1
Изобретение относится к изготовлению коаксиальных кабелей, в частности к устройствам для наложения на коаксиальный кабель внешнего трубчатого проводника - оболочки из металлической ленты.
Цель изобретения - повышение качества изготовления магистрального коаксиального кабеля с внешним трубчатым проводником путем повышения точности регулирования выходного калибра и поддержания постоянства величины волнового сопротивления по длине кабеля.
На чертеже показано устройство для изготовления магистрального коаксиального кабеля с внешним трубчатым проводником.
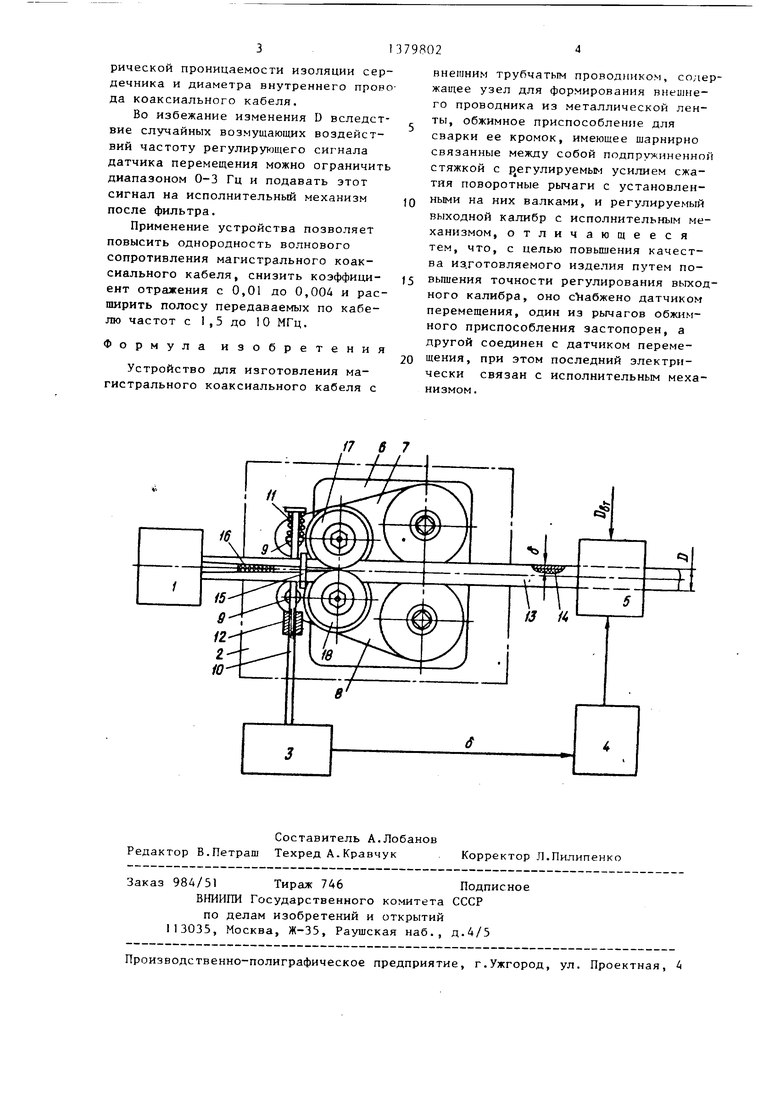
Устройство содержит узел I для формирования внешнего проводника из металлической ленты, обжимное приспособление 2 для сварки ее кромок, снабженное датчиком 3 перемещения подвижного рычага, исполнительный механизм 4, который электрически связан с датчиком перемещения и регулируемый выходной калибр 5. Устройство работает следующим образом.
Металлическая лента неограниченной длины поступает в узел 1 для формирования внешнего проводника и после пластического изгиба и деформации постепенно приобретает стабильную заданную форму трубной заготовки с продольным зазором. Сердечник кабеля поступает в трубную заготовку.
Обжимное приспособление 2 для сварки кромок трубной заготовки вьтолнене в виде шарнирного четырех звенника, у которого рычаги поворчиваются в подшипниках вокруг стоек параллельно смещая сварочные валки в горизонтальной плоскости любую сторону.Вертикальные стойки жестко устанавливаются на основании 6. К поворотным рычагам 7 и 8 шарнирно прикреплены пальцы 9, в прорези которых устанавливается стка 1 О с пружиной 11. Усилие пружин с известной характеристикой сжатия регулируется специальной гайкой 12 Трубная заготовка - оболочка 13 вм те с ранее введенным в нее сердечником 14 кабеля и нагретыми индуктром 15 до температуры сварки кромкми направляется ножом 16, входяш 1м
0
5
0
5
0
5
0
5
в зазор между кромками, и упруго сжимается в сварочных валках 17 и 18. В вертикальной плоскости сварочные валки устанавливаются точно относительно друг друга и в таком положении жестко удерживаются.
После установки по трубе-оболочке один из поворотных рычагов 7 стопорится и и процессе сварки оболочки не поворачивается вокруг стойки. Другой 8 и установленный на нем сварочный валок 18 изменяют свое положение относительно продольной оси оболочки, отодвигаясь от нее или придвигаясь к ней в зависимости от изменения (соответственно увеличения или уменьшения толщины оболочки . Перемещение подвижного рычага 8 происходит в зависимости от усилия, передаваемого через трубную заготовку на сварочный валок 18 и зависимого от толшины оболочки 13.
Соединив подвижный рычаг с датчиком 3 перемещения, определяют интегральную (среднюю) толщину 8 сваренной оболочки, образовавшуюся из исходной толщины металлической ленты и тех изменений, которые она претерпела в процессе изготовления внешнего проводника-оболочки коаксиального кабеля. Датчик перемещения преобразует линейные перемещения подвижного рычага (сварочного валка в электрический сигнал, про- порциональньй S . Электрический сигнал датчика перемещения после усиления и необходимой задержки попадает на Исполнительный механизм 4 выходного калибра 5, который регулирует внешний диаметр D оболочки.
Предварительно проводится тарировка, при которой уточняется зависимость между сигналом датчика перемещения и оболочки при данном усилии сжатия пружины. Для этого свариваются встык отрезки лент различных толщин и при прохождении их через обжимнре приспособление измеряют сигнал датчика перемещения и фактическую толщину оболочки. Исполнительный механизм изменяет положение валков выходного калибра, устанавливая 1) в соответствии с изменением 5 оболочки и расчетным значением ее внутреннего диаметра Dg. . Dp, рассчитывается исходя из номинального значения волнового сопротивления и измеренньк значений дизлектрической проницаемости изоляции сердечника и диаметра внутреннего провода коаксиального кабеля.
Во избежание изменения D вследствие случайных возмущающих воздействий частоту регулирующего сигнала датчика перемещения можно ограничить диапазоном 0-3 Гц и подавать этот сигнал на исполнительный механизм после фильтра.
Применение устройства позволяет повысить однородность волнового сопротивления магистрального коаксиального кабеля, снизить коэффициент отражения с 0,01 до 0,004 и расширить полосу передаваемых по кабелю частот с 1,5 до 10 МГц.
Формула изобретения
Устройство для изготовления магистрального коаксиального кабеля с
внешним трубчатым провод}1иком, содержащее узел для формирования внешнего проводника из металлической ленты, обжимное приспособление для сварки ее кромок, имеющее щарнирно связанные между собой подпружиненной стяжкой с {регулируемым усилием сжатия поворотные рычаги с установленными на них валками, и регулируемый выходной калибр с исполнительным механизмом, отличающееся тем, что, с целью повышения качества изготовляемого изделия путем повышения точности регулирования выходного калибра, оно сУ1абжено датчиком перемещения, один из рычагов обжимного приспособления застопорен, а другой соединен с датчиком перемещения, при этом последний электрически связан с исполнительным механизмом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ наложения сварной оболочки на электрический кабель | 1985 |
|
SU1300573A1 |
| СПОСОБ ОБРАЗОВАНИЯ МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКИ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 1987 |
|
SU1464771A1 |
| СПОСОБ ОБРАЗОВАНИЯ МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКИ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 1991 |
|
RU2050607C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ И КАБЕЛЬНЫХ ОБОЛОЧЕК | 1990 |
|
RU2019329C1 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ | 1992 |
|
RU2020009C1 |
| СПОСОБ НАСТРОЙКИ ВАЛКОВОГО АГРЕГАТА | 1990 |
|
RU2028844C1 |
| Способ изготовления электросварных прямошовных труб | 1989 |
|
SU1613213A2 |
| Устройство для сварки труб ТВЧ | 1989 |
|
SU1681998A1 |
| Способ изготовления прямошовных труб | 1987 |
|
SU1473873A1 |
| Устройство для автоматического регулирования процесса высокочастотной сварки | 1982 |
|
SU1073042A1 |
Изобретение относится к области производства коаксиальных кабелей, в частности к устройствам для наложения на коаксиальный кабель внешнего трубчатого проводника. С целью повышения точности регулирования выходного калибра, обжимное приспособление для сварки кромок металлической ленты снабжено датчиком перемещения подвижного рычага со сварочным валком, электрически связанным с исполнительным механизмом регулируемого выходного калибра. 1 ил. i (Л с
| Производство кабелей и проводов./ Под ред | |||
| Н.И.Белоруссова и И.Б.Пешкова | |||
| - М.:Энергоиздат, 1981, с.493-497 | |||
| 0 |
|
SU403466A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
