Изобретение относится к технологическому оборудованию для изготовления маг- нмтопроводов, например, шихтованных или витых из спирали статоров электрических машин и может быть использовано в электротехнической промышленности.
Цель изобретения - повышение произ- ьодмтельности и улучшение качества магнитопроводов.
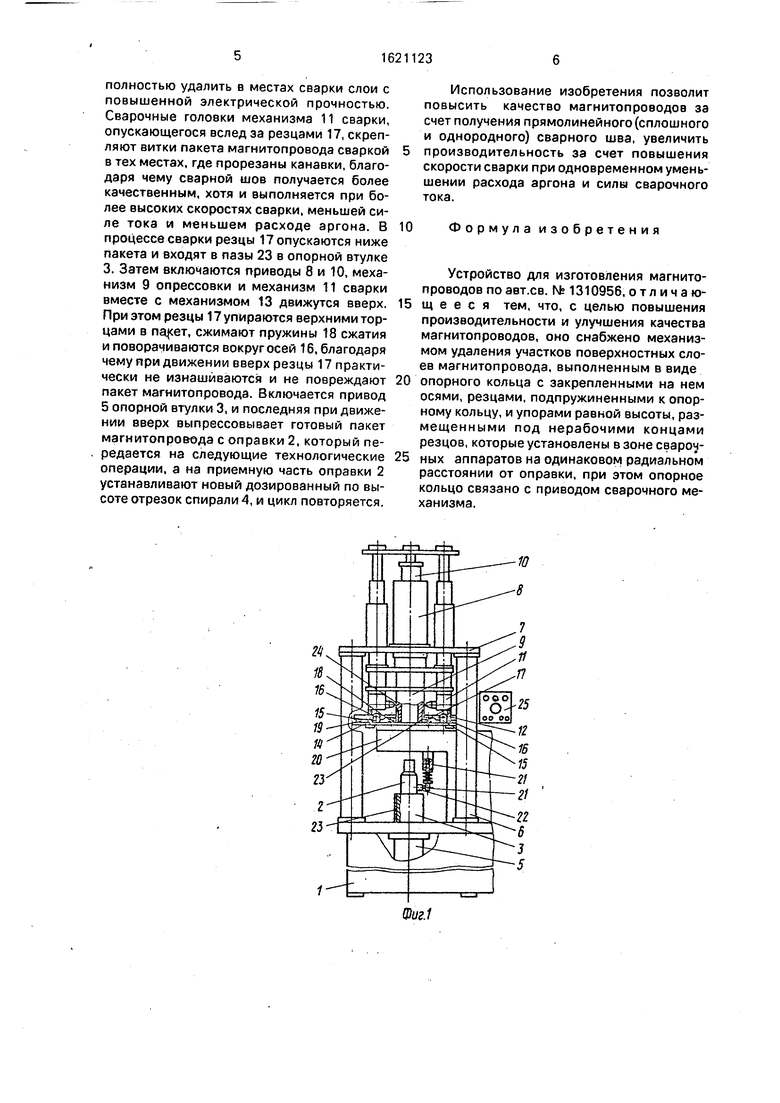
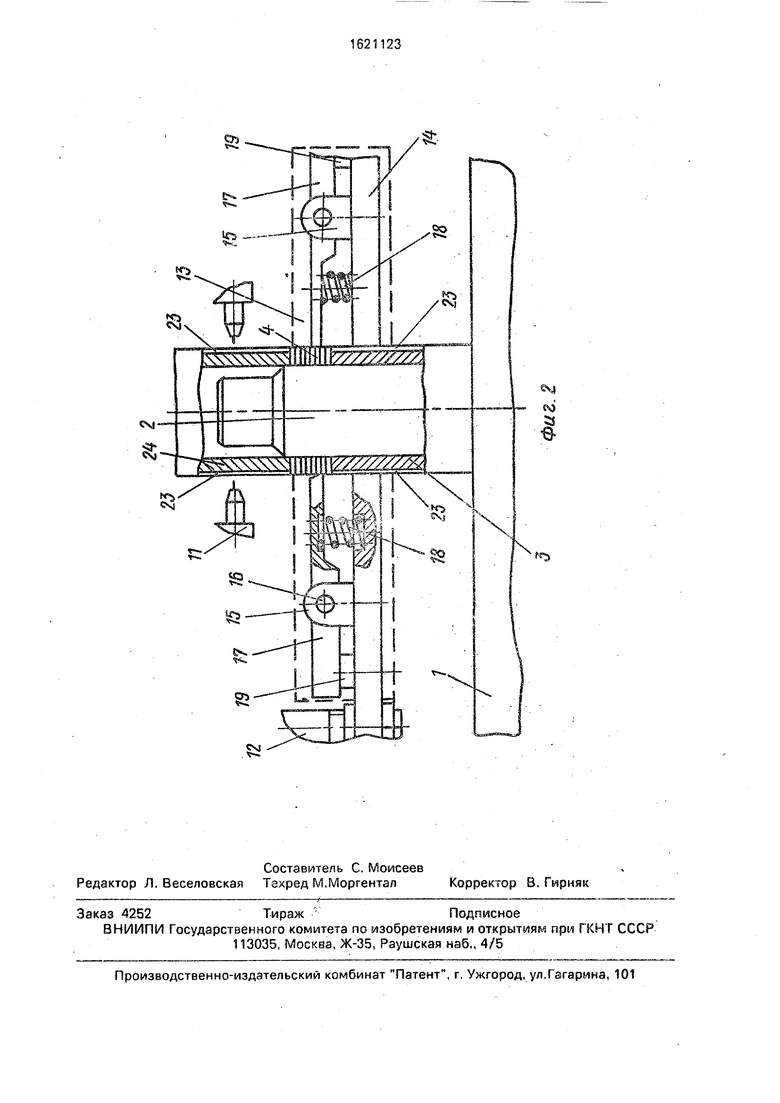
На фиг.1 изображено устройство, общий вид; на фиг.2 - механизм локального удаления поверхностных слоев на магнитопроводах.
Устройство для изготовления магнитопровода содержит корпус 1, на котором размещена оправка 2, установленная внутри опорной втулки 3, предназначенной для поддержки витков спирали 4 пакета и его удаления из зоны опрессовки и сварки, с приводом возвратно-поступательного перемещения 5.
Оправка 2 состоит из верхней приемной и нижней рабочей частей. Наружный диаметр рабочей части оправки 2 равен внутреннему диаметру готового ярма статора и на 0,03-0,30 мм больше внутреннего диаметра распушенной спирали в свободном
состоянии. Наружный диаметр приемной части оправки 2 на 5-20 мм (в зависимости от диаметра спирали) меньше внутреннего диаметра спирали 4.
На корпусе 1 закреплены четыре стойки б, на которых установлена опорная плита 7 с приводом 8 механизма 9 опрессовки и приводом 10 механизма 11 аргонодуговой сварки соответственно. На подвижных штоках 12, жестко связанных с приводом 10 механизма 11 сварки, установлен механизм 13 локального удаления поверхностных слоев, обладающих повышенной электрической прочностью, предназначенный для удаления поверхностных слоев с покрытием, например типа изорт, оксидных слоев и поверхностных загрязнений на образующей поверхности магнитопровода в местах скрепления пакета сваркой.
Механизм 13 локального удаления поверхностных слоев, обладающих повышенной электрической прочностью, состоит из опорного кольца 14 с вилками 15, в отверстиях которых расположены оси 16, на которых с возможностью поворота установлены резцы 17, подпружиненные пружинами 18 сжатия, которые, в свою очередь, установлены в отверстиях опорного кольца 14 и резцов 17. Резцы 17 расположены концентрично вокруг оправки 2 на равных расстояниях друг от друга таким образом, чтобы при данном наружном диаметре пакета, собранного из витков спирали 4 (с учетом минимального допуска) они могли прорезать в местах сварки пакета канавки глубиной не менее 0,1 мм и шириной не менее 1 мм.
Упоры 19 на опорном кольце 14 предназначены для ограничения угла поворота резцов 17 и фиксации их в рабочем положении, при котором резцы прорезают канавки в местах скрепления пакета сваркой, например, на наружной цилиндрической поверхности пакета. Поэтому количество упоров 19, резцов 17 и сварных швов одинаково и изменяется от двух до восьми в зависимости от конструкции и наружного диаметра пакета.
Механизм укладки витков пакета магнитопровода состоит из корпуса 20, закрепленной на нем подпружиненной стойки 21с роликом 22,имеющим возможность вращения вокруг своей геометрической оси и вместе со стойкой 21 вокруг оправки 2, и приводов вращательного и возвратно-поступательного движения (не показаны), предназначенных для подвода стойки 21с роликом 22 в рабочую зону к оправке 2 и вывода из нее и коаксиального вращения стойки 21 вокруг оправки 2, Привод вращения стойки 21с роликом 22 состоит, например, из электродвигателя и понижающей передачи, а привод возвратно-поступательного перемещения - из гидропривода с гидростанцией.
Пазы 23 в нажимной втулке 24 механизма 9 опрессовки и в опорной втулке 3 предназначены для прохождения в них резцов 17. Блок 25 управления предназначен для
0 автоматической подачи команд приводам 5, 8 и 10 опорной втулки 3, механизмов опрессовки 9, сварки 11 соответственно, а также приводам механизма укладки витков, в том числе и для останова вращения, после ук5 ладки витков 4 пакета, стойки 21с роликом 22 справа от оправки 2.
Устройство работает следующим образом.
На приемной части оправки 2 устанав0 ливают дозированный по высоте отрезок спирали 4. Включением привода возвратно- поступательного перемещения механизма укладки витков (не показан) последний перемещается в рабочую зону влево к оправке
5 2 и ролик 22 устанавливается над опорной втулкой 3, При этом ось вращения стойки 21 с роликом 22 совпадает с геометрической осью оправки 2. Нижний конец спирали 4 вручную заводится под ролик 22. Затем
0 включается блок 25 управления, по команде которого автоматически выполняются следующие операции: включается привод 5 опорной втулки 3, которая вместе с нижним витком спирали 4, находящимся под роли5 ком 22, подается вверх, поджимая подпружиненную стойку 21 с роликом 22 для обеспечения заданного усилия прижатия роликом 22 нижнего витка спирали 4 к опорной втулке 3; включается привод вращения
0 стойки 21 с роликом 22, ролик обегает оправку 2 и по витку переводит спираль 4 с приемной части оправки 2 на ее рабочую часть; после повиткового перевода всех витков спирали 4 с приемной на рабочую часть
5 оправки 2 привод вращательного движения механизма укладки витков останавливает стойку 21 с роликом 22 в правом крайнем положении; включается привод возвратно- поступательного перемещения механизма
0 укладки витков, и последний перемещается вправо из рабочей зоны; включается привод 8 механизма опрессовки 9, и последний опускается, спрессовывая пакет магнитопрово-. да; включается привод 10 механизма 11
5 сварки, и последний вместе с механизмом 13опускается. Резцы 17 проходят в пазах 23 нажимной втулки 24 механизма 9 опрессовки, затем прорезают в витках пакета магнитопровода канавки глубиной не менее 0,1 мм и шириной не менее 1 мм, что позволяет
полностью удалить в местах сварки слои с повышенной электрической прочностью. Сварочные головки механизма 11 сварки, опускающегося вслед за резцами 17, скрепляют витки пакета магнитопровода сваркой в тех местах, где прорезаны канавки, благодаря чему сварной шов получается более качественным, хотя и выполняется при более высоких скоростях сварки, меньшей силе тока и меньшем расходе аргона. В процессе сварки резцы 17 опускаются ниже пакета и входят в пазы 23 в опорной втулке 3. Затем включаются приводы 8 и 10, механизм 9 опрессовки и механизм 11 сварки вместе с механизмом 13 движутся вверх. При этом резцы 17 упираются верхними торцами в , сжимают пружины 18 сжатия и поворачиваются вокруг осей 16, благодаря чему при движении вверх резцы 17 практически не изнашиваются и не повреждают пакет магнитопровода. Включается привод 5 опорной втулки 3, и последняя при движении вверх выпрессовывает готовый пакет магнитопровода с оправки 2, который передается на следующие технологические операции, а на приемную часть оправки 2 устанавливают новый дозированный по высоте отрезок спирали 4, и цикл повторяется.
Использование изобретения позволит повысить качество магнитопроводов за счет получения прямолинейного (сплошного и однородного) сварного шва, увеличить производительность за счет повышения скорости сварки при одновременном уменьшении расхода аргона и силы сварочного тока.
Формула изобретения
Устройство для изготовления магнитопроводов по авт.св. № 1310956, отличающееся тем, что, с целью повышения производительности и улучшения качества магнитолроводов, оно снабжено механизмом удаления участков поверхностных слоев магнитопровода, выполненным в виде опорного кольца с закрепленными на нем осями, резцами, подпружиненными к опорному кольцу, и упорами равной высоты, размещенными под нерабочими концами резцов, которые установлены в зоне сварочных аппаратов на одинаковом радиальном расстоянии от оправки, при этом опорное кольцо связано с приводом сварочного механизма.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления витого ленточного магнитопровода | 1987 |
|
SU1494139A1 |
| Устройство для изготовления витого ленточного магнитопровода | 1986 |
|
SU1464257A2 |
| Устройство для изготовления витого ленточного магнитопровода | 1988 |
|
SU1617542A1 |
| Устройство для изготовления витых магнитопроводов | 1985 |
|
SU1282268A1 |
| Устройство для изготовления витого ленточного магнитопровода | 1988 |
|
SU1608774A1 |
| Устройство для изготовления витого ленточного магнитопровода | 1985 |
|
SU1310956A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1982 |
|
SU1078540A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1334294A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Устройство для сборки магнитопроводов электрических машин | 1975 |
|
SU612349A1 |
Изобретение относится к технологическому оборудованию для изготовления маг- Hi/гопроводов, например, шихтованных или витых из спирали статоров электрических машин и может быть использовано в электротехнической промышленности. Цель изобретения - повышение производительности и улучшение качества магнитопроводов. Устройство содержит корпус 1, на котором размещена оправка 2, установленная внутри опорной втулки 3, предназначенной для поддержки витков спирали пакета и его удаления из зоны опрессовки и сварки, с приводом возвратно-поступательного перемещения 5. На корпусе 1 закреплены четыре стойки 6, на которых установлена опорная плита 7 с приводом 8 механизма опрессовки 9 и приводом 10 механизма сварки 11, На подвижных штоках 12, жестко связанных с приводом 10 механизма сварки, установлен механизм удаления участков поверхностных слоев на образующей поверхности магнитопровода в местах скрепления у пакета сваркой. Механизм удаления участков поверхностных слоев выполнен в виде опорного кольца 14 с закрепленными на нем осями 16, резцами 17, подпружиненными к опорному кольцу 14, и упорами 19 равной высоты, размещенными под нерабочими концами резцов 17. Резцы установлены в зоне сварочных аппаратов механизма сварки 11. 2 ил. (Л
| Устройство для изготовления витого ленточного магнитопровода | 1985 |
|
SU1310956A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
