварки путем повышения точности выравнивания давления, устройство для выравнивания сварочного давления выполнено в виде жестко закрепленных на смонтированном в корпусе перпендикулярно к оси плунжеров штифте подщипника качения, свободно входящего в пазы, выполненные
на скошенных торцах плунжеров, и взаимодействующего с корпусом, и роликов, установленных по обе стороны от подшипника качения с возможностью взаимодействия со скошенными торцами плунжеров.
ipus.l
А -Л
77
Ф/;
- 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухэлектродная головка для контактной сварки | 1990 |
|
SU1731542A1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
| Многоэлектронная головка для точечной контактной сварки | 1988 |
|
SU1540983A1 |
| Многоэлектродная головка для контактной точечной и рельефной сварки | 1982 |
|
SU1050832A1 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| Многоэлектродная сварочная головка | 1961 |
|
SU146420A1 |
| Устройство для сварки микродеталей | 1980 |
|
SU872112A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПРОВОЛОЧНЫХ СЕТОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2248264C2 |
| Устройство для автоматической сварки криволинейных швов | 1975 |
|
SU529036A1 |
| Пистолет для контактной точечнойСВАРКи ОРлОВА | 1979 |
|
SU848215A1 |