1
Изобретение относится к обработке экранов электронно-лучевых трубок (ЭЛТ) алмазно-абразивным инструментом.
Целью изобретения является улучшение качества обрабатываемой поверхности и повышение стойкости инструмента, обрабатыващего изделие.
Способ шлифования экранов кинескопов заключается в том, что берут алмазно-абразивный инструмент, содержащий в качестве связки полипропилеи и порошок стекла дисперсностью 40-100 мкм и химического состава, соответствующего химическому составу обрабатываемого материала, вводят его в контакт с обрабатываемым изделием и сообщают инструменту и обрабатйваемому изделию относительные перемео ения.
Порошок стекла входит в состав связки в количестве .2-40 мас.%.
i
(Л
Как показали исследования, под действием градиента давлений и в результате контакта стеклянного наполнителя связки с материалом . шлифуемого экрана атомы в поверхностном слое экрана и стеклянном напол-г нителе получают дополнительную энер-, гию, переходят в термодинамически неустойчивое состояние и активизируются, что является причиной ускоренного процесса миграции их в приповерхностный слой. Шграция вглубь материала еще более деформирует структуру .стекла, приводя к охрупчиванию верхних слоев и увели- . чивая съем стекла инструментом в единицу времени при сохранении концентрации алмазных зерен.
Фракция стеклянного порошка-наполнителя связки 40-100 мкм, равная размеру шлама, образуемого в процессе шлифования материала, позволяет
4
Од
сл
оказывать сконцентрир ованное действие непосредственно по комплексам структур, по которым происходит разрушение поверхностного слоя экрана I при шлифовании, усиливая их разориен тацию друг относительно друга,что в конечном счете повьшает эффективность шлифования и уменьшает засаливание инструмента,
Прессование связки ведется при ; 250-280 0, при этой температуре расп I лавления пропилен очень хорошо сма- I чивает разогретые частицы стекла, I полученная композиция обладает повы- I шенной прочностью и износостойкостью I Дпя приготовления инструмента использовали
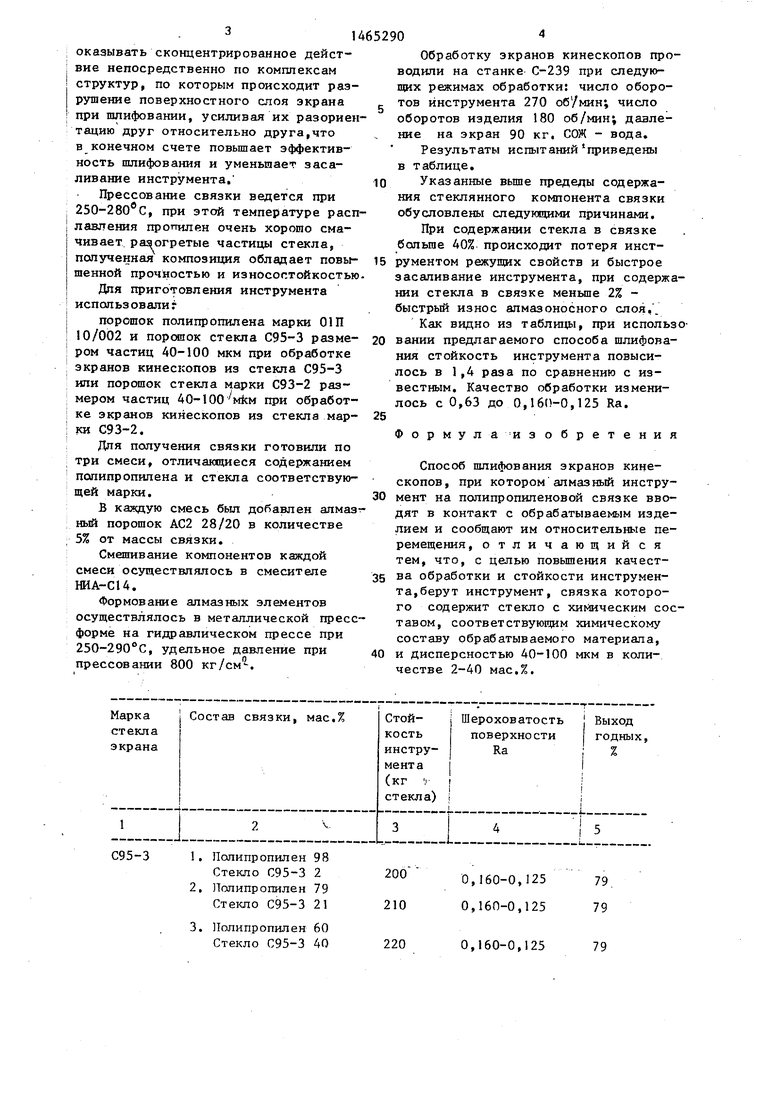
I порошок полипропилена марки 01П j 10/002 и порошок стекла С95-3 разме- ; ром частиц 40-100 мкм при обработке ; экранов кинескопов из стекла С95-3
или порошок стекла марки С93-2 раз- ; мером частиц 40-100 MicM при обработ- ; ке экранов кинескопов из стекла мар- : ки С93-2.
; Для получения связки готовили по ; три смеси, отличакщиеся содержанием ; полипропилена и стекла соответствующей марки.
В каждую смесь бьш добавлен алмаз ный порошок АС2 28/20 в количестве 5% от массы связки.
Смешивание компонентов каждой смеси осуществлялось в смесителе НИА-С14.
Формование алмазных элементов осуществлялось в металлической пресс форме на гидравлическом прессе при 250-290°С, удельное давление при прессовании 800 кг/см.
Обработку экранов кинескопов проводили на станке С-239 при следующих режимах обработки: число оборотов инструмента 270 об/мин; число оборотов изделия 180 об/мин; давление на экран 90 кг, СОЖ - вода.
Результаты испытаний приведены в таблице.
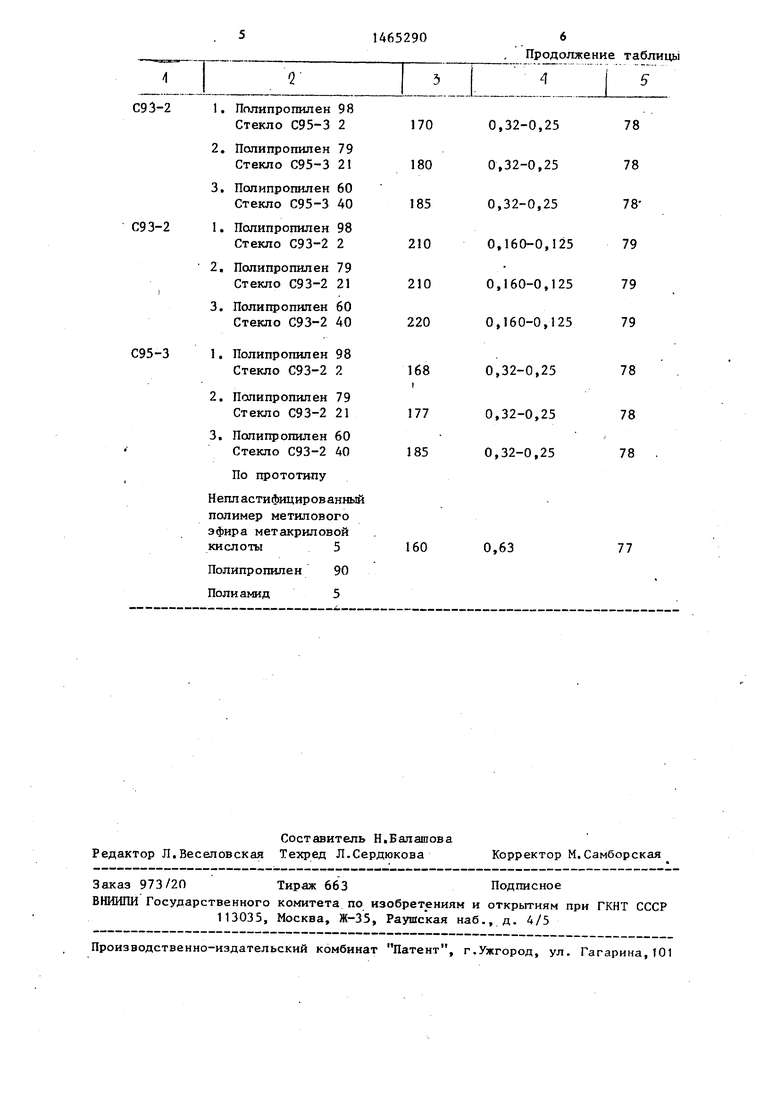
Указанные вьш1е предеды содержания стеклянного компонента связки обусловлены следующими причинами.
При содержании стекла в связке больше 40% происходит потеря инст- рументом режущих свойств и быстрое засаливание инструмента, при содержании стекла в связке меньше 2% - быстрый износ алмазоносного слоя,.
Как видно из таблицы, при использо- вании предлагаемого способа шлифования стойкость инструмента повысилось в 1,4 раза по сравнению с известным. Качество обработки изменилось с 0,63 до 0,160-0,125 Ra.
Формул а ИЗ обретения
Способ шлифования экранов кинескопов, при котором алмазный инструмент на полипропиленовой связке вводят в контакт с обрабатываемым изделием и сообщают им относительные перемещения, отличающийся тем, что, с целью повышения качества обработки и стойкости инструмента,берут инструмент, связка которого содержит стекло с химическим составом, соответствующим химическому составу обрабатываемого материала,
и дисперсностью 40-100 мкм в количестве 2-40 мас.%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления экрана кинескопа | 1985 |
|
SU1346602A1 |
| Связка для изготовления абразивного инструмента | 1982 |
|
SU1046078A1 |
| Связка для изготовления алмазно-абразивного инструмента | 1980 |
|
SU937481A1 |
| Связка для изготовления абразивного инструмента | 1977 |
|
SU707791A1 |
| Алмазный инструмент | 1983 |
|
SU1151443A1 |
| Связка для изготовления алмазноабразивного инструмента | 1978 |
|
SU709352A1 |
| Связка для изготовления абразивного инструмента | 1987 |
|
SU1530427A1 |
| Металлическая связка | 1987 |
|
SU1463458A1 |
| СВЯЗКА АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2101164C1 |
| Абразивный инструмент | 1982 |
|
SU1077771A1 |
Изобретение относится к области обработки экранов электронно-лучевых трубок алмазно-абразивным инструментом. Целью изобретения является по- и шение качества обработки и стойкости инструмента, которым осуществляют шлифование. Способ шлифования экранов кинескопов заключается в том, что в контакт с обрабатываемым изделием вводят алмазно-абразивный инструмент на связке, включающей полипропилен и 2-40 мас.% порошка стекла дисперсностью 40-100 мкм и : химического состава, равного химическому составу обрабатываемого стекла, и сообщают инструменту и изделию относительные перемещения. 1 табл.
Полипропилен 60 Стекло С95-3 40
220
0,160-0,125
79
Продолжение таблиць
| Связка для изготовления алмазно-абразивного инструмента | 1980 |
|
SU937481A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
