загрузки и выгрузки изделий. Этот гИеханизм выполнен в виде штока 7 t призматическим ложементом 8, пнев- «оцилиндра (ПЦ) 11 его перемещения, еклиза 9 и вилки-отсекателя 10. Выходы 14 и 15 пневмораспределителя (ПР) 12 соединены со штоковыми полостями ПЦ 2 и 3. Выход 16 ПР 13 соединен с поршневыми полостями Щ 2,3 iji 11, а.выход 17 - со штоковой полостью ИЦ 11. Благодаря такой схеме соединения Щ 2.,3 и 11 при загрузке изделий на ложемент 8 включается перемещение зажимов 1, совместная их подача в зону индуктора 4, а при выходе их из индуктора 4.- выгрузка на склиз 9. Зажимы 1 участвуют в формообразовании изделия в процессе его термической обработки в индукторе, препятствуя проседанию концов изделия и образованию бочкообразной формы. 6 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закалки колец | 1987 |
|
SU1447899A1 |
| Многопозиционный пресс для штамповки изделий | 1991 |
|
SU1819177A3 |
| Автомат горячевысадочный для изготовления железнодорожных костылей | 1982 |
|
SU1134272A1 |
| Амортизирующее устройство | 1983 |
|
SU1106589A1 |
| Пресс для вытяжки | 1991 |
|
SU1810176A1 |
| Конвейер механизированной переменно-поточной линии | 1986 |
|
SU1407879A1 |
| Автомат для термической обработки изделий | 1976 |
|
SU659632A1 |
| Устройство для управления механизмом подачи изделий в зону обработки | 1987 |
|
SU1454768A1 |
| Пневмопривод машины для контактной точечной сварки | 1990 |
|
SU1759582A1 |
| Агрегат для термической обработки штанг | 1976 |
|
SU704993A1 |
Изобретение относится к машиностроению, в частности к устройствам для термической обработки полых цилиндрических изделий типа поршневых пальцев двигателей. Цель - упрощение конструкции и повышение качества. Автомат содержит конусные зажимы 1 с пневмоцилиндрами (ГЩ) 2 и 3 их перемещения, кольцевой индуктор 4, спрейер 5, транспортер 6 и механизм W с S (Л О) ч1 Фие.1
I1
I Изобретение относится к машино- с троению, в частности к устройствам Для термической обработки полых ци- фндрических изделий типа поршневых Мальцев двигателей.
I Цель изобретения - упрощение кон с|трукции и повьииение качества путем и сключения деформации изделия при eiro зажиме и нагреве.
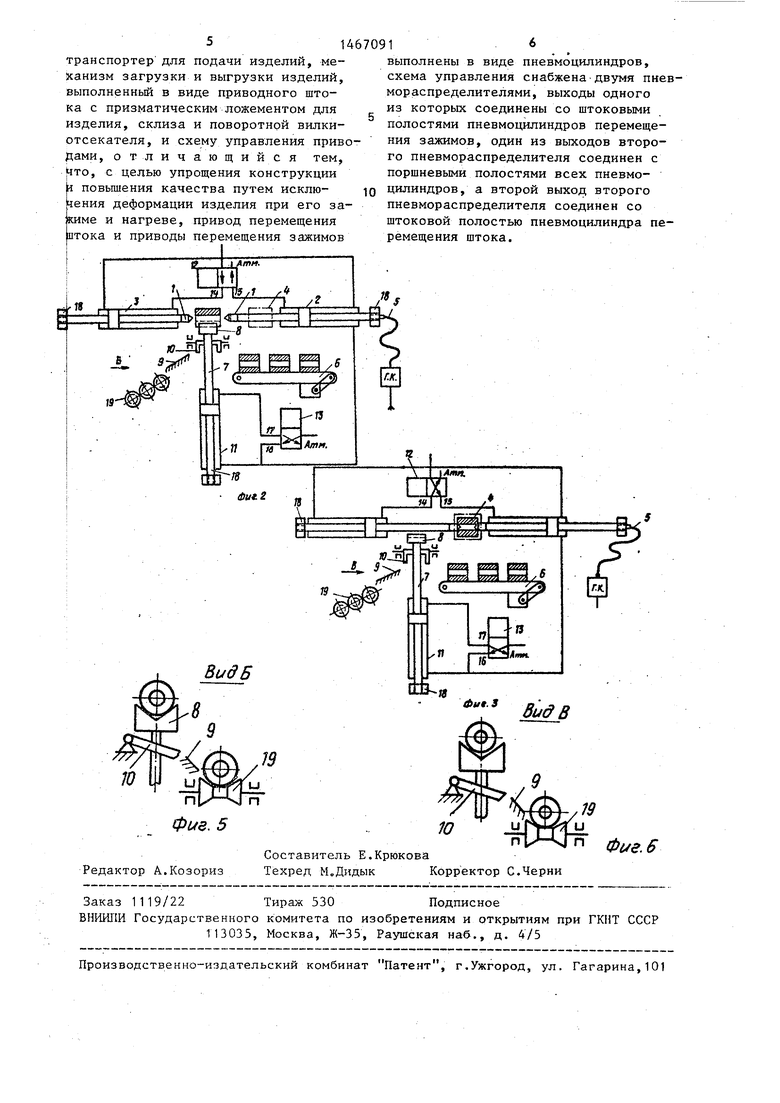
: На фиг. 1 изображен автомат в исходном положении; на фиг. 2 - то же, в| процессе разгрузки; на фиг. 3 - то же, в процессе работы; на фиг. 4 в;ид А на фиг. 1; на фиг. 5 - вид Б н|а фиг. 2; на фиг. 6 - вид В на Ф1иг. 3.
Автомат содержит конусные зажимы 1 для изделия, установленные соосно и о|снащенные приводами их осевого пере- м1ещения, выполненными в виде пневмо- цйлиндров 2 и 3. Соосно с зажимами 1 смонтирован кольцевой индуктор 4. Автомат оснащен спрейером 5, установленным на одном из зажимов, транспортером 6 для подачи изделий и механизмом загрузки и выгрузки изделий, вы- полненным в виде штока 7 с призматическим ложементом 8 и приводом его Перемещения, склиза 9 и поворотной йодпружиненной вщ1ки-отсекателя 10„ Привод перемещения штока выполнен Ei виде пневмоцилиндра 11.
Автомат имеет схему управления приводами, содержащую пневмораспреде- лйтели 12 и 13. Выходы 14 и 15 пнев- мьраспределителя 12 соединены со штоковыми полостями пневмоцилиндров 2 и 3.
Выход 16 пневмораспределителя 13 соединен с поршневыми полостями пневмоцилиндров 2,3 и 1-1, а выход 17 - со штоковой полостью пневмоцилиндра 11.
Штоки всех пневмоцилиндров оснащены приспособлениями 18 для регулировки их хода, выполненными в виде перемещаемых гаек. Склиз 9 заканчивается рольгангом 19.
Автомат работает следующим образом.
Из моечной машины (не показана) полые цилиндрические изделия (поршневые пальцы двигателей) с помощью
транспортера 6 поступают в зону механизма загрузки и выгрузки. В исходном положении пневмораспределители 12 и 13 обесточены. Штоковая полость
пневмоцилиндра 3 находится под давлением Р, поршневая его полость соединена с атмосферой через поршневую полость пневмоцилиндра 2 и пневморас- цределитель 13. При этом шток пневмоцилиндра 3 находится в крайнем левом положении (фиг. 1). Полости пневмоцилиндра 2 соединены с атмосферой, левая полость через пневмораспредели- тель 12, а правая - через пневмораспределитель 13.
При этом шток пневмоцилиндра находится в неопределенном положении. Под действием рабочего давления воздуха от пневмораспределителя 13 в штоковую полость пневмоцилиндра 11 шток 7 опущен, при этом поршневая полость пневмоцилиндра 11 соединена с атмосферой. При работе включают
транспортер 6 и обрабатываемые паль- ЦЬ поочередно подают в зону загрузки
15
20
на призматический ложемент 8 штока 7. Далее подается команда на пневмо- ,распределитель 13 и в поршневую полость пневмоцилиндра 11 подается рабочее давление, которое одновремен- но поступает в левую и правую полости соответственно цилиндров 3 и 2, при этом шток пневмоцилиндра 3 остается в прежнем (нейтральном) положении (фиг. 2), так как давления в его полостях выравниваются. В пневмоци- линдре 2 правая полость оказывается под давлением, а ле.вая полость соединяется с атмосферой и шток выдвигается влево и зажим 1 проходит внутри индуктора 4 и останавливается, удерживаемый гайкой 18 приспособления, служащей ограничителем перемещения штока.
Одновременно шток 7 поднимает призматический ложемент 8 с установг ленным на нем пальцем. Так как отсе- катель 10 шире ложемента 8, но же длины пальца, при движении штока 7 с ложементом 8 вверх палец упирается в вилку-отсекатель 10, откидывает ее, а после прохождения пальца подпружиненная вилка-отсекатель 10 возвращается в-исходное положение.
После того как палец установлен по оси зажимов 1, команда на пневмо- распределитель 12 и рабочее давление подается в левую полость пневмоцилиндра 2, а правая полость пневмоцилиндра 3 оказывается подключенной к атмосфере (фиг. 3). В связи с этим давление в левой полости пневмоцилиндра 3 перемещает шток этого цилиндра по направлению к индуктору 4, его шток упирается в палец и начинает его перемещать в индуктор. Так как в левой и правой полостях соответственно пнебмоцилиндров 2 и 3 имеется рабочее давление, то палец оказывается зажатым во время.транспортировки от ложемента в индуктор. Положение индуктора выбирается так, чтобы шток пневмоцилиндра 3 продолжал
движение, а шток пневмоцилиндра 2 не 50 Формула и перемещался. Палец при введении в ин- дуктор 4 оказывается в зажатом состоянии. После прохождения технологического цикла обработки (нагрева и охлажп7д : „г: г„ ° - -- - зо г„ : :„:::-: ; ::z: :а:л : „ е г„; „°:;„™ : „ : :::z:- - -- --- -линдра 3, а левую полость пневмоцилиндра 2 соединяет с атмосферным давлением. Условия равновесия наруша и палец под действием давления в вой полости пневмоцилиндра 2 пере g щается к ложементу 8. Шток пневмо линдра 2 перемещается влево до уп гайки 18 приспособления в корпус. При этом палец останавливается то над ложементом, после чего подает 10 команда на пневмораспределитель 1 и верхняя полость пневмоцилиндра оказывается подключенной к рабочем давлению, а нижняя полость - к атм сфере. Одновременно снимается давл ние из Левой и правой полостей соо ветственно пневмоцилиндров 3 и 2. В силу этого на шток пневмоцилиндра 3 начинает действовать давление правой полости и он :перемещается: упора и освобождает обработанный п лец, который ложится на ложемент 8 Так как на выходах пневмораспредел телей стоят дроссели, регулирующие скорость перемещения штоков, то па 25 разжимается раньше, чем начинается движение штока пневмоцилиндра 11 вн При движении штока пневмоцилиндра вниз палец упирается в вилку 10, п которой он скатывается на склиз 9 30 и рольганг 19. Как только ложемент опустится, транспортер загрузит на него следующий палец и цикл обработ ки повторяется.
35
Благодаря указанной схеме соединения приводов автоматически при за грузке пальцев происходит включение перемещения зажимов, совместная их подача в зону индуктора, а при выхо 40 де их из индуктора выгрузка пальцев При этом пневмоцилиндр 11 участвует в управлении пневмоцилиндрами 2 и 3 и, наоборот, зажимы 1 участвуют в формообразовании изделия в процессе 45 его термической обработки в индукторе, препятствуя проседанию концов поршневых пальцев и образованию боч- .кообразной формы.
зобретения
Автомат для термической обработки полых цилиндрических изделий, содержащий уста1ювленные соосно с возможщенньй в зоне нагрева изделий соосно зажимам кольцевой индуктор, спрейер, установленньм на одном из зажимов.
1467091
15
0
лением. Условия равновесия нарушаются и палец под действием давления в правой полости пневмоцилиндра 2 переме- g щается к ложементу 8. Шток пневмоцилиндра 2 перемещается влево до упора гайки 18 приспособления в корпус. При этом палец останавливается точно над ложементом, после чего подается 10 команда на пневмораспределитель 13 и верхняя полость пневмоцилиндра 11 оказывается подключенной к рабочему давлению, а нижняя полость - к атмосфере. Одновременно снимается давление из Левой и правой полостей соответственно пневмоцилиндров 3 и 2. В силу этого на шток пневмоцилиндра 3 начинает действовать давление правой полости и он :перемещается: до упора и освобождает обработанный палец, который ложится на ложемент 8. Так как на выходах пневмораспредели- телей стоят дроссели, регулирующие скорость перемещения штоков, то палец 5 разжимается раньше, чем начинается движение штока пневмоцилиндра 11 вниз. При движении штока пневмоцилиндра 11 вниз палец упирается в вилку 10, по которой он скатывается на склиз 9 0 и рольганг 19. Как только ложемент опустится, транспортер загрузит на него следующий палец и цикл обработки повторяется.
0 Формула и
зо г„ : :„:::-: ; ::z: - --
Благодаря указанной схеме соединения приводов автоматически при загрузке пальцев происходит включение перемещения зажимов, совместная их подача в зону индуктора, а при выхо- 40 де их из индуктора выгрузка пальцев При этом пневмоцилиндр 11 участвует в управлении пневмоцилиндрами 2 и 3 и, наоборот, зажимы 1 участвуют в формообразовании изделия в процессе 45 его термической обработки в индукторе, препятствуя проседанию концов поршневых пальцев и образованию боч- .кообразной формы.
зобретения
Автомат для термической обработки полых цилиндрических изделий, содержащий уста1ювленные соосно с возмож зо г„ : :„:::-: ; ::z: - -- --- -щенньй в зоне нагрева изделий соосно зажимам кольцевой индуктор, спрейер, установленньм на одном из зажимов.
транспортер для подачи изделий, механизм загрузки и выгрузки изделий, выполненный в виде приводного штока с призматическим ложементом для изделия, склиза и поворотной вштки- отсекателя, и схему управления приводами, отличающийся тем, Цто, с целью упрощения конструкции повышения качества путем исклю- |чения деформации изделия при его за- )киме и нагреве, привод перемещения (птока и приводы перемещения зажимов
Г 1441
Hfl g/ /
Составитель Е.Крюкова Редактор А.Козориз Техред М.Дидык Корректор С.Черни
Заказ 1119/22 Тираж 530Подписное
ВНИИГШ Государственного комитета по изобретениям и открытиям при ГКИТ СССР 113035, Москва, Ж-35, Раушская наб., д, 4/5
выполнены в виде пневмоцилиндров, схема управления снабжена двумя пнев- мораспределителями, выходы одного из которых соединены со штоковыми полостями пневмоцилиндров перемещения зажимов, один из выходов второго пневмораспределителя соединен с поршневыми полостями всех пневмоцилиндров, а второй выход второго пневмораспределителя соединен со штоковой полостью пневмоцилиндра перемещения штока.
| Установка для термической обработки полых цилиндрических деталей | 1983 |
|
SU1252360A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
