fi
(Л
3
4 СО 4
00 со
31А
щение роликам 8, которые переводят miTKii спирали на рабочую часть оправки. Вибратор 3 облегчает диижепие витков. Привод 7 опускает опорную втулку 6 по мере роста пакета. После перевода необходимого числа витков спирали на рабочую часть оправки 2 механизм 11 укладки витков отнодт1тся гидроприводом 15. Привод 20 перемещает механизм опрессовки 21, который сжимает пакет. После этого привод 18 перемещает механизм сварки 19, который, опускаясь, сваривает магнитоАП9
провод в нескольких местах по образующим его наружной цилиндрической по- пер хности. Оправка 2 выполнена раздвижной, что облегчает съем готового магнитопровода. Устройство имеет средство д:1Я автоматического распределения нагрузки между роликами 8 и механизм блокировки, предотврпщаю- 1Q щий их перегрузку. Устройство позволяет осуществлять калибровку по внутреннему диаметру, опрессовку и сварку ярма для статора электрической машины. 2 з.п. ф-лы, 7 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления витого ленточного магнитопровода | 1988 |
|
SU1617542A1 |
| Устройство для изготовления магнитопроводов | 1988 |
|
SU1621123A2 |
| Устройство для изготовления витого ленточного магнитопровода | 1985 |
|
SU1310956A1 |
| Устройство для изготовления витого ленточного магнитопровода | 1986 |
|
SU1464257A2 |
| Устройство для изготовления витого ленточного магнитопровода | 1988 |
|
SU1608774A1 |
| Устройство для изготовления витых магнитопроводов | 1985 |
|
SU1282268A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1982 |
|
SU1078540A1 |
| Способ изготовления магнитопроводов электрических машин | 1987 |
|
SU1494141A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1987 |
|
SU1554079A1 |
| Устройство для изготовления магнитопроводов электрических машин | 1988 |
|
SU1646022A1 |
Изобретение относится к электромашиностроению и может быть использовано для изготовления электрических машин. Цель изобретения - повышение надежности и увеличение срока службы устройства путем снижения технологических нагрузок на его элементы. Для изготовления магнитопровода бухту предварительно навитой на ребро ленты устанавливают на приемную часть оправки 2. Двигатель 13 сообщает вращение роликам 8, которые переводят витки спирали на рабочую часть оправки. Вибратор 3 облегчает движение витков. Привод 7 опускает опорную втулку 6 по мере роста пакета. После перевода необходимого числа витков спирали на рабочую часть оправки 2 механизм 11 укладки витков отводится гидроприводом 15. Привод 20 перемещает механизм опрессовки 21, который сжимает пакет. После этого привод 18 перемещает механизм сварки 19, который, опускаясь вниз, сваривает магнитопровод в нескольких местах по образующим его наружной цилиндрической поверхности. Оправка 2 выполнена раздвижной, что облегчает съем готового магнитопровода. Устройство имеет средство для автоматического распределения нагрузки между роликами 8 и механизм блокировки, предотвращающий их перегрузку. Устройство позволяет осуществлять калибровку по внутреннему диаметру, опрессовку и сварку ярма для статора электрической машины. 2 з.п. ф-лы, 7 ил.
Изобретение относится к техноло- пгческому оборудованию ;У1Я изготовления электрических машин и может быть использовано в электротехнической промьшшенности.
Цель изобретения - повышение надежности и yBBJivweHHe срока службы устройства путем снижения технологических, нагрузок на его элементы.
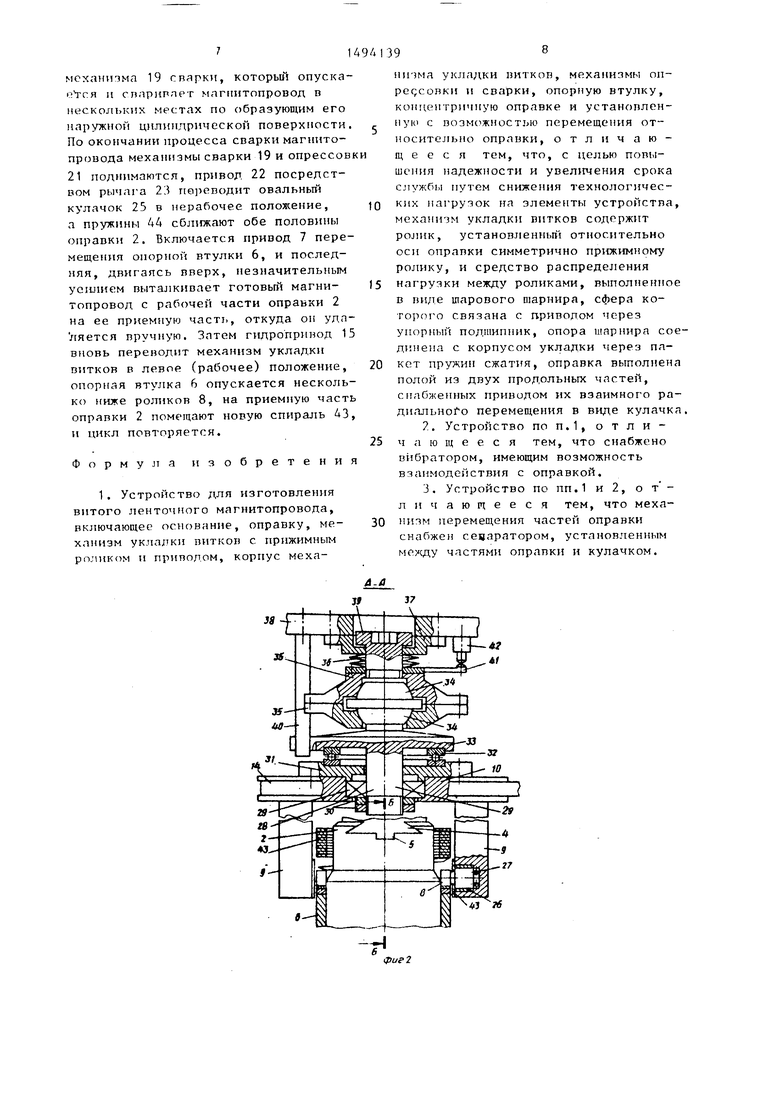
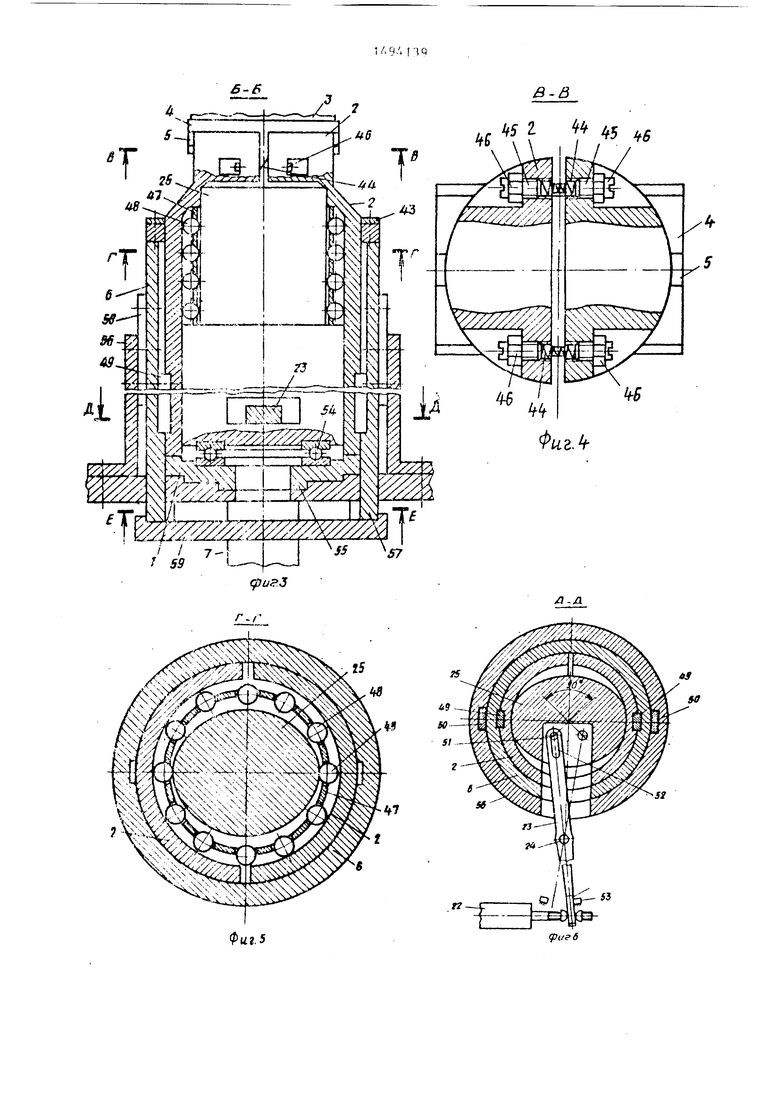
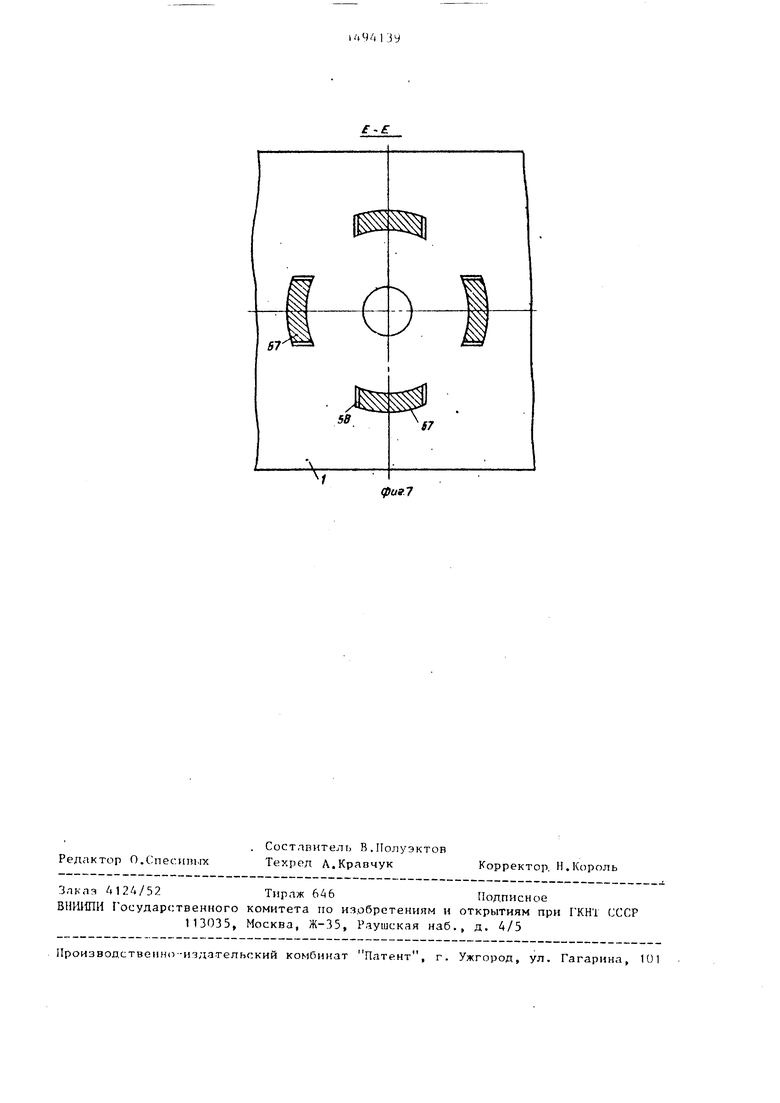
На фиг.1 изображен обпцш вид устройства; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.А - разрез В-В на фиг.З;на фиг.З - разрез Г-Г на фиг.З; на фиг.6 - разрез Д-Д на фиг.З; на фиг.7 - разрез Е-Е на фиг.З.
Устройство ДД1Я изготовления витого ленточ юго магнитопровода состоит из станины 1 (фиг.1), на которой размещена оправка 2. Устройство включает вибратор 3, установленный на опоре 4, нижняя часть которой выполнена в виде ласточкина хвоста, входящего в соответствующее отверстие в оправке 2 (фиг.2), и снабжена упорами 5 во избежание выпадания споры А из оправки 2. На станине 1 размещены опорная втулка 6, предназначенная для выптэессовки готового магнитопровода с рабочей части оправки 2 и создания подпора при его формовке, с приводом 7 возвратно-посту- Ьательного перемещения, а также механизм укладки БИТКОВ в виде двух роликов 8, установленных в стойках 9, которые закреплены на гакиве 10 механизма 11 уклалки витков, состоящего из корпуса 12 с электродвигателем 13 и понижающей передачи (например, ременной) 14.
Механизм 11 укладки витков имеет возможность прямолинейного возвратно-поступательного пepeмeD e ия по салазкам станины 1 посредством гидропривода 15.
На колоннах 16 установлена опорная
плита 17, на которой закреплены привод 18 механизма 19 сварки и привод 20 механизма 21 опрессовки. Посредством привода 22 рычаг 23, поворачи- относительно опоры 2А, воздействует на овальный кулачок 25, предназначенный для разведения и сближения половин оправки 2 (фиг.6). Ролики 8 механизма 11 укладки витков установлены в подшипниках 26 скольжения и подперты в осевом направлении упорными подщипниками 27 (фиг.2).
Средством распределения нагрузки между роликами 8 включает ось 28, на
которой при помощи подшипника 29 качения,- закрепленного гайками 30 и крьш1кой 31, установлен шкив 10 со стойками 9 и упорный подшипник 32, нижнее кольцо которого установлено
в крышке 31, а верхнее - в углублении фланца 33. Фланец 33 изготовлен за одно целое с осью 28 и сферой 34, размещенной в сферической опоре 35, упирающейся через пакет 36 пружин,
например тарельчатых, и стакан 37 в верхнюю плиту 38 механизма 11 укладки витков. Винтом 39 регулируется высота пакета.36 пружин при необходимости изменения их числа
в пакете.
Палец Afl предназначен для фик- саиии сферической опоры 35 и фланиа 33 и предотвращения их вращения вокЬ1А
руг иертик;и г ноГ1 оси при вра1чеиии шкива 10 со стойками 9. Закрепленный на сферической опоре 35 то.чклтель А1 предназипчен для выключения концевого выключателя 42, установленного в мепи питания электродвигателя 13, при перегрузке механична 11 укладки витков навитой на ребро спирали 43.
Опрапка 2 выполнена раз1- емном из двух половин (фиг.З, 4), соединенных между собой пружинами 44 растяжения, установлени1,1ми при помощ витков 45 и контргаек 46.
В оправке 2 размещен сепаратор 47 с шариками 48 (фиг.З и 5). На оправке 2 расположен. шпонки 49, 50, удержи- ваюпЕие опрапку 2 и опорную втулку 6 от взаимного вра1 ;риия при повороте опального кулачка 25. ()р,.гй куля- чок 25 соединен с рычагом 23 при помощи пап1,п,.1 51, входящего и паз 52 pbP-iara 23 (фиг.6).
Упоры 53 позночяи)т остананли1 а ri.- рычаг 23 1 двух крайних положениях: правом, при котором овалгли.й кулачок 25 раздпиг ает обе половины оправки 2 в рабочее положешш, и лепом, при котором ова. кулачок 25 освобождае обе ь оловины опрапки 2, и под действием пружин 4, растяжения они сближаются, ОСПОбОЖДа ГОТОВЫ МаГ П ТОпро1и)Д, Кул.ччсж 25 установлен на опорном подшипнике 5-, ниж)1ее кольцо которого разметено и onoj)e 55, жестко такреплечмо1| на станине I ,
Опорная 1 тулка 6 размеии иа с возможностью осевого перемещения в стакане 56. зак1К г ленного на станине 1 (фиг.З, 7). (5 нижне- части опорная втупка 6 имеет (етыре лапы 57, проходящие через оть.ерстия 58 и стаущне 1 и жес .тко закрепленные на фланце 59. Фланец 59 соединен г приводом 7.
Устро11стио работает следуюи1им образом.
На осуюлании предварительно про- Беденн1.1Х испытаний в зависимости от необходимой высоты магнитопровода и величины натяга между формуемой спиралью 43 магтп1топровода и оправкой 2 (фиг.2) подбирают в пакете 36 нужное число пружин и поджимают их втштом 39. Устанавливают необходимый зазо ку,)с(м 41 и концевым Н,ключателем 4 2 д;;я аптоматического выключения злектролкигателя 13 меха139
низ.)а 11 укладки BvriKoB при перегрузках. Пр помощи гидропривода 15 (ф1И.1) перемещают механизм 11 укладки виткоп влево в рабо чее поло- жерп1е, при котором геометрическая ось вращепия роликов 8 механизма укладки витков совпадает с геометрической осью оправки 2. Па приемную
часть оправки 2 помещают напитуто на ребро спираль 43, nnyTpeninfii диаметр которой меньше диаметра оправки 2 в рабочем положении. Н1гжний конец спи- р.яли вводят между роликами 8 и подHHToti опорной втулкот 6, Включается привод 22 перемещения рычага 23 до правого упора 53 для перевода оправки 2 в рабочее (раздвинутое) положение поворотом овального кулачка 25 (фиг.З, 5, 6). Включается вибратор 3, сооб1чаю г;ий 2 вибрацию для облегчения перемещения витков спп- рпли 43, и злектрод.вигатель 13, сообщающий вращение роликам 8, осущестп- ляюи.ий noBHTKOBini перевод спирали 43 на рабочую часть оправки. Включается П11ИВО/1, 7, опускающий втулку 6 по мере роста пакета.
В случае действия на один из ро- jniKon 8 большей нагрузки, чем па другой, в процессе повиткового перевода формуемой спирали 43 на оправку 2 ось 28 средства распределения па- грузки между роликами вместе со 10 и закрепленньми на нем стойками 9, упорным пс д1пипником 32 качения, 33 и сферой 34 повернется в сферической опоре 35 до положения, при котором нагрузка на
оба ролика 8 станет одинаковой
(фиг.2). В случае перегрузки роликов В пакет 36 пружин сожмется на величину, при которой толкатель 41 поднимается, выключит концевой выключате.пь 42 и разомкнет цепь питания электродвигателя 13, в результате чего ролики 8 перестанут враг аться и переводить спираль 43 с приемной части оправки 2 на ее рабочую часть.
После перевода необходимого числа
витков спирали 43 на рабочую часть оправки 2 механизм 11 укладки вит- KdB отводится гидроприводом 15 вправо, пключаетси привод 20 перемещения механизма 21 опрессовки, кото- pbtfi, двигаясь вниз, опрессовыкает cnnjiajib 43 магнитоп1 )онода на оправке 2. Включается привод 18 перемещения
механизма 19 сварки, который опуска- eVcH и спаривпет магпитопровод D нескольких местах по образующим его наружной цилиндрической поверхности. По окончании ироцесса сварки магнито- провода механизмы сварки 19 и опрессов 21 поднимаются, привод 22 посредством рычага 23 пе 1еводит овальный кулачок 25 в нерабочее положение, а пружины 4А сближают обе половины оправки 2. Включается привод 7 перемещения опорной втулки 6, и последняя, двигаясь вверх, незначительным усилием выталкивает готовый магни- топровод с рабочей части оправки 2 на ее приемную часть, откуда он уда- ляется вручную. Затем гидропривод 15 вновь переводит механизм укладки витков в левое (рабочее) положение, опорная втулка 6 опускается несколько ниже роликов 8, на приемную часть оправки 2 помещают новую спираль АЗ,
и цикл повторяется.
Формула изобретения
ничма укладки витков, механизмы оп- ре(;совки и сварки, опорную втулку, концентричную оправке и установленную с возможностью перемещения относительно оправки, отличающееся тем, что, с целью повышения надежности и увешгчения срока службы путем снижения технологических нагрузок на злементы устройства механизм укладки витков содержит ролик, установленньш относительно оси оправки симметрично пр1шимному ролику, и средство распределения нагрузки между роликами, выполненно в виде шарового шарнира, сфера которого связана с приводом через упорный подшипник, опора шарнира содинена с корпусом укладки через пакет пружин сжатия, оправка выполнен полой из двух продольных частей, снабженных приводом их взаимного ра диально о перемещения в виде кулачк
.. Устройство по П.1, отличающееся тем, что снабжено вибратором, имеющим возможность взаимодействия с оправкой.
А-а
Фие2
Б-6
/ 55
г. /
Фиг.5
а-в
45 5
ii8.V
Z5
ТУ
п
риг6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
