Фи2,2
Изобретение относится к электромашиностроению и может быть использовано для изготовления витых ленточных магнитопро- водов.
Цель изобретения - упрощение конструкции и повышение надежности работы устройства.
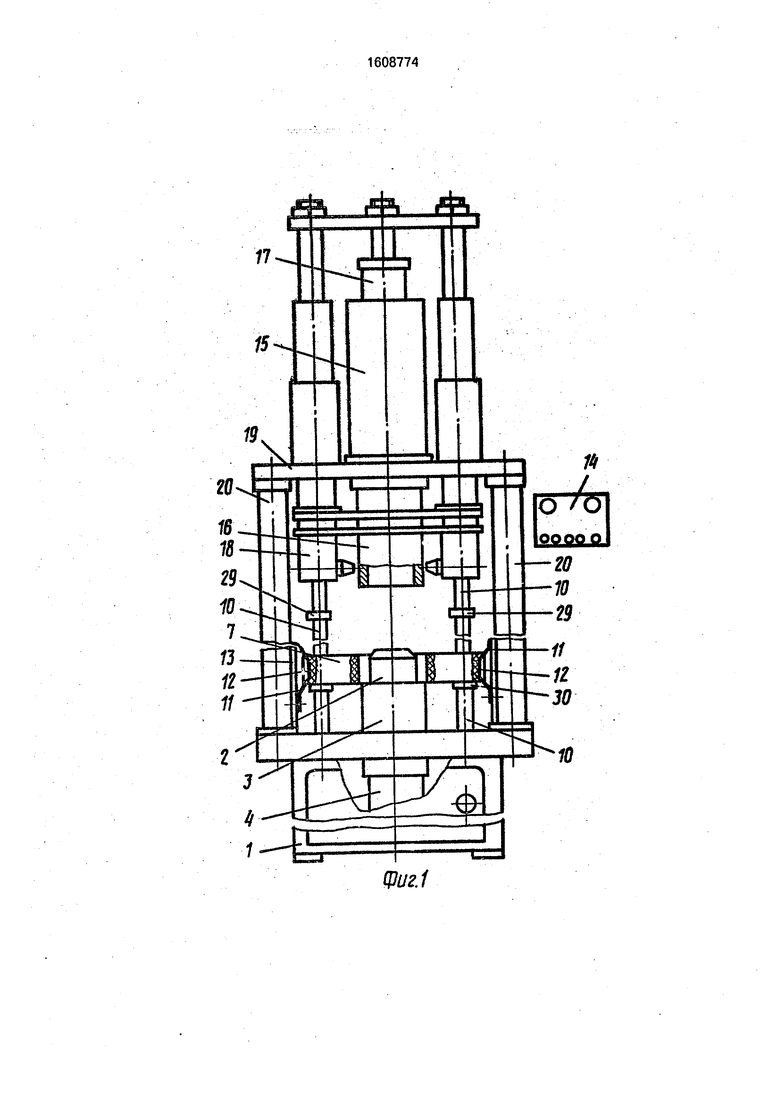
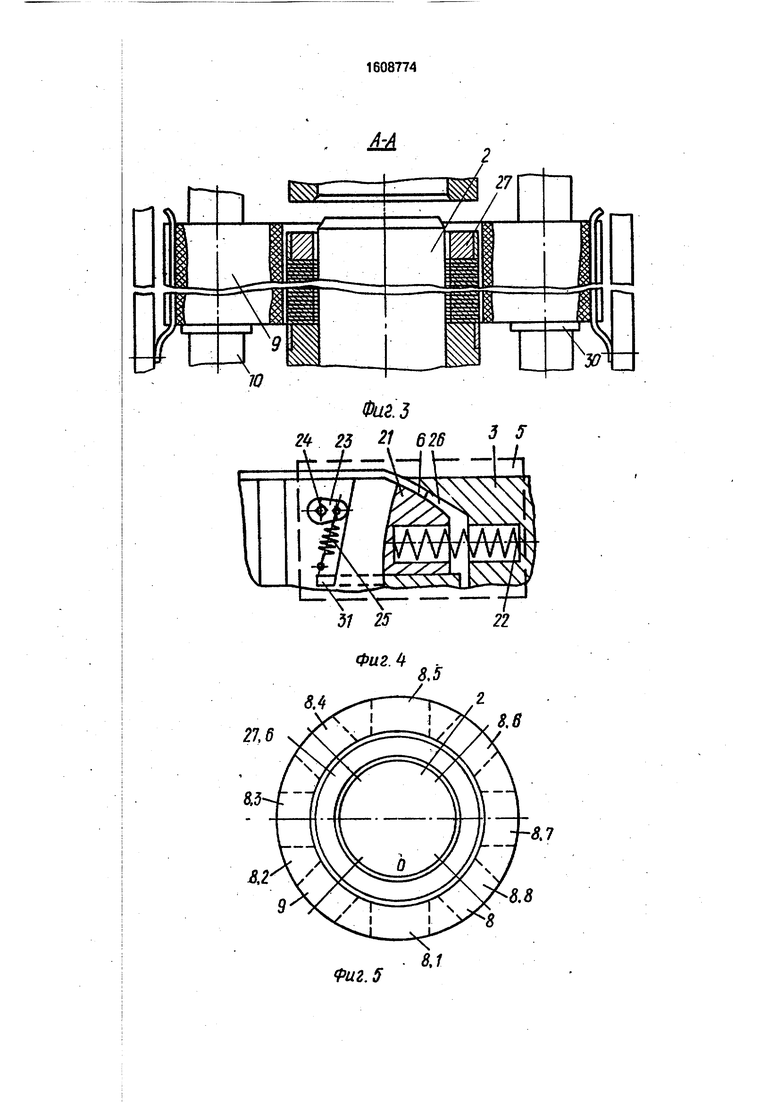
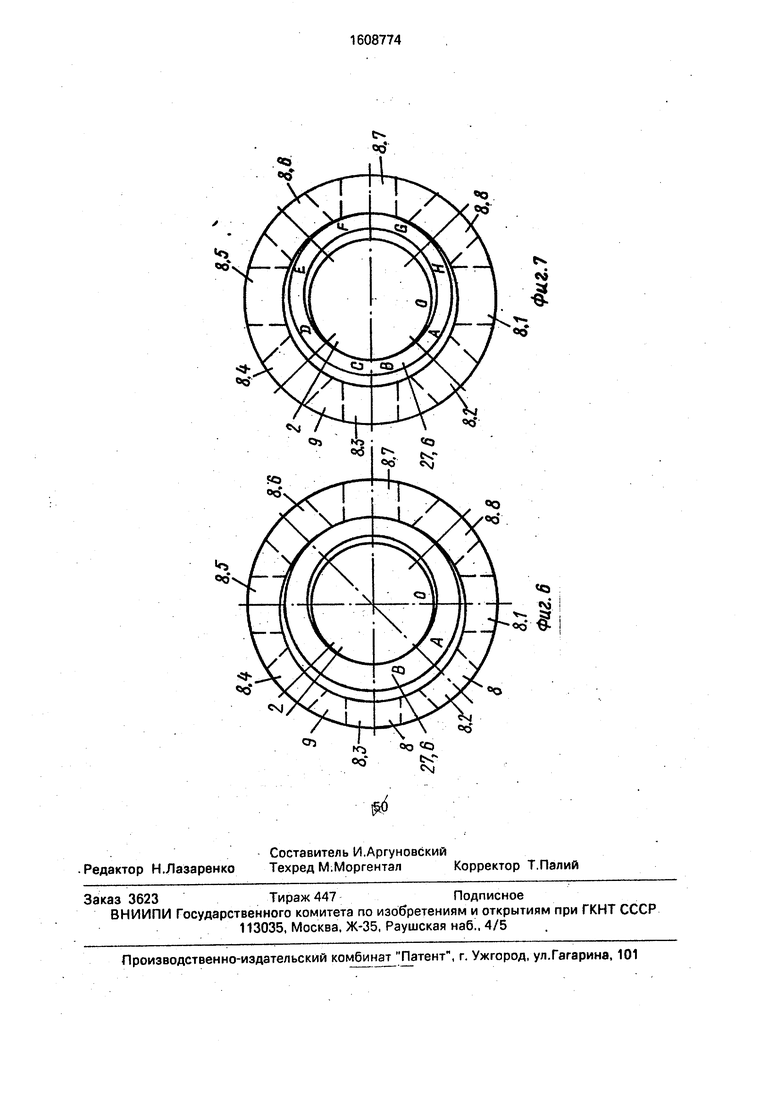
На фиг. 1 изображено устройство, об- .щий вид; на фиг. 2 - электромагнитная система; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - механизм крепления крайнего витка;.на фиг. 5-7 - схемы включения электромагнитов в процессе работы устройства.
Устройство для изготовления витого ленточного магнитопровода состоит из станины 1 (фиг, 1-3), на которой размещены оправка 2, наружный диаметр которой на 0,5-1,5 мм меньше внутреннего диаметра спирали в распущенном состоянии и равен внутреннему диаметру готового ярма, сборная втулка 3 с приводом 4 возвратно-поступательного перемещения и механизмом 5 крепления крайнего витка спирали 6 магнитопровода (фиг.4), предназначенная для фиксации нижнего витка спирали б магнитопровода, создания упора при его укладке на оправку 2 и при опрессовке и для выпрес- совки готового магнитопровода. Механизм 7 укладки витков спирали 6 магнитопровода на оправку 2 состоит из электромагнитов 8 электромагнитной системы 9, расположенной на двух подвижных штоках 10 и зафиксированной в рабочем положении при помощи двух плоских пружин 11, установленных в пазах 12 электромагнитной системы 9 и зафиксированных на кронштейнах 13. Электромагнитная система 9 представляет собой разделенный на секции (в количестве секций, в зависимости от диаметра ярма и толщины ленты, из которой навивается спираль 6) полый цилиндр с двумя сквозными отверстиями для прохождения подвижных штоков 10. Внутренний диаметр центрального отверстия электромагнитной системы 9 на 1-3 мм больше наружного диаметра опорной втулки 3. В секциях полого цилиндра в зависимости от размеров спирали установлены на равном расстоянии друг от друга и от геометрической оси центрального отверстия от трех До восьми электромагнитов 8. Электромагнитная система 9 предназначена для последовательного прижатия витков спирали 6 к наружной поверхности оправки 2 в процессе их укладки.
Блок 14 управления предназначен для автоматического последовательного включения и выключения электромагнитов 8, привода 15 механизма 16 опрессовки, при- - вода 17 механизма сварки 18 и привода 4
опорной втулки 3. Приводы 15 и 17 вместе с механизмами опрессовки 16 и сварки 18 размещены на плите 19 при помощи колонны 20, установленной на станине 1 устрой- ства.
Механизм 5 крепления крайнего витка спирали 6 (фиг.4) содержит упор 21, подпружиненный пружиной 22 сжатия, установлен- о ной в отверстиях опорной втулки 3 и упора 0 21, кулачок 23, неподвижно зафиксированный на оси 24 и подпружиненный пружиной растяжения 25, один конец которой закреплен на опорной втулке 4, а другой- на кулачке 23; ось 24 установлена в опорной втулке 53с возможностью вращения вокруг своей геометрической оси при помощи съемной рукоятки (не показана); паз 26 между отжатым пружиной 22 сжатия упором 21 и опорной втулкой 3 предназначен для фиксации 0 нижнего конца спирали 6. Аналогичным образом верхний конец спирали 6 крепится к шайбе 27 из ферромагнитного материала, внутренний диаметр которой на 0,5-1,5 мм больше диаметра оправки 2, а наружный 5 диаметр по медному кольцу 28 равен наруж- номудиаметру опорной втулки 3. Медное кольцо 28 предназначено для предохранения наружной поверхности шайбы 27 от приваривания к спирали 6. Аналогичное 0 медное кольцо 28 установлено на опорной втулке 3.
Два верхних упора 29 и два нижних упора 30 на подвижных штоках 10 предназначены для перемещения электромагнитной 5 системы 9. Направляющая 31 предназначена для перемещения по ней упора 21.
Устройство работает следующим образом.
Спираль 6 мерной длины с закреплен- 0 ной на верхнем витке шайбой 27 вручную надевается оператором на оправку 2. Нижний конец спирали 6 вводится вручную в паз 26 опорной втулки 3 вплотную к оправке 2 и закрепляется упором 21 (фиг.4). переме- 5 щаемым поворотом кулачка 23 при помощи рукоятки (не показана), в точке О (фиг.5) в зоне электромагнита 1, после чего рукоятка снимается с оси 24. Пружина 25 удерживает кулачок 23 в рабочем положении, при кото- 0 ром нижний конец спирали 6 неподвижно , зафиксирован в пазу .26. Включается автоматический режим работы блока 14 управления, по команде которого автоматически выполняются следующие операции, необхо- 55 димые для изготовления витогО ленточного магнитопровода.
Включается привод 17 механизма сварки, подвижные штоки. 10 движутся вверх вместе с приводом 17 и поднимают нижними упорами 30 электромагнитную систему 9
в рабочее положение (фиг.2), при котором спираль 6 находится в центральном отверстии магнитной системы 9. Плоские пружины 11, закрепленные на станине 1 при помсщи кронштейнов 13, входят в пазы 12 злек ромагнитной системы 9 и удерживают ее в рабочем положении вместе с подвижными штоками 10.
i $ключается электромагнит 8.6 (в качестве примера на фиг. 5-7 приведена элект- ромс гнитная система, состоящая из восьми элек ромагнитов 8,8.1-8.8, в результате чего уч зсток АВ всей спирали 6 вместе с шайбой 17 притягивается ) оправке 2 (фиг.6), а учас ок АВ нижнего витка спирали б прижимается вплотную к оправке 2. Затем вклк чается электромагнит 8.7, к оправке притягивается следующий участок ВС (фиг. 7), после чего выключается эл ектромаг- нит 5.6. Аналогичным образом последовательным включением электромагнитов 8.8, 8.1,8 2,8.3 и т.д. последовательно прижимаются к оправке 2 участки СД, ДЕ и т.д. спирали 6 до тех пор. пока все витки спирали 6 не б дут прижаты к оправке 2. Верхние витки спирали 2 перемещаются вместе с шайбой I 7, толщина которой выбирается такой, чтоб г под действием усилия притяжения со стор )ны электромагнитов 8 электромагнитной системы 9 шайба 27 могла прижимать верх ние витки спирали 6 к оправке 2.
i 1осле окончания укладки витков спирали 6 на оправку 2 электромагнитная система 9пр( должает удерживать витки от распуше- ния. Включается привод 15 механизма 16 опрессовки, последний движется вниз и оп- ресс )вывает спираль 6 в прижатом к оправке 2 ;остоянни.
$ключается привод 17 механизма 18 свар и и последний опускается вниз вместе с подвижными штоками 10, верхние упоры 29 к( торых перемещают электромагнитную 9 вних, выводя ее из зоны сварки, поел э чего механизм 18 сварки скрепляет
витки спрессованной спирали 6 сваркой в нескольких местах по образующей внешнего цилиндра спирали.
Включаются приводы 15 и 17 механиз- мов опрессовки 16 и сварки 18 и последние поднимаются вверх.
Включается привод 4 опорной втулки 3, втулка 3 поднимается вверх и выпрессовы- вает готовый пакет магнитопровода, по- лученный из спирали б, с оправки 2.
По окончании процесса изготовления магнитопровода оператор вручную при помощи рукоятки (не показана) поворачивает кулачок 23 против часовой стрелки, пружина 22 сжатия отводит упор 21 по направляющей 31 влево и освобождает нижний конец магнитопровода.
Готовый мигнитопровод передается оператором на на следующую технологиче- скую операцию, а на оправку 2 надевают норую спираль 6 с закрепленной шайбой 27 и цикл изготовления витого ленточного магнитопровода повторяется.
Формула изобретения
Устройство для изготовления витого ленточного магнитопровода. включающее оправку, механизмы опрессовки, сварки, выпрессовки и укладки витков магнитопровода, отличающееся тем, что. с целью упрощения конструкции и повышения надежности, оно содержит штоки с упорами, имеющие возможность возвратно-поступательного перемещения, а механизм укладки виткоо выполнен в виде электромагнитной системы, установленной коаксиально оправке, и включающей по крайней мере три электромагнита, расположенных на штоках между упорами, и шайбу из ферромагнитного материала, имеющую возможность быть установленной на пакете магнитопровода и снабженную механизмом крепления его верхнего .
п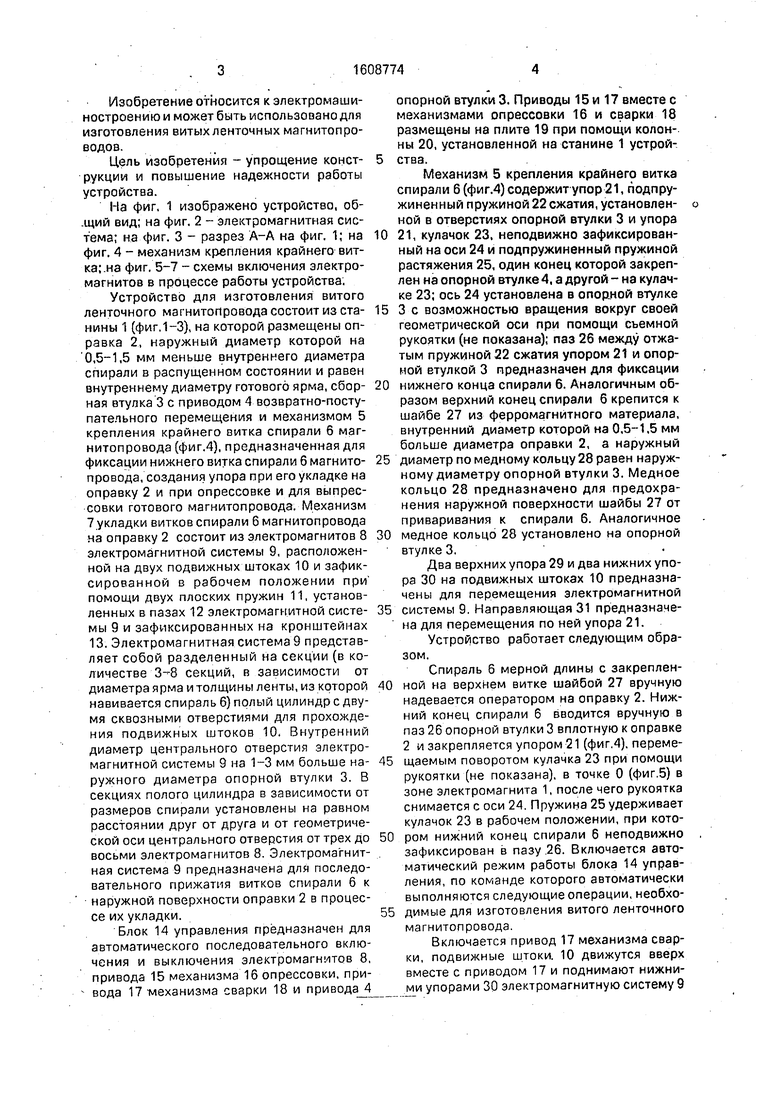
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления витого ленточного магнитопровода | 1988 |
|
SU1617542A1 |
| Устройство для изготовления витого ленточного магнитопровода | 1987 |
|
SU1494139A1 |
| Устройство для изготовления магнитопроводов | 1988 |
|
SU1621123A2 |
| Устройство для изготовления витого ленточного магнитопровода | 1986 |
|
SU1464257A2 |
| Устройство для изготовления витого ленточного магнитопровода | 1985 |
|
SU1310956A1 |
| Устройство для изготовления магнитопроводов электрических машин | 1988 |
|
SU1646022A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1690098A2 |
| Устройство для изготовления витых магнитопроводов | 1985 |
|
SU1282268A1 |
Изобретение относится к электромашиностроению и может быть использовано для изготовления витых ленточных магнитопроводов. Цель изобретения - упрощение конструкции и повышение надежности в работе устройства. Механизм укладки витков выполнен в виде электромагнитной системы 9, установленной концентрично оправке 2 на подвижных штоках 10 с верхним и нижним 30 упорами и включающей не менее трех электромагнитов и шайбу 27 из ферромагнитного материала. 1 з.п. ф-лы, 7 ил.
Фиг.1
Фиг.з
2 25 Ц 626 .
-1-f5/ Д
Фи2. t
8Л
&5
Д2
.5
- 8.1
| Способ разделения нефтяных эмульсий | 1926 |
|
SU10956A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
