Изобретение относится к электротехнике, |касается технологии изготовления электри- |ческих машин и является усовершенствова- |нием известного устройства по авт ев № 1310956.
Цель изобретения - улучшение качества изготовлен|{я.
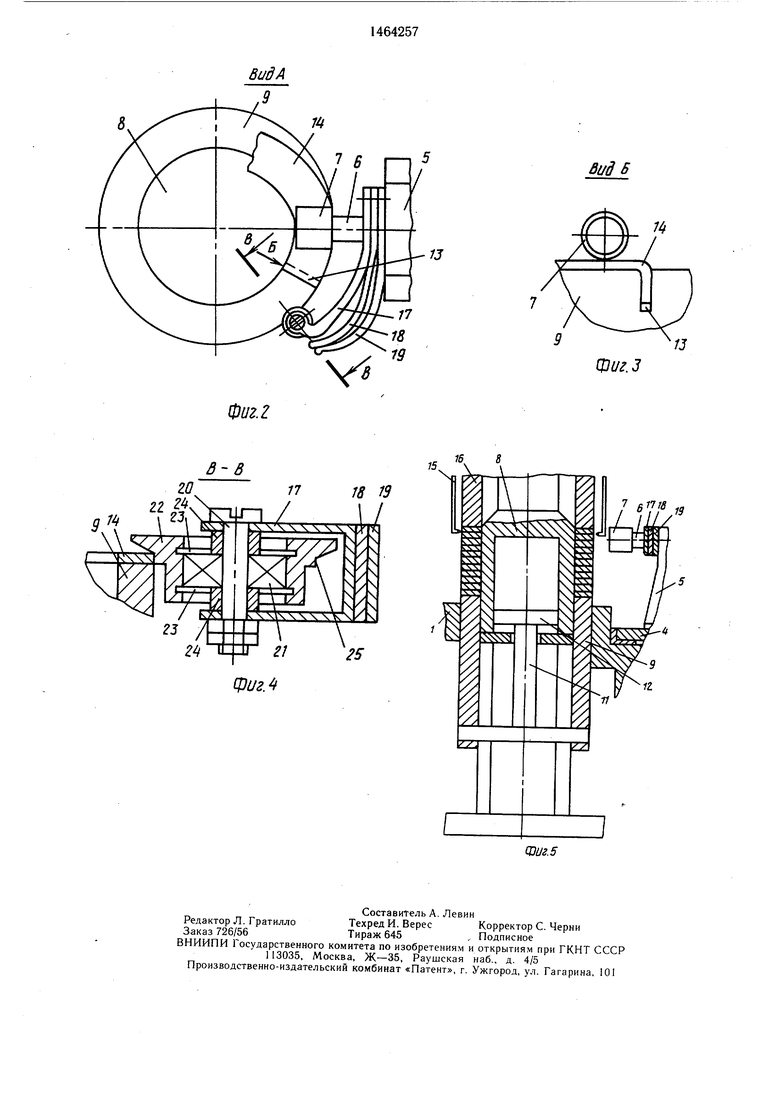
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на :фиг. 3 - вид Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - устройство в мо- |мент сварки спрессованного пакета, общий ид.
I Устройство содержит закрепленный на станине 1 электродвигатель 2, шестерню 3, Находящуюся в зацеплении с зубчатым ко- jnecoM 4 являющимся приводом механизма укладки витков, выполненного в виде установленной на зубчатом колесе 4 стойки 5 с укрепленной в ней осью 6, имеющей воз- Иожность радиального перемещения, и роли- (ом 7, установленным на оси 6 с возмож- остью вращения вокруг нее. I Для опоры укладываемых витков под ро- ,HKOM 7 на оправке 8 размещена втулка 9, |;оединенная с балкой 10,-которая связана to штоком 11 и поршнем 12 гидроцилиндра Кне показан), оправка 8 содержит верхнюю |1риемную часть, коническую переходную и |1ижнюю рабочую части. Во втулке 9 имеется радиальный паз 13 (фиг. 2 и 3) для закреп- .Ьения нижнего конца дозированной по дли- е спирали 14, толщина витка которой равна ширине паза 13.
В зоне оправки 8 размещены сварочные || орелки 15 и пуансон 16, предназначенные для сварки и опрессовки ярма, на стойке 5 с возможностью контактирования с внешней (роковой поверхностью укладываемого витка : акреплен плоский упругий элемент, выпол- $енный, например, в виде плоских пружин 17-19 различной жесткости (фиг. 1, 2 и 4), предназначенных для радиального прижатия Другими концами укладываемого витка спи- ралк 14 к рабочей части оправки 8. При этом усилие прижатия регулируется подбором числа и жесткости плоских пружин. Плоская йружина 17 выполнена с незакрепленного в виде С-образной скобы, р, которой на оси 20 с подшипником 21 качения установлен ролик 22, зафиксированный от осевого перемещения пружинными кольцами 23.
Подшипник 21 качения зафиксирован от Осевого перемещения втулками 24. Выступ 35 ролика имеет форму кольца, высота кот о- рого не превышает толщины витка спирали 14.
Устройство работает следующим обра- :-1ом.
Дозированный по длине отрезок спира- Ли 14 размещают на приемной части оправки, а ее нижний конец проводят вручную между роликом 7 и опорной втулкой 9 и закрепляют в пазу 13. Включается электродвигатель 2 и ролик 7, вращаясь вместе с
J зубчатым колесом 4 вокруг оправки 8, поочередно переводит каждый виток спирали с приемной на рабочую часть оправки 8. Ролик 22, вращаясь вокруг оси 20 и вокруг оправки 8, постоянно прижимает витки спирали к рабочей части оправки 8. Возникаю0 щие при этом силы трения и упругие силы удерживают витки в прижатом к оправке 8 состоянии.
Если внутренний диаметр витка спира ли 14 больше наружного диаметра рабочей части оправки 8, витки спирали радиально прижимаются роликом 22 к оправке с усилием, достаточным для выборки зазора между спиралью и оправкой. Во время перевода последующего витка предыдущие витки сме0 щаются вниз по оправке 8 на толщину витка спирали 14. После набора всех витков элек тродвигатель 2 выключается, ролики 7 и 22 отводятся от спирали 14, ярмо опрессо- вывается пуансоном 16 и опрессованный пакет скрепляют сваркой при помощи свароч- ных горелок 15.
Затем пуансон и сварочные горелки поднимаются вверх, а готовое ярмо втулкой 9 выпрессовывается с рабочей части оправки 8 и вручную удаляется с нее. Ролики 7 и 22
Q вновь подводят к спирали 14, на приемную часть оправки устанавливают новый дозированный по длине отрезок спирали 14 и процесс повторяется.
Применение предлагаемого устройства позволяет улучшить качество изготовления
5 витого ленточного магнитопровода в тех случаях, когда внутренний диаметр отдельных витков спирали больше, чем наружный диаметр рабочей части оправки 8.
40
Формула изобретения
1.Устройство для изготовления витого ленточного магнитопровода по авт. св. № 1310956, отличающееся тем, что, с целью улучшения качества, оно снабжено плоским
упругим элементом, закрепленным одним кон цом на стойке и установленным с возможностью контактирования с внещней боковой поверхностью укладываемого витка.
2.Устройство по п. 1, отличающееся тем, что упругий элемент выполнен в виде комплекта плоских пружин различной жесткости.
3.Устройство по пп. 1 и 2, отличающееся тем, что на свободном конце внутренней пружины со стороны оправки закреплен ро лик с высотой его рабочей цилиндрической
поверхности не более толщины витка.
Si/d 6
ц
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления витого ленточного магнитопровода | 1985 |
|
SU1310956A1 |
| Устройство для изготовления магнитопроводов | 1988 |
|
SU1621123A2 |
| Устройство для изготовления витого ленточного магнитопровода | 1988 |
|
SU1608774A1 |
| Устройство для изготовления витого ленточного магнитопровода | 1987 |
|
SU1494139A1 |
| Устройство для изготовления витого ленточного магнитопровода | 1988 |
|
SU1617542A1 |
| Автомат для изготовления плоских пружин из проволоки | 1990 |
|
SU1719137A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1987 |
|
SU1554079A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1690098A2 |
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
| Устройство для навивки пружин | 1975 |
|
SU611707A1 |
Изобретение относится к электротехнической промышленности, а именно к технологии изготовления электрических машин. Цель изобретения - улучшение качества. Каждый виток спирали 14 в предлагаемом устройстве подают на оправку 8 с помош,ью обегаюш,его оправку 8 ролика 7. Спираль 14 постоянно прижимается к рабочей поверхности оправки 8 роликом 22, вращаюш,имся вокруг своей оси и обегаюпдим оправку 8 одновременно с роликом 7, но с запаздыванием по фазе. В устройстве выполнен плоский упругий элемент, закрепленный одним концом на стойке 5, установленный с возможностью контактирования с внешней боковой поверхностью укладываемого витка спирали ленточного магнитопровода. В пред- -лагаемом устройстве достигается улучшение качества изготовления ленточного магнитопровода в тех случаях, когда внутренний диаметр отдельных витков спирали больше, чем наружный диаметр рабочей части оправки 8. 2 3. п. ф-лы, 5 ил. (О (Л 4 Ot tc СП К)
Фиг. г
3-3
го17
,« (.,/ АЖ;
X ч Х
21
25
Фиг.
| Устройство для изготовления витого ленточного магнитопровода | 1985 |
|
SU1310956A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
