Фиг. 1
1
Изобретение относится к контактной сварке и может быть использован в радиотехнической промьшшенности, например, при сварке отформованных проволочных выводов к корпусам конденсаторов.
Цель изобретения - повьшение качества сварки путем точной установк вывода в сварочных губках.
Сущность предлагаемого изобретения заключается в том, что отформованные проволочные выводы подают в сварочные губки и в неподвижно закрепленные дополнительные губки. Перед перемещением сварочных губок с усилием, меньшим усилия давления, и перемещают сварочные губки относительно неподвижного вывода до упора головки отформованного вывода в торец сварочных губок. Затем сварочны )губки перемещают совместно с выводо вытягивая его из неподвижных, дополнительных губок и осуществляя контактную сварку.
На фиг.1 приведена схема устройства для реализации способа; на
фиг.2 - разррз АтА на фиг.1. I .
Устройство для сварки контактных
радиодеталей, в частности вывода с корпусом конденсатора, состоит из установленных на основании (не показано), вибробункера 1 с загрузочным лотком 2 и питающим лотком
рьшаются., продолжая перемещаться вместе с кареткой 7 в зону сварки.
3, предназначенным для подачи прово- 35 Одновременно корпус 10 конденсатора
дочных выводов 4 с головкой 5 с сварочные губки 6, закрепленные на подвижной в горизонтальном направлении каретке 7, осадочной пружины 8, создающей усилие осадки в момент сварки, и пневмоцилиндра 9, предназначенного для взведения осадочной пружины, привода с кулачково-распредели- тельным валом (не показан), механизпоступает из вибробункера 11 по заг- рузоч ному лотку 12 в зону сварки, где фиксируется подвижным электродом 14 относительно неподвижно1: о злек- 40 трода 13 пневмоцилиндром 15, и через свариваемые детали пропускается сварочный импульс. После сварки корпус 10 конденсатора освобождается. Сварочные губки 6 и дополнительные зама подачи и фиксации корпусов 10 кон-45 жимные губки 16 раскрываются пневмо0
5
0
5
0
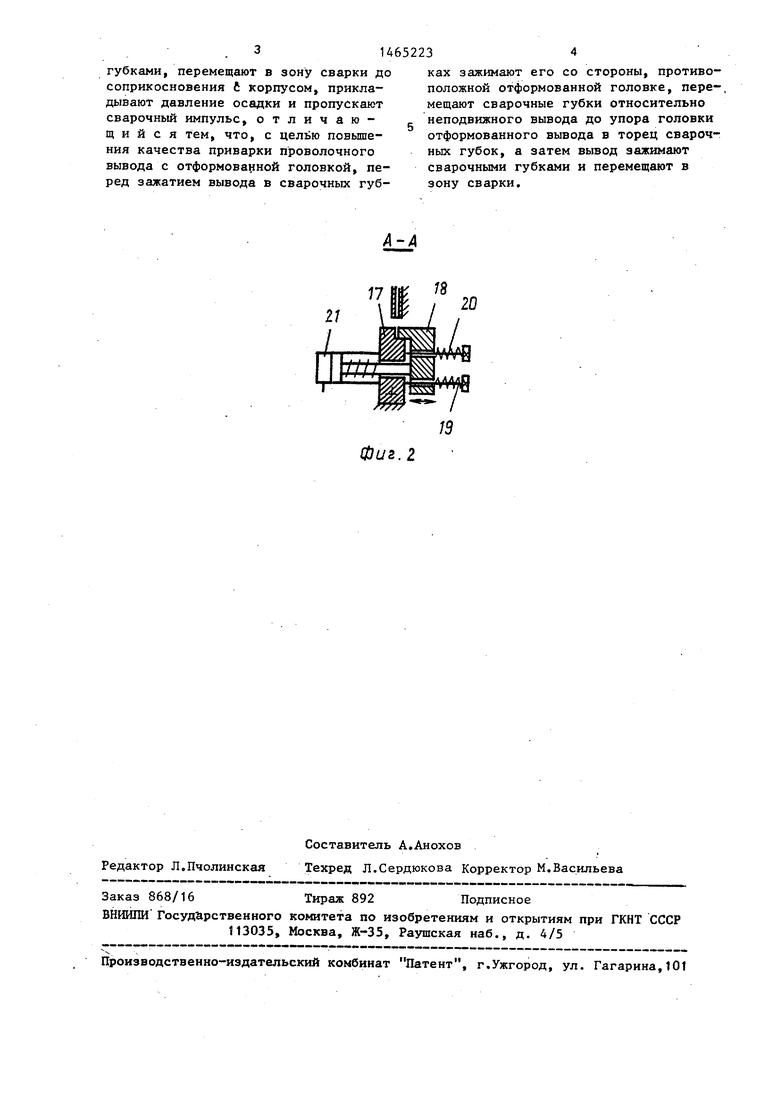
18, которые закреплены с возможностью перемещения в горизонтальном направлении по направляющим 19 относительно неподвижных губок и подпружинены тарированными пружинами 20. Для . .раскрытия губок подвижная губка 18 Уединена со штоком пневмоцилиндра 21,
Для пропускания сварочного импульса через корпус и вывод в устройстве предусмотрена сварочная цепь 22.
Способ реализуется следующим образом.
Отформованные проволочные выводы
4из вибробункера 1 по загрузочному лотку 2 поступают в предварительно подведенные пневмоцилиндром 9 раскрытые сварочные губки 6 и неподвижно закрепленные на основании 23 дополнительные губки 16. Осадочная пружина 8 находится в сжатом состоя-. НИИ, Дополнительные губки 16 закрываются под действием тарированных пружин 20. Затем подвижная каретка
7 с раскрытыми сварочными губками 6 начинает перемещаться осадочной пружиной 8 до тех пор, пока вывод 4, проскальзывая в губках 16, головкой
5не упрется в торец сварочных губок 6, чем и достигается точное выставление вывода. Сварочные губки 6 закрьшаются., продолжая перемещаться вместе с кареткой 7 в зону сварки.
Одновременно корпус 10 конденсатора
поступает из вибробункера 11 по заг- рузоч ному лотку 12 в зону сварки, где фиксируется подвижным электродом 14 относительно неподвижно1: о злек- трода 13 пневмоцилиндром 15, и через свариваемые детали пропускается сварочный импульс. После сварки корпус 10 конденсатора освобождается. Сварочные губки 6 и дополнительные за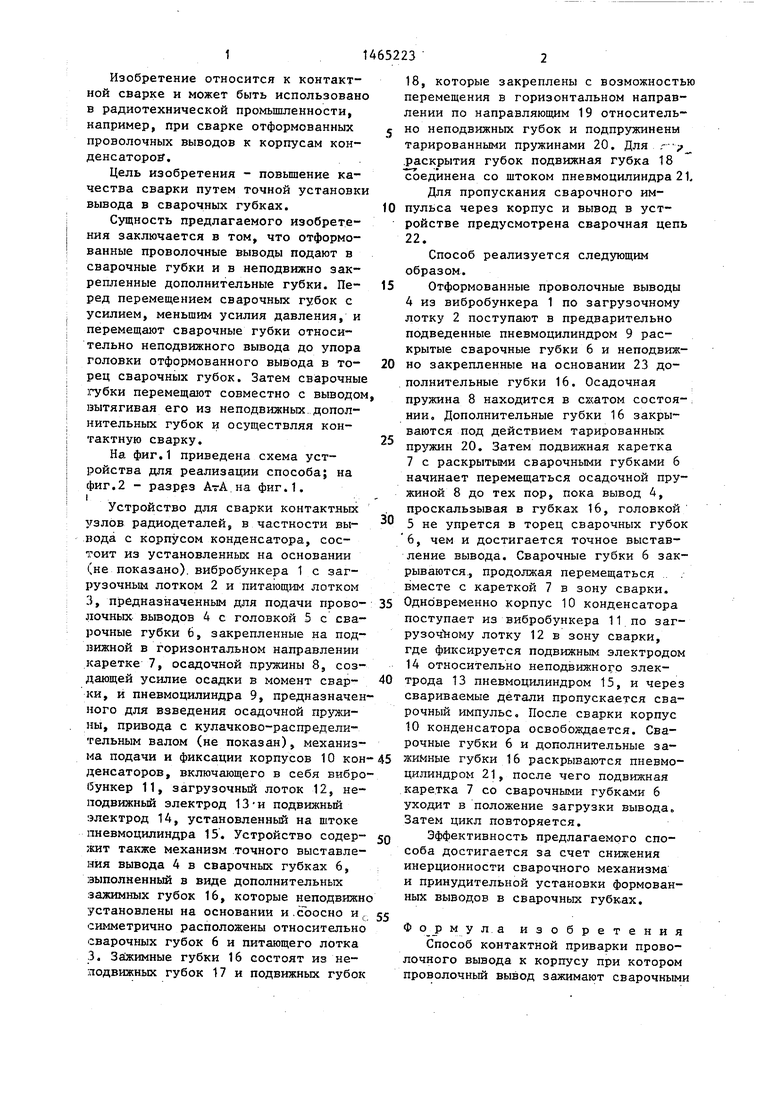
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки проволочных выводов к корпусу радиодеталей | 1981 |
|
SU990457A1 |
| Автомат для монтажа ножек электрических ламп | 1981 |
|
SU995158A1 |
| Устройство для контактной точечной сварки | 1984 |
|
SU1211011A1 |
| Устройство для приварки проволочного выхода к корпусу радиодетали | 1975 |
|
SU556013A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1989 |
|
SU1794617A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1975 |
|
SU538862A1 |
| Автоматическая линия для дозирования и упаковки сыпучих или штучных материалов | 1989 |
|
SU1705191A1 |
| Устройство для изготовления секции конденсаторов с проволочными выводами | 1973 |
|
SU484582A1 |
| Автомат для ударно-стыковой сварки | 1971 |
|
SU442030A1 |
| Установка для присоединения проволочных выводов методом термокомпрессии | 1976 |
|
SU604056A1 |
Изобретение относится к контрольной сварке и может быть использовано в радиотехнической промышленности при сварке формованных вьшодов к корпусам конденсаторов. Целью изоб- ,ретения является повышение качества сварки. Формованные проволочные выводы 4 подаются в сварочные губки 6 и неподвижно закрепленные дополнительные губки 16. Губки 16 закрываются под действием тарированной пружины. Затем сварочные губки 6 перемещают относительно формованного вывода 4 до тех пор, пока вывод головкой 5 не придет в соприкосновение с торцом сварочных губок 6, тем самым обеспечивая точную его установку. Сварочные губки 6 закрывают и перемещают вместе с выводом в зону сварки, где осуществляют его приварку к корпусу конденсаторов. 2 ил. (Л
денсаторов, включающего в себя вибро- (эункер 11, загрузочный лоток 12, не- подвижньй электрод 13-и подвижный электрод 14, установленный на штоке пневмоцилиндра 15. Устройство содер- 50 зкит также механизм точного выставления вывода 4 в сварочных губках 6, выполненный в виде дополнительньпк зажимных губок 16, которые неподвижно
установлены на основании и.соосно и,, симметрично расположены относительно сварочных губок 6 и питающего лотка 3, Зйжимные губки 16 состоят из неподвижных губок 17 и подвижных губок
0
5
цилиндром 21, после чего подвижная каре.тка 7 со сварочными губками 6 уходит в положение загрузки вывода. Затем цикл повторяется.
Эффективность предлагаемого способа достигается за счет снижения инерционности сварочного механизма и принудительной установки формованных выводов в сварочных губках.
Ф мула изобретения Способ контактной приварки проволочного вывода к корпусу при котором проволочный вывод зажимают сварочными
губками, перемещают в зону сварки до соприкосновения ft корпусом, прикладывают давление осадки и пропускают сварочный импульс, отличающийся тем, что, с целью повышения качества приварки проволочного вывода с отформованной головкой, перед зажатием вывода в сварочных губ2/
ках зажимают его со стороны, противоположной отформованной головке, перемещают сварочные губки относительно неподвижного вывода до упора головки отформованного вывода в торец сварочных губок, а затем вывод зажимают сварочными губками и перемещают в зону сварки.
Фи&. 2.
| Устройство для приварки проволочного выхода к корпусу радиодетали | 1975 |
|
SU556013A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для приварки проволочных выводов к корпусу радиодеталей | 1981 |
|
SU990457A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
