(54) АВТОМАТ ДЛЯ УДАРНО-СТЫКОВОЙ СВАРКИ
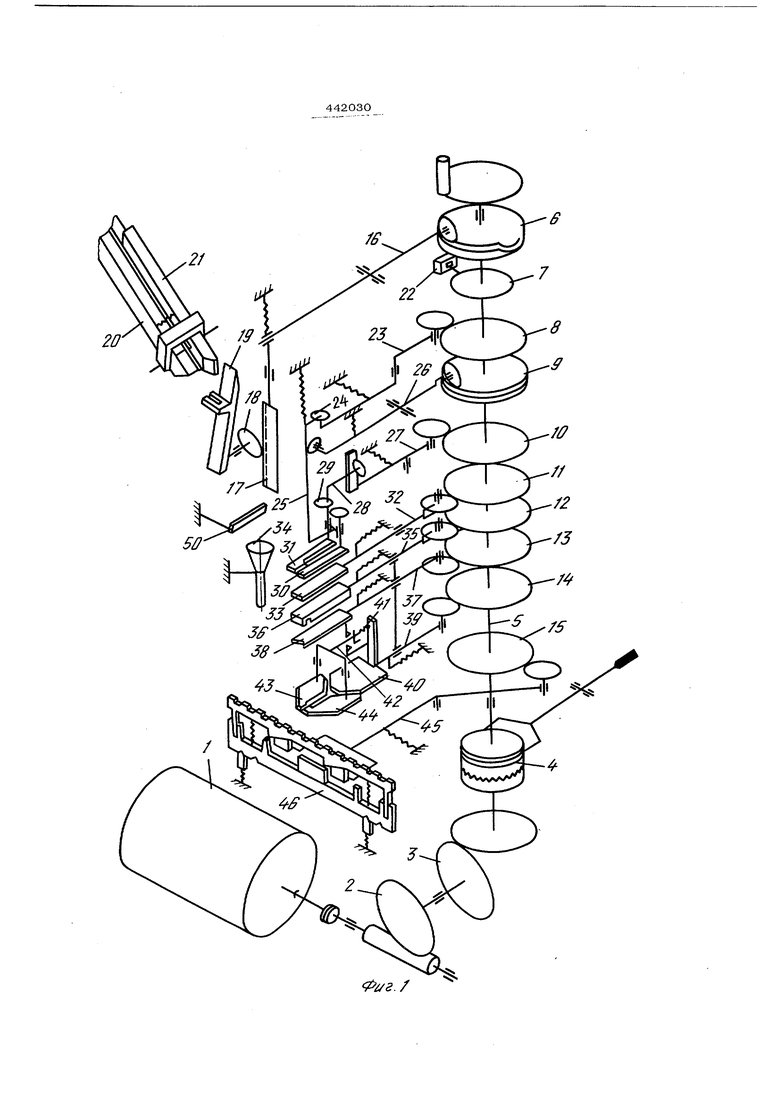
пряжением сварки, а кулачок 8 - на рычаг 23 с упором 26, на который опирается попзун 25. Кулачок 9 через рычаг 26 пе- редает движение ползуну 25, а кулачок
10 через рычаги 27 и 28 передает движе-, ние двум шестерням 29, находящимся в зацеплении одна с другой, .на осях которых закреплены две центрирующие губки , 30 и 31. Губка 30 имеет две щеки с V -образными пазами, а губка 31, расположенная между щеками губки 30, выполнена с прямой гранью. Кулачок 11 передает движение рычагу 32 с упором 33 для верхнего вывода, падающего из воронки 34; кулачок 12 - ползуну 35, на котором закреплен верхний нож 36; кулачок 13 - ползуну, 37, на котором закреплен нижний нож 38, имеющий V -образные режущие кромки, а кулачок 14 ползуну 39 с клинообр&зным упором 40,
Ползун 39 через распорную пружину 41 передает движение ползуну 42, на котором установлены две зажимные губки 43 и 44, а кулачок 15 - через рычаг 45 механизму перемещения кассет 46 с блоками арматуры.
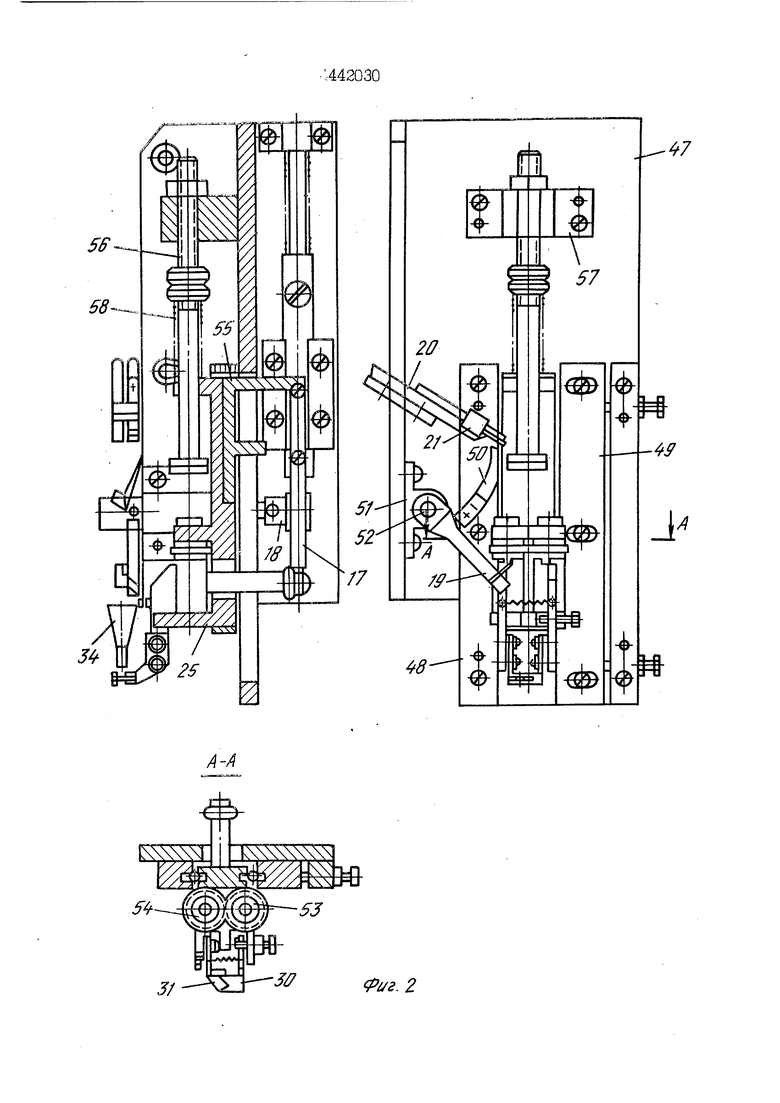
Механизм ориентации и приварки вывода (фиг. 2) включает в себя кронщтейн 47 с закрепленными на нем направляющими 48 и 49, накопителем 20 с отсекателем 21, упором 50, воронкой 34, кронщтейном 51, в котором на оси 52 с одной стороны крепится рычаг 19, имеющий плоский выступ с пазом, соосным с пазом накопителя 20, и скосом, расположенным против скоса отсекателя 21, с другой стороны « шестерня 18, входящая в зацепление с зубчатой рейкой 17, установленной на ползуне 39.
В направляющих 48 и 49 движется ползун 25, на котором смонтированы подвижные кронщтейны 53 и 54 с щестерня- ми 29, находящимися в зацеплении, несущие на себе центрирующие губки 30 и 31; губка 30 имеет две щеки с у -образным пазом, а губка 31, распопоженная между щеками губки 30, выполнена с прямой гранью. Тубки ЗО и 31 закре1гпены на кронштейнах 53 и 54 через изолирующие прокладки И являются одним электродом при сварке. Ма ползуне 25 ;мкреплен кронщтейн 55, который взаимодействует своими выступами с упором 24 {фиг. 1) и рычагом 26 подъема ползуна 25.
Ход ползуна 25 вниз ограничивается упором 56, за 1инчивающимся в кронштейн
57.Ма упор 56 надета сварочная пружина
58,упирающаяся в выступ ползуна 25 а 1)И 1еделякнцая силу удара в момепт сварки.|
Механизм зажима центровки и подрезки алюминиевого столбика (фиг. З) содержит корпус 59, имеющий направляющие для четырех ползунов. На верхнем ползуне 5 35 установлен отрезной нож 36, имеющий выступ вниз с прямой режушей кромкой; на ползуне 37 - нижний нож 38, имеющий V -образные режущие кромки.
На ползуне 39 смонтирован клинообраз ный упор 4О, воздействующий на кронщ- теины 60 и 61, сидящие на ползуне 42 и вращающиеся вокруг своих осей. На кронщтейнах 60 и 61 установлены две зажимные губки 43 к 44 с тонкими зажимными кром ками,
г Ползун 42 не имеет собственного привода и связан с упором 40 распорной пружиной 41. Для ограничения хода ползуна
Q 42 установлен упор 62.
Работает автомат следующим образом. Из вибробункер)а выводы (фиг. 5) подаются в накопитель 2О, рычаг 19, сове рщая поворот снизу вверх под действием кулач5 ка 6, через рычаг 16, рейку 17, щестер)ню IS своим скосом нажимает на скос отсекателя 21, и один вывод скатывается в паз плоского выступа. При обратном повороте рычага 19 сверху вниз вывод ниж0 ним своим концом зацепляется за упор 50, переворачивается и падает в воронку 34 вниз головкой на упор 33, расположенный между двумя разведенньп ли губками 30 и 31. Y -образные пазы и плоская грань
5 губок ПОЗВОЛ5ПОТ при сведении губок центрировать вывод, принимающий отличное от , вертикального положение при падении на упор, и надежно зажимать его в основании V -образных пазов. После зажима вывода
0 губками упор 33 отводи1х:я, и ползун 25 начинает медленно перемещаться вниз до упора 24, который в дальнейщем быстро под действием кулачка 8 убирается. Ползун 25 с выводом начинает падать под
5 действием собственного веса и сварочной пружины 58 (фиг. 2) и приобретает необходимую кинематическую энергию для удара. Одновременно с загрузкой вывода механизм перемещения кассет 46 (фи1 1 )
50 перемешает кассету с блоками арматуры на один щаг, совмещая последующий блок арматуры с позицией сварки по вертикали, и перемещает сваренный предыдущий прибор из зоны сварки. Перемещение кассеты на шаг осуществляется ступенчато пи чолщаха с выстоем между подачами. D мо.мент начала перемещения кассеты ползуны 35, 37, 39, 42 находятся в крайнем заднем положении (на фиг. 3 в крайнем nfja-
60 BOM положении). После подачи кассеты на
полшага ползуны 35 и 37 начинаю-т подаваться кулачками 12 и 13 вперед таким образом, что верхний нож 36 оказывается впереди нижнего ножа 38. При второй подаче кассеты алюминиевый столбик блока арматуры входит в зазор между ножами 36, и 38. Далее начинает подаваться вперед ползун 39 кулачком 13 и связанный через пружину 41 с ползуном 39 ползун 42 по неподвижного упора 62 (фиг. З)- При дальнейшем движении ползуна 42 клинообразный упор 40 нажимает на концы кронш«теинов 60 и 61 с губками 43 к 44 к поворачивает их до закрывания губок 43 и 44. Узкие кромки губок зажимают алю-мцниевый столбик, сминая его на 1/4 диа метра.
Кулачок 13 передает движение ползуну 37, несущему нижний нож 38. Последний вершиной V -образного паза подходит к алюминиевому столбику. Кулачок 12 освобождает ползун 35, который под действием пружины двигается вправо и своей режущей кромкой срезает часть алюминиевого столбика. Кулачки 12, 13 и 14 выставлены так, что момент среза совпадает с моментом зажатия алюминиевого столбика губками 43 и 44. После среза ножи 36 и 38 под действием пружи уходят вправо. Губки 43 и 44 продолжают удерживать алюминиевый столбик. Кулачок 9 через рычаг 26 освобождает ползун 25, который под действием пружины 58 движется вниз. Губки 30 и 31 удерживают вывод и несут его вниз.
Ползун 25 набегает своим кронштейном 55 на упор, а продолжает двигаться вниз. Кулачок 7 через микровыключатель 22 подключает сварочный блок к губкам 30 и 31. Кулачок 8 отводит упор 24 из-под кронщтейна 55, и ползун 25 под действием пружины 58 резко падает вниз. Головка вывода достигает тор ца алюминиевого столбика, и осуществляется сварка.
После сварки кулачок 10 через рычаг 27 разжимает губки 30 и 31 мехганизма
ориентацик н прив-арки вывода. Кулачок 9 рычагом 26 поднимает ползун 25 вмес.сте с зажимными губками 30 и 31 в верхнее крайнее положение. Кулачок 14
освобождает ползун 39, который под действием пружины движежся вправо, а ползун 42 удерлавается пружиной 41. При этом клинообразный упор 40 отходит от скосов кронштейнов 60 и 61, и губки 43
н 44 разводятся пружинами. При дальнейшем движении ползтаа 39 вправо упор 62 достигает ползуна 42 к увлекает его также вправо, В результате движения ползунов 39 и 42 вправо губки 43 и 44 осво-
бождают алюминиевый столбик и отходят вправо.
При достижении ползуном 25 верхнего крайнего положения упор 24 возвращается в исходное положение,
Предмет изобретен и я
у
Автомат для ударно-стыковой С1шрки, .
содержащий загрузочное устройство с накопителем, механизм зажима, центровки и подрезки с зажимными губкакш и ножами, механизм ориентации и приварки, управляемые от распределительного вала, о т л и- чающийся тем, что, с целью повышения качества и точности прнварки, механизм зажима, центровки и подрезки выполнены Б виде взаимодействующих с расгфеделительным Ш1лом последовательно
смонтированных ползунов, два из которых, установленные с возможностью встречногО перемещения, несут отрезные ножи, один нож вьполнен с выступом и прямой режущей кромкой, другой - с / -образной режущей кромкой, а третий подзун снабжен поцпружиненнык кл1 нообразн 1м упором, воздействующим на зажимные губки, при этом загрузочное устройство снабжено взаимодействующим через зубчатую передачу с распределительным twuioKi рычагом, ыл-полненным с плоским выступом и нааом, соосным с пазом накопителя.
Йуг. /

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| Устройство для подготовки радиоэлементов с осевыми выводами к монтажу | 1986 |
|
SU1370805A2 |
| Полуавтомат для обработки поясов швейных изделий | 1969 |
|
SU289769A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| Устройство для упаковки пакетов штрипсов | 1959 |
|
SU130833A1 |
| Автомат для изготовления тороидаль-ных сердечников из ленты | 1971 |
|
SU508809A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| Захват промышленного робота | 1987 |
|
SU1509247A1 |

Jff
.2
.
